



空气再循环冷却器(简称EGR)通过将一部分废气在EGR冷却器中进行冷却并循环返回气缸内,可有效降低汽车尾气主要污染物氮氧化物和微粒含量,目前已成为汽车上不可缺少的重要部件之一。
EGR冷却器的使用环境恶劣,它在高温(600~650°C)、高废气压力、振动载荷以及硫酸和硝酸强腐蚀条件下工作。
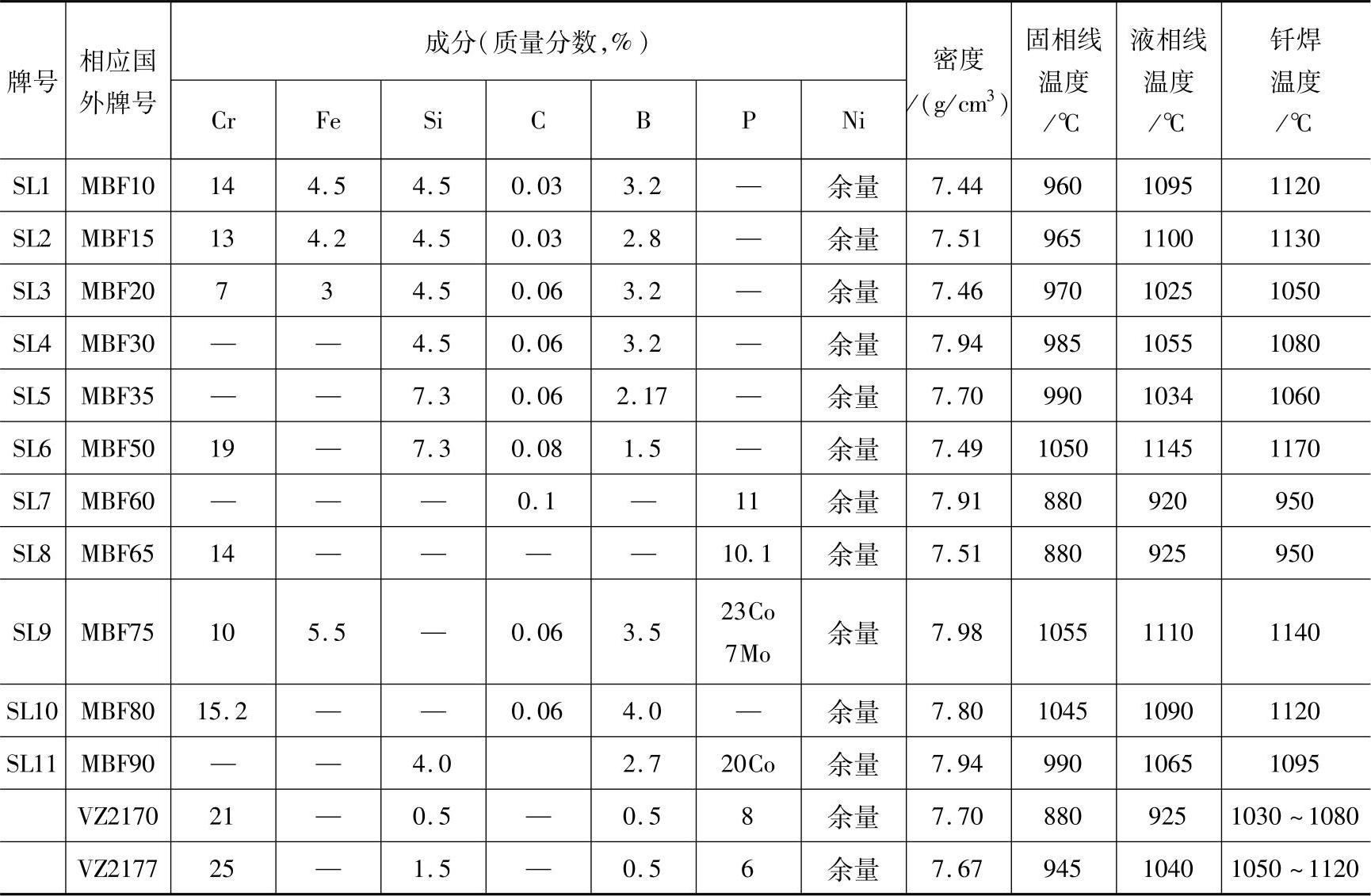
表6-14 非晶态镍基钎料的成分和性能Table 6-14 Compositions and properties of amorphous nickel based filler metals
EGR采用镍铬不锈钢制造,如304、304L、316、316L等。大多数厂家采用真空钎焊工艺。
由于EGR冷却器特殊的使用环境,要求钎料具备良好的耐蚀性、抗氧化性、良好的润湿性和不脆化母材等要求。除了常规的BNi-2、BNi-5、BNi-7镍基钎料外,一些公司推出了铁基钎料,其成分和性能见表6-15。
表6-15 铁基钎料的化学成分和性能Table 6-15 Chemical compositions and properties of iron base brazing alloys

铁基钎料的设计思路如下:①采用Fe代替Ni,成为主要的合金元素,达到降低钎料的成本;②加入Cr、Ni元素,提高合金的耐蚀性能;③加入降低钎料熔点的元素,如F300钎料中的Si、P和Mn,VZ2099钎料中的Si、B、P,VZ2106钎料的Si、B等;④加入其他元素,达到微调其中性能的目的,如Mo、Ti、W、Nb等;⑤控制微量有害元素,如C、O、S。
以F300为例,将铁基钎料同其他镍基钎料在耐蚀性、钎焊间隙、润湿性和接头剪切强度等方向进行比较。
1.耐蚀性
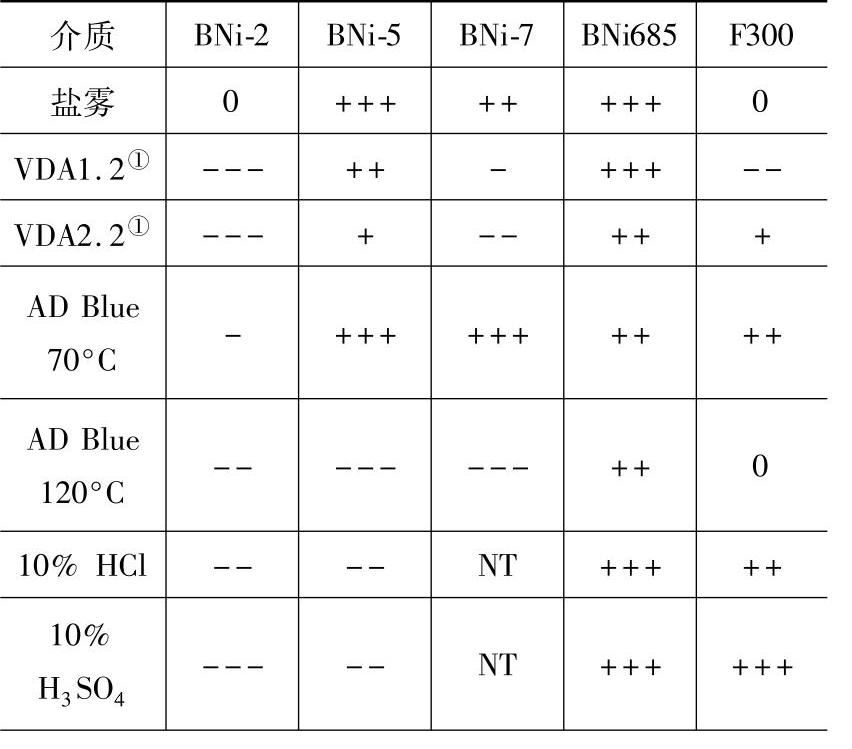
表6-16列出了各种钎料的耐蚀性。其中BNi685(Ni-29Cr-4Si-6P)钎料的耐蚀性最好,因为它的Cr含量最高。F300钎料在抗酸方面的性能比BNi-2、BNi-5和BNi-7都好:在盐雾试验方面比BNi-5稍差。铁基钎料F300由于加入了大量的Cr和Ni,耐蚀性大大提高,一般当Cr、Ni含量分别高于20%时,其他元素配比适当,耐蚀性能会很好。
表6-16 各种钎料的耐蚀性Table 6-16 Brazing alloys corrosion resistance
(续)
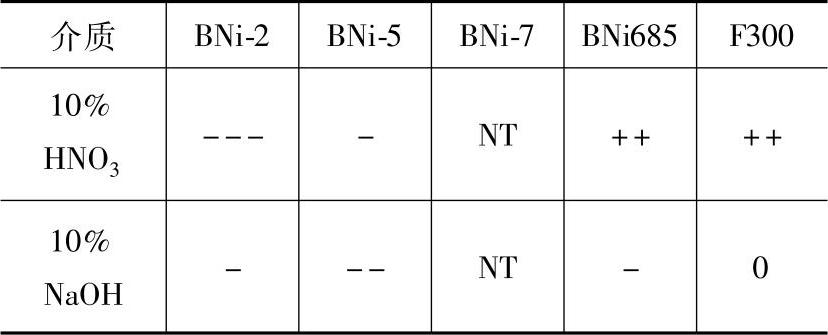
注:“+”多,耐蚀性能越好;“-”多,耐蚀性能越差;“NT”,未做试验。(https://www.xing528.com)
① 德国汽车工业质量标准。
2.钎焊间隙
镍基钎料含有一定量的降熔元素,如Si、P、B等,这些元素与钎料中的其他元素形成金属间化合物。这些金属间化合物硬而脆。如果这些金属间化合物在钎焊后仍留在钎缝内,钎焊接头强度会大大降低。
这些金属间化合物的存在与接头间隙密切相关。当间隙小时,钎缝中的金属间化合物减少或消失,固溶体增加,钎焊接头的强度也会提高,因此钎焊间隙对钎焊接头强度的影响极大。为了保证小的钎焊间隙,势必提高部件的加工精度和装配精度,导致产品成本的提高。表6-17列出了用镍基钎料和铁基钎料钎焊时推荐的钎焊间隙。
表6-17 推荐的钎焊间隙Table 6-17 Recommended brazing clearance
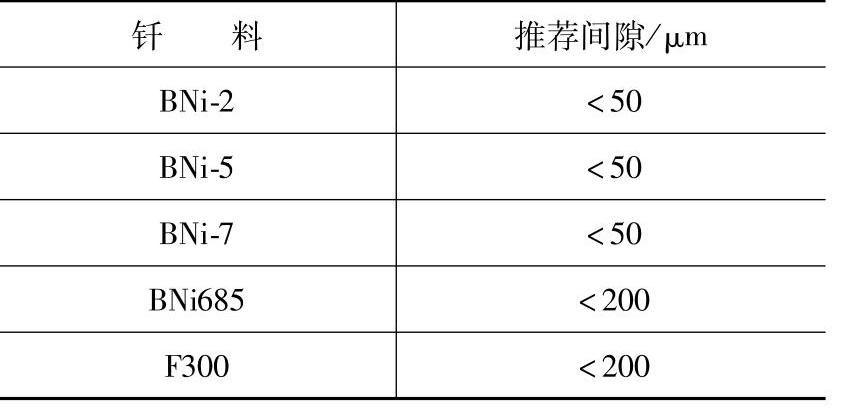
表6-17表明,镍基钎料BNi-2、BNi-5、BNi-7推荐的钎焊接头间隙较小(<50μm),因为这些钎料含有较多的降熔元素Si、B和P,金属间化合物在钎焊过程中不易消失。铁基钎料F300推荐的钎焊间隙比较大(<200μm),因此用铁基钎料钎焊时,对工件的加工精度和部件的装配精度要求较低,从而减少因工件加工和装配而引起的失效风险。
3.润湿性
一些镍基钎料与铁基钎料在304不锈钢上的润湿性如图6-16所示。其中,BNi685的润湿性最好;其次是铁基钎料F300。铁基钎料F300比传统的BNi-2、BNi-5和BNi-7钎料的润湿性都好。F300钎料中的Si和P有助于提高钎料对不锈钢的润湿性。
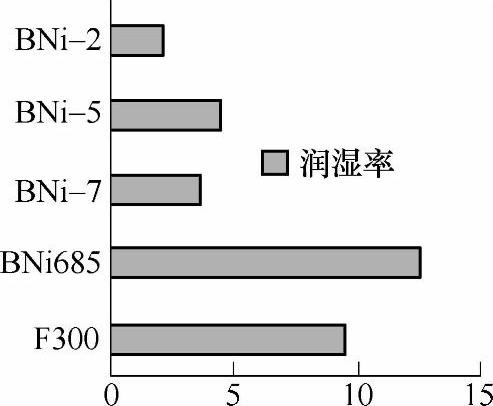
图6-16 钎料润湿性能 Fig.6-16 Wetting properties of several brazing alloys
4.接头强度
用不同钎料钎焊的不锈钢接头的抗剪强度如图6-17所示。钎焊时均采用较小的装配间隙。该图表明,用不同钎料钎焊时,钎焊接头的抗剪强度基本相同。
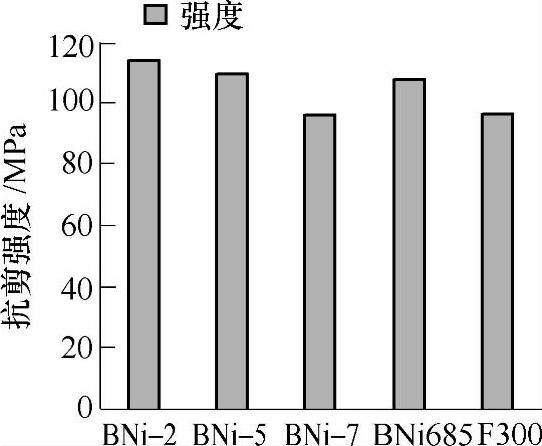
图6-17 钎焊接头抗剪强度 Fig.6-17 Shear strength of brazed joint
F300钎料的熔点较低,可在1080~1100°C温度下进行钎焊,可防止不锈钢因加热温度过高而发生晶粒长大现象。F300钎料中的Cu可防止Si和P向不锈钢母材的扩散和晶间渗入,不锈钢不会脆化。加上钎料的耐蚀性高,润湿性好,对接头装配间隙的要求不严,更重要的是价格低,性价比高,具有替代镍基钎料钎焊不锈钢散热器和空气再循环冷却器EGR的发展潜力[21]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。