



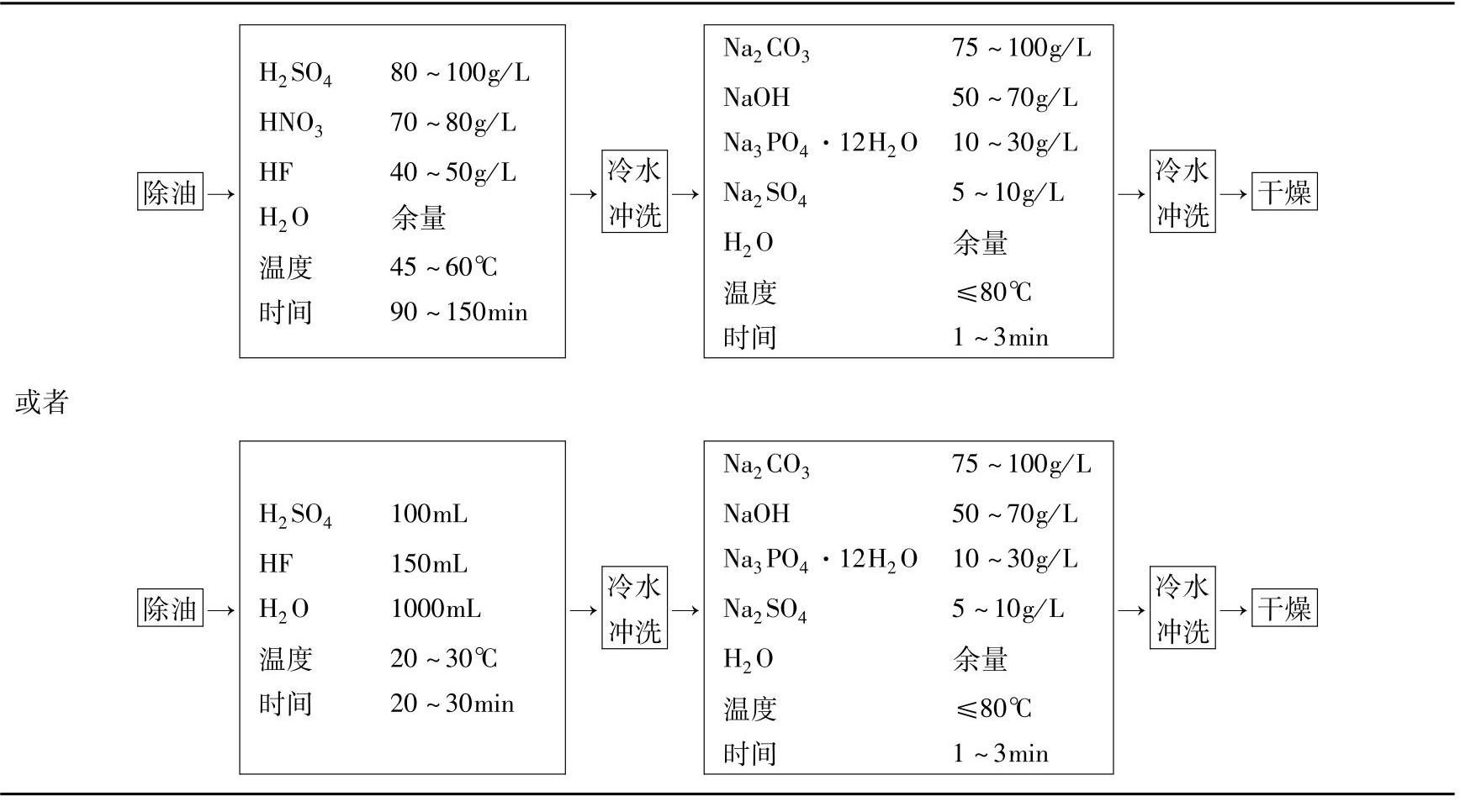
高温合金钎焊前应认真去除表面的氧化物。一般采用砂布打磨及丙酮擦拭即可;采用毡轮抛光清理,效果很好。高温合金的表面化学清理见表7-7[5]414。
用银钎料钎焊时可选用钎剂FB102(见表3-56)。因钎焊温度不高,钎剂同母材的反应较弱,不会因钎剂中硼的析出而影响合金的表面。钎焊含铝量高的沉淀强化高温合金时,应在FB102钎剂中添加质量分数为10%~20%的硅氟酸钠,或者在FB102钎剂中加入质量分数为10%~20%的铝钎剂(如FB201等),以增加钎剂去除氧化铝的能力。当钎焊温度超过900℃,则应选用钎剂FB105(见表6-21),但钎焊加热温度不宜过高,钎焊时间要短,以免钎剂同母材发生强烈的反应。
为了防止母材应力开裂,必须尽量减小零件的内应力,如将经冷加工的零件在钎焊前进行去应力处理;钎焊时加热尽量均匀,以及零件在钎焊加热过程中能自由膨胀和收缩等。但是对于沉淀强化高温合金来说,在时效过程中将不可避免地形成内应力,对钎焊时的应力开裂特别敏感。最有效的措施是先将零件固溶化处理,然后在稍高于时效强化处理的温度下进行钎焊,最后进行时效处理。这样既可减少应力开裂的可能性,又不会因钎焊温度过高而发生过时效现象。
表7-7 高温合金的表面化学清理Table 7-7 Surface chemical cleaning of high temperature alloys
镍基高温合金绝大部分是在真空或保护气氛炉中钎焊的。在保护气氛炉中钎焊时,对气体纯度要求很高;使用氩或氢作为保护气体时,要求其露点低于-54℃。对于铝、钛的质量分数小于0.5%的高温合金,这样高的气体纯度已经足够了。但铝、钛含量增多时,合金表面在加热时仍发生氧化,必须采用以下措施:
1)添加少量钎剂,如FB105,利用钎剂来去除氧化膜,但钎剂加入量一定不能多。
2)零件表面镀镍,镍层厚度为0.025~0.038mm。
3)将零件在湿氢中预先氧化,然后用硝酸和氢氟酸混合液去掉表面上的铝和钛的氧化物,使表面不再含铝和钛,从而达到防止钎焊加热时形成铝、钛氧化物的目的。
4)将钎料预先喷涂在待钎焊表面上。
5)附加少量气体钎剂,如三氟化硼。
目前,真空钎焊已在很大程度上取代了保护气氛钎焊。这是因为真空钎焊能获得更好的保护效果和钎焊质量。对于铝、钛的质量分数小于4%的高温合金,表面不必进行特殊的预处理,就能保证钎料的润湿。为了保险起见,表面也可以电镀一薄层0.01~0.015mm厚的镍。当合金的铝、钛的质量分数大于4%时,表面应镀以0.02~0.03mm的镍层。镀镍厚度对钎焊接头强度是有影响的,镀层太薄对合金表面起不到保护作用;镀层太厚则会降低接头强度。也可将零件放在盒内真空钎焊,盒中再放吸气剂,如锆在高温下的吸气作用,促使在盒内形成一个局部高真空,防止合金表面氧化[6]。镍基高温合金钎焊时的热态真空度应不低于10-2Pa。图7-2所示为用BNi71CrSi钎料真空钎焊、氢气中钎焊加钎剂和氢气钎焊加镀镍的三种钎焊方法钎焊R-235合金接头的抗剪强度。从图中可以看出,真空钎焊的接头强度最高[7]。
如前所述,镍基钎料是在镍中添加较多的硼和(或)硅,而达到降低熔化温度的目的。在硼和硅降低钎料熔化温度的同时,也在钎料中形成相当多的硼化物和硅化物相,使钎料变脆。因此同钎焊不锈钢一样,钎焊高温合金时钎焊接头的组织和性能与钎焊间隙大小密切有关。图7-3所示为用BNi74CrFeSiB钎料钎焊的GH4037接头的组织[8]90。当接头间隙为100μm时,钎缝中除了有白色γ镍固溶体外,还有大量的CrB(含W、Mo)、Ni3Si化合物相。同时钎料中的硼元素发生向母材近缝区扩散的现象;当接头间隙缩小到50μm时,化合物相的数量减少,但相的种类是相同的;当接头间隙进一步缩小到20μm时,大部分化合物相消失,只在钎缝中央出现断续的CrB相。当接头间隙更小,化合物相也全部消失。
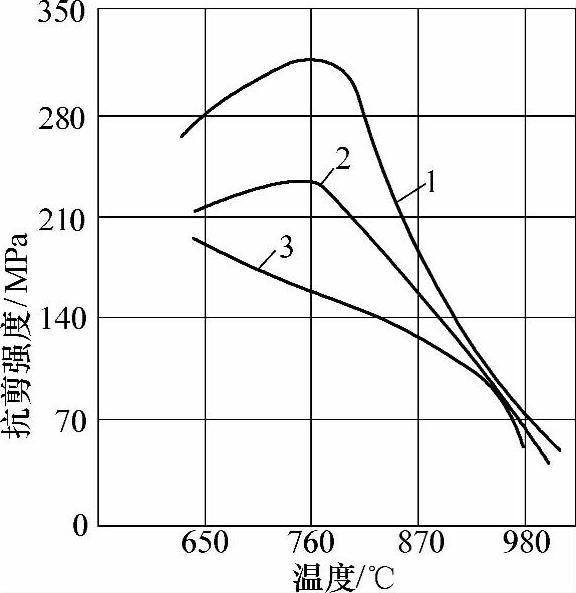
图7-2 用BNi71CrSi钎料钎焊的R-235合金(Ni-16Cr-5.5Mo-8Fe-1.5Co-3Ti-1.5Al)接头的抗剪强度 Fig.7-2 Shear strength of R-235 alloy joint brazed with BNi71CrSi filler metal
1—正常热处理 2—1220℃钎焊+正常热处理
1—真空 2—H2+钎剂 3—H2+镀镍
钎焊规范也将影响钎焊接头的组织。图7-4所示为上述钎焊接头经1050℃×1h扩散处理后的接头组织[8]93。该图表明,间隙为100μm和50μm的接头于1050℃×1h扩散处理后,组织中仅存镍固溶体和CrB相,化合物相以断续状态分布在钎缝中,其他化合物相已消失,全部为γ镍固溶体相。100μm间隙的接头经1050℃×2h扩散处理后,化合物相已全部消失(见图7-5)[8]93。
用BNi71CrSi钎料钎焊的GH4037高温合金的接头组织如图7-6所示[8]。100μm间隙的钎缝组织至少有γ镍固溶体(溶有一定量的钨和钼)、Ni5Si2(θ相)、Ni16Cr6Si7(τ相)、Cr3Ni5Si2(π相)等相结构以及含钨、钼较高的硅化物相组成,在近缝区没有发现明显的析出相。间隙为50μm和20μm的钎缝组织同100μm间隙的钎缝组织无原则上差别,只是化合物相的数量大大减少。
用BNi71CrSi钎料钎焊的GH4037高温合金接头经1050℃×1h扩散处理后的组织没有太大的变化,经1050℃×2h扩散处理后的组织如图7-7所示[8]99,100。100μm间隙的钎缝组织由γ镍固溶体、白色Ni5Si2结构的相、深色Ni16Cr6Si7结构的相及
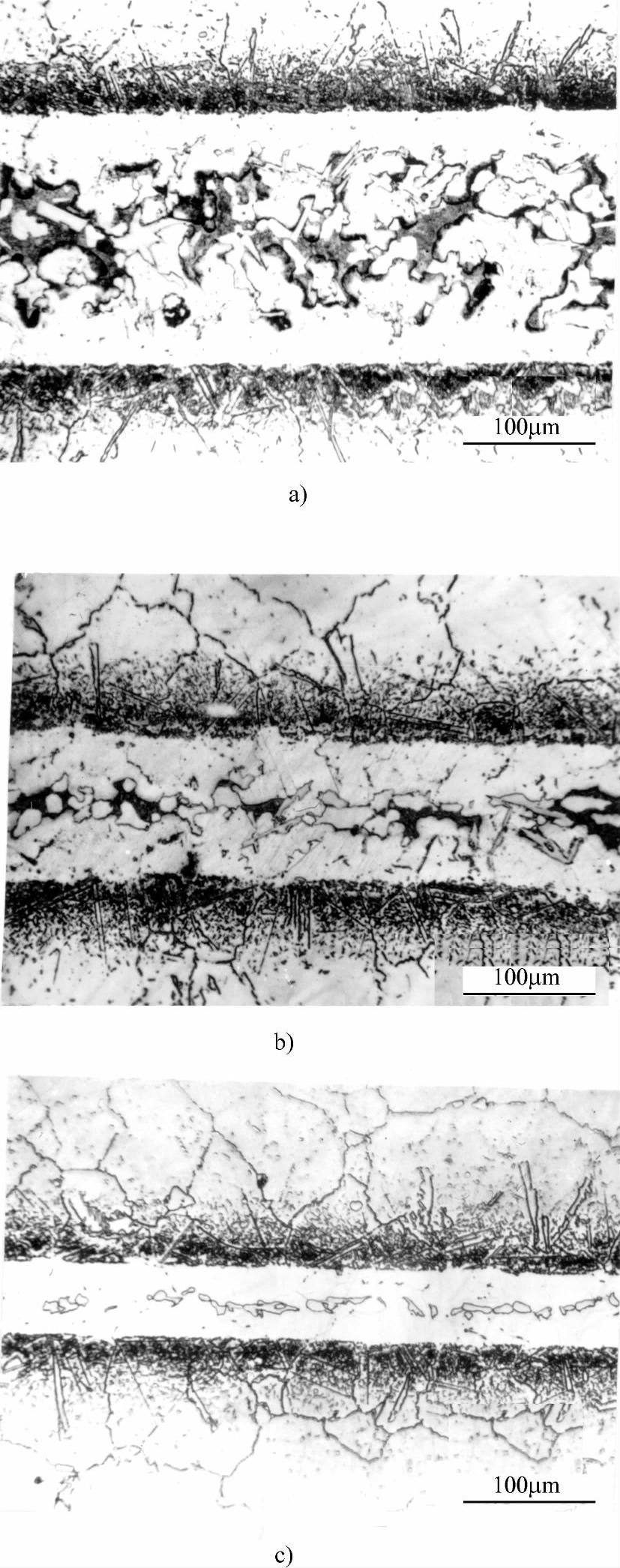
图7-3 用BNi74CrFeSiB钎料钎焊的GH4037高温合金的接头组织(1120℃,10min) ×250 a)间隙100μm b)间隙50μm c)间隙20μm Fig.7-3 Joint structure of GH4037 high temperature alloy brazed with BNi74CrFeSiB filler metal(1120℃,10min)
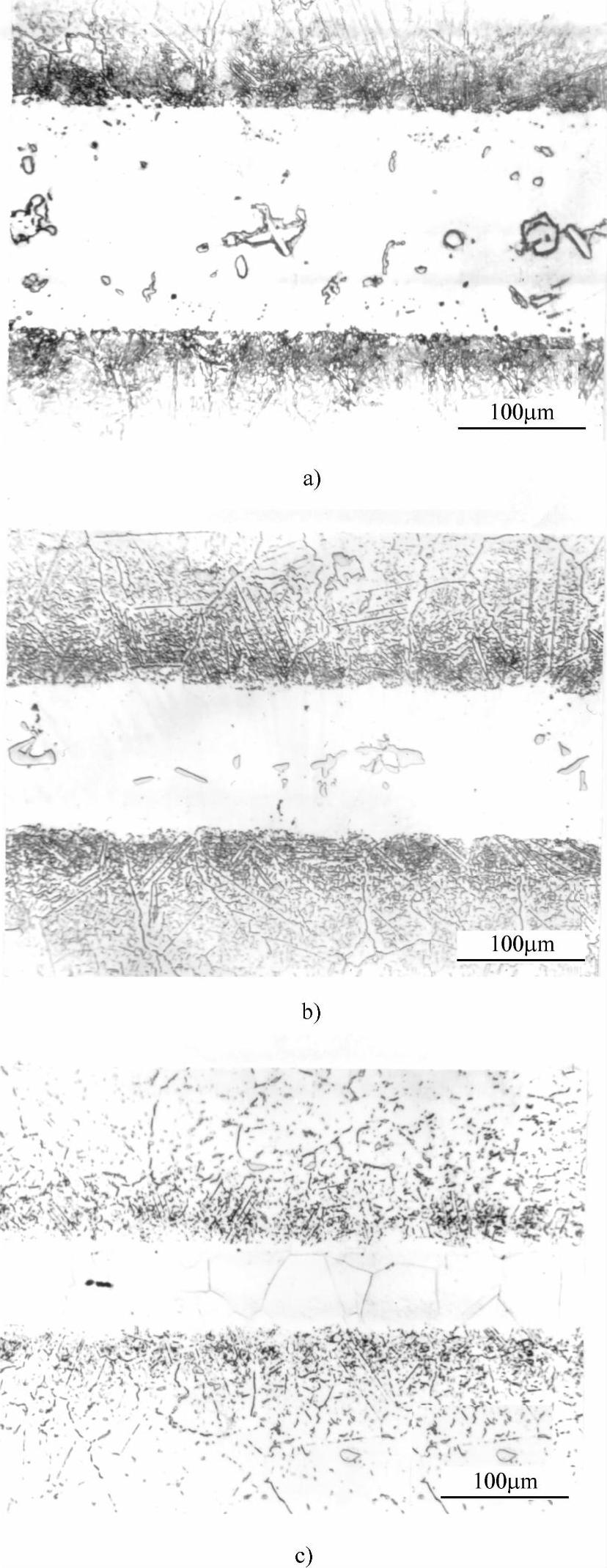
图7-4 用BNi74CrFeSiB钎料钎焊的GH4037高温合金接头经扩散处理后的接头组织(1120℃×10min+1050℃×1h) a)间隙100μm b)间隙50μm c)间隙20μm Fig.7-4 Joint structure of GH4037 high temperature alloy brazed with BNi74CrFeSiB filler metal after post heat treatment(1120℃×10min+1050℃×1h)
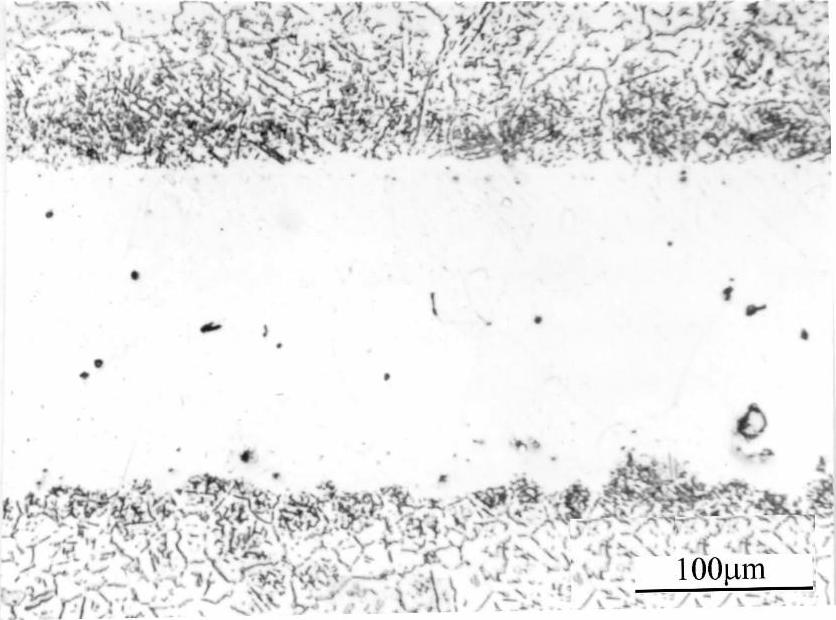
图7-5 用BNi74CrFeSiB钎料钎焊的GH4037高温合金接头经1050℃×2h扩散处理后的接头组织,间隙100μm Fig.7-5 Joint structure of GH4037 high temperature alloy brazed with BNi74CrFeSiB filler metal after 1050℃×2h post heat treatment,clearance 100μm
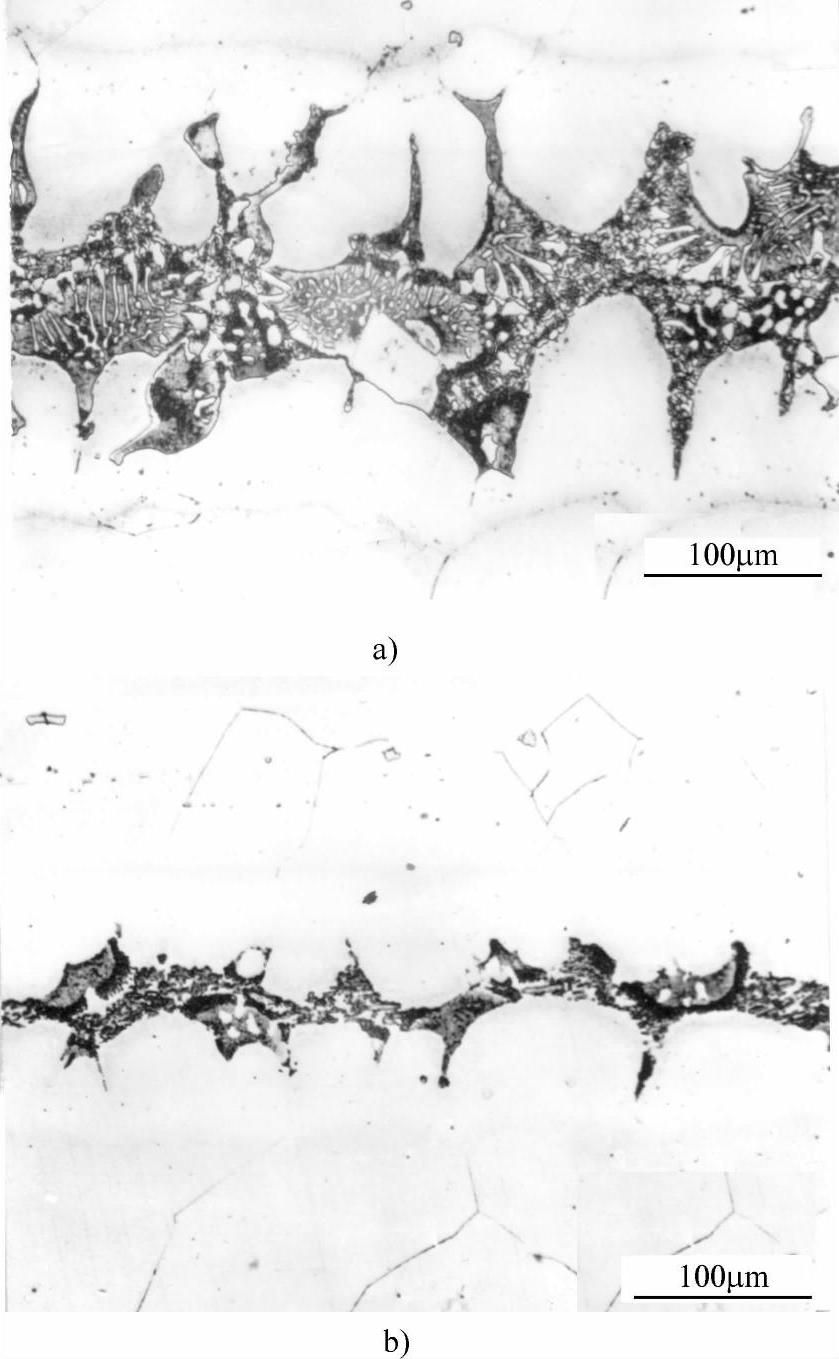
图7-6 用BNi71CrSi钎料钎焊的GH4037高温合金的接头组织(1175℃,10min) a)间隙100μm b)间隙50μm Fig.7-6 Joint structure of GH4037 high temperature alloy brazed with BNi71CrSi filler metal(1175℃,10min)
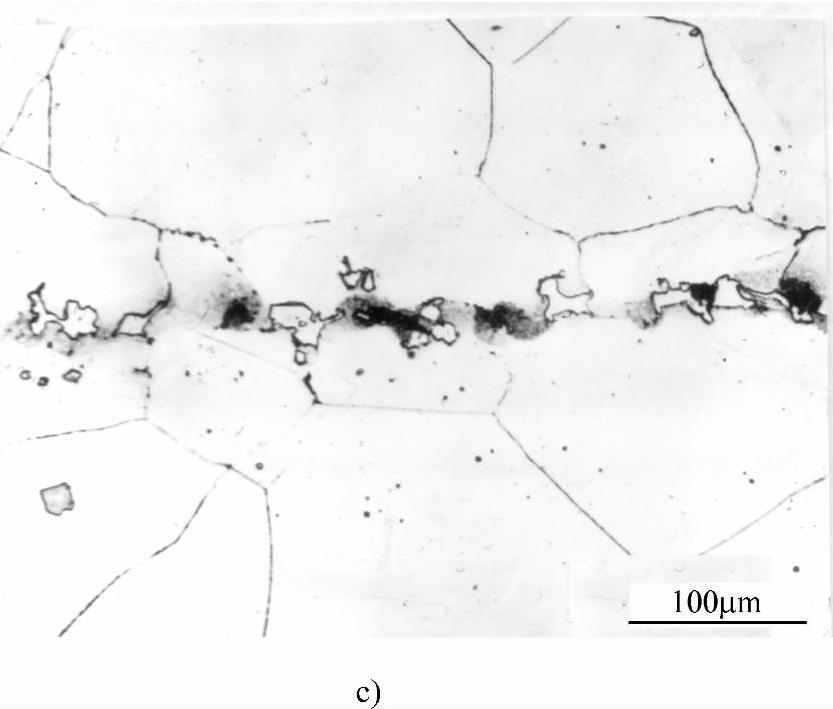
图7-6 用BNi71CrSi钎料钎焊的GH4037高温合金的接头组织(1175℃,10min)(续) c)间隙20μm Fig.7-6 Joint structure of GH4037 high temperature alloy brazed with BNi71CrSi filler metal(1175℃,10min)(continued)

图7-7 用BNi71CrSi钎料钎焊的GH4037高温合金的接头经扩散处理后的组织,1175℃×10min+1050℃×2h a)间隙100μm b)间隙50μm Fig.7-7 Joint structure of GH4037 high temperature alloy brazed with BNi71CrSi filler metal,1175℃×10min+1050℃×2h
小方块的含钨、钼较高的硅化物相组成。50μm间隙的钎缝组织中只有γ镍固溶体和Ni5Si2结构的相,其他相已消失。20μm间隙的钎缝和50μm间隙的相同。只是硅化物相的数量进一步减少。由此可见,用BNi71CrSi钎料钎焊的接头,由于硅向母材扩散的速度低,钎缝中的硅化物相当难消除。
因此,有必要了解用镍基钎料钎焊高温合金时不出现脆性相的最大钎焊间隙值,以便设计合理的接头和制订最佳的钎焊规范参数。
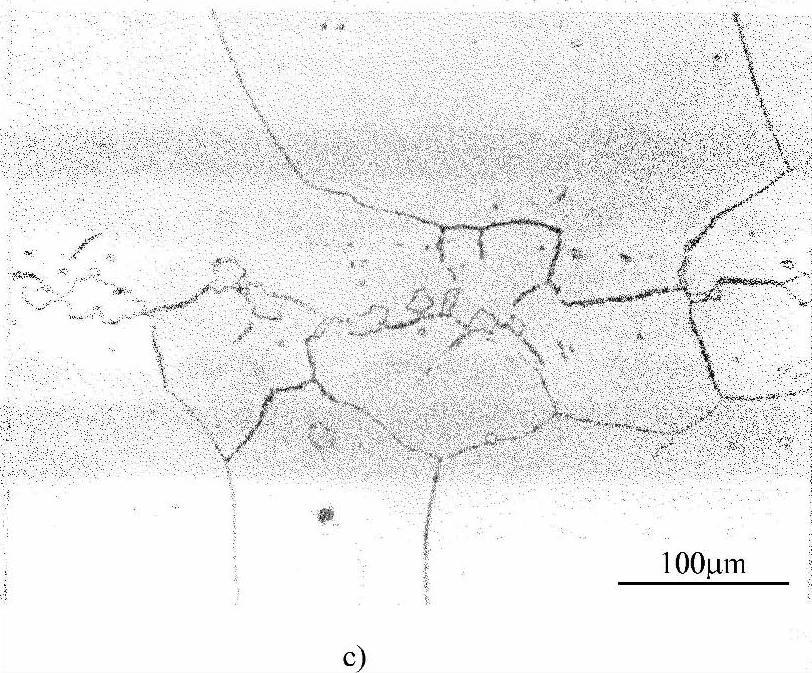
图7-7 用BNi71CrSi钎料钎焊的GH4037高温合金的接头经扩散处理后的组织,1175℃×10min+1050℃×2h(续) c)间隙20μm Fig.7-7 Joint structure of GH4037 high temperature alloy brazed with BNi71CrSi filler metal, 1175℃×10min+1050℃×2h(continued)
图7-8a、b分别所示为用BNi82CrSiBFe和BNi71CrSi钎料钎焊Inconel 625(Ni-22Cr-9Mo-3Nb)合金时钎焊温度对最大钎焊间隙的影响[8]113,115。用BNi82CrSiBFe钎料钎焊的接头最大间隙值大于用BNi71CrSi钎料钎焊的最大间隙值。这是因为BNi82CrSiBFe钎料中的硼在钎焊温度下向母材的扩散速度很快(在图7-3照片上可看到近缝区有一大片由硼向母材扩散而析出的硼化物),硼在钎缝中的含量降低,而硼是用BNi74CrFeSiB钎料钎焊时形成化合物相的主要元素;BNi71CrSi钎料中的硅在钎焊温度下向母材的扩散(体积扩散)速度要慢得多,钎缝中的硅含量不容易降低到小于饱和溶解度,所以硅化物相不易消失。其次,用这两种料钎焊的接头最大间隙值均随钎焊温度的升高而增大。这是因为高温将提高钎料中的合金元素向母材的扩散速度,同时母材向钎料的溶解速度也提高,两者均有利于降低钎缝中的硼和硅的含量,从而使脆性化合物相消失。但用BNi74CrFeSiB钎料钎焊的最大钎焊间隙比用BNi71CrSi钎料钎焊的增大得要快些。
钎焊后扩散处理将进一步增大接头的最大钎焊间隙值。对用BNi82CrSiBFe钎焊的接头来说,经1000℃×1h扩散处理后的Inconel625钎焊接头的最大钎焊间隙值已达90μm(见图7-9a);而用BNi71CrSi钎料钎焊的接头经1000℃×2h扩散处理后的最大钎焊间隙值达50μm左右(见图7-9b)[8]113,115。扩散处理的作用是进一步使钎料中的硼和硅向母材扩散。同样,由于硼的扩散速度快,所以扩散处理对用BNi82CrSiBFe钎料钎焊的接头,作用更为显著。
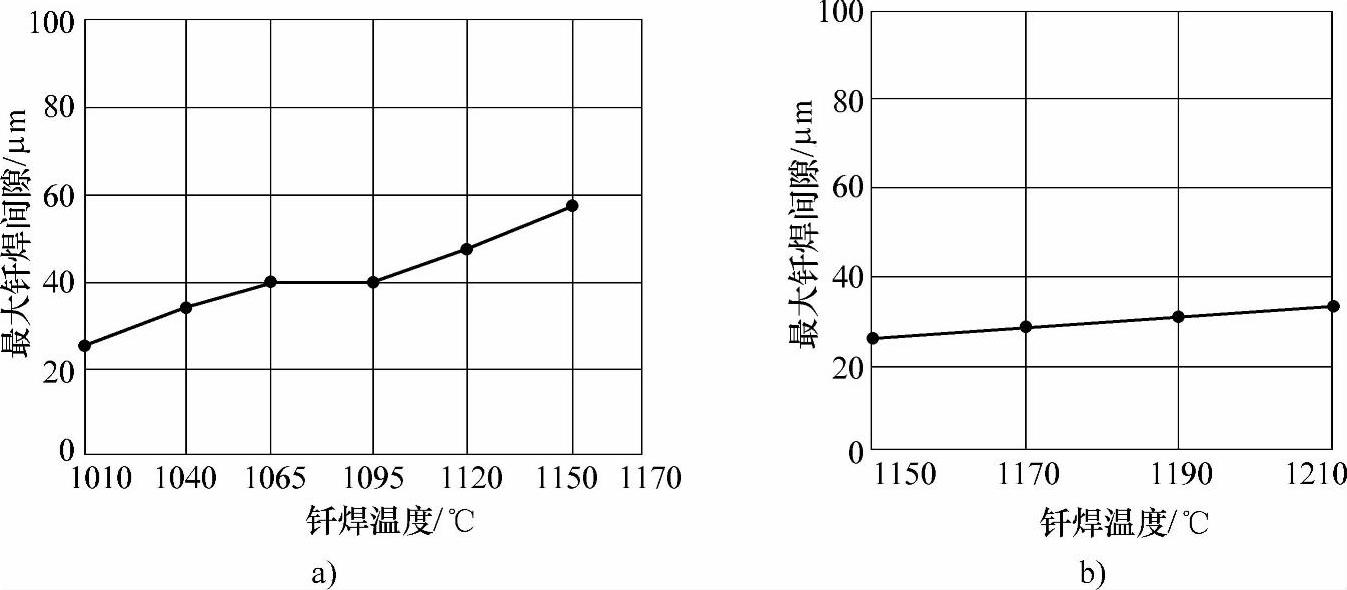
图7-8 钎焊温度对Inconel 625合金钎焊接头最大钎焊间隙的影响(钎焊时间10min) a)BNi82CrSiBFe钎料 b)BNi71CrSi钎料 Fig.7-8 Effect of brazing temperature on the maximum brazing clearance of Inconel 625 brazed joint(duration 10min)
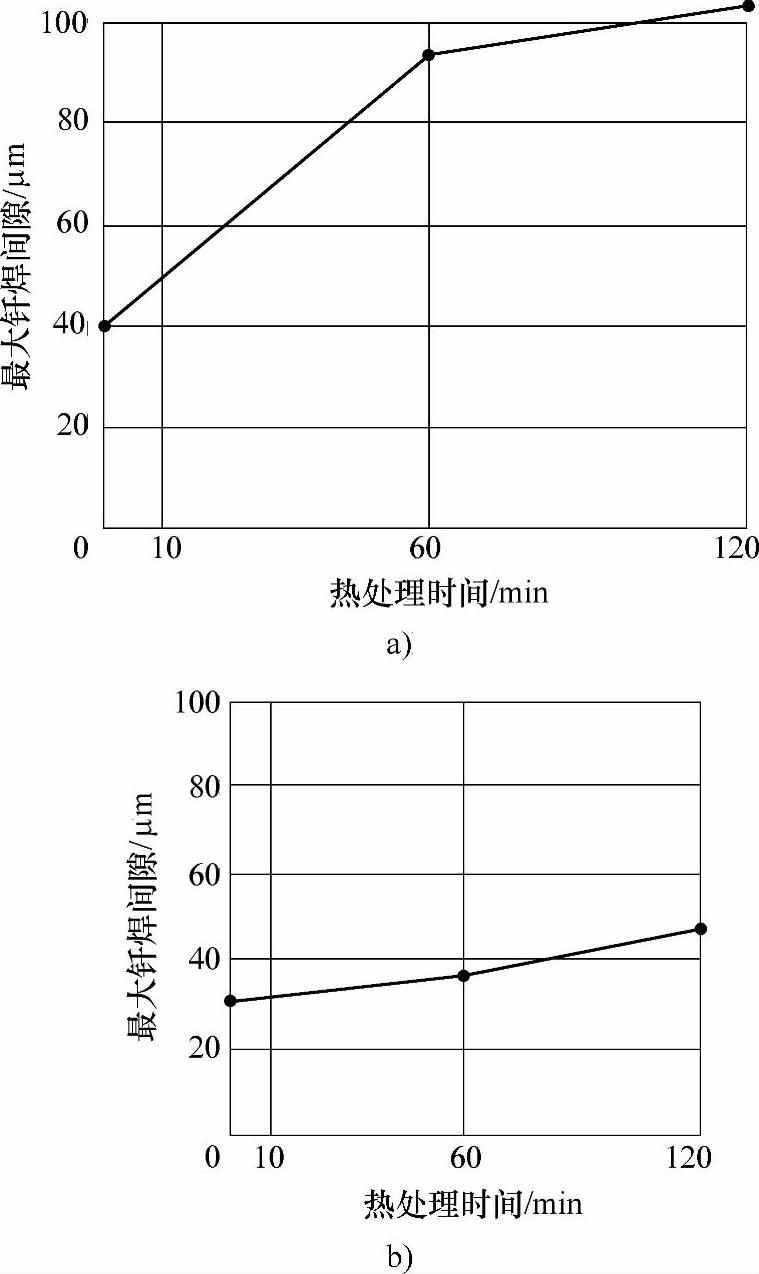
图7-9 钎焊后扩散处理(1000℃)对Inconel 625接头的最大钎焊间隙的影响 a)BNi82CrSiBFe,1065℃×10min b)BNi71CrSi,1150℃×10min Fig.7-9 Effect of post heat treatment(1000℃) on the maximum brazing clearance of Inconel 625 brazed joint
既然高温合金钎焊接头组织与钎焊间隙密切相关,那么钎焊接头强度也将随钎焊间隙而变化了。图7-10和图7-11分别所示为钎焊间隙对用BNi82CrSiBFe钎料和用BNi71CrSi钎料钎焊的In-conel 625合金接头抗拉强度的影响[8]122,126。这些图表明,只有钎焊间隙小于最大钎焊间隙(MBC)时,才能保证获得好的力学性能。
DZ422定向凝固高温合金是我国材质水平最高的定向凝固镍基高温合金之一。用BNi67WCrSiFeB(Ni-12W-10Cr-3.5Fe-3.5Si-2.5B-0.4C)钎料钎焊的DZ422合金的接头组织如图7-12所示。它主要为γ固溶体、Ni3B、含W的CrB和γ+Ni3B-Ni3Si共晶。在1180℃×30min规范钎焊的接头组织(见图7-12a)中,脆性化合物数量很多,在钎缝中形成一条很宽的带,其中点状共晶相的比例很高;随钎焊保温时间延长,钎缝中脆性相(特别是共晶相)的数量逐渐减少,分布也逐渐分散(见图7-12b);经长时间保温后,钎缝中的共晶相完全消失,只剩下弥散分布的小白块相(见图7-12c),可能是一种富W的硼化物或碳化物。
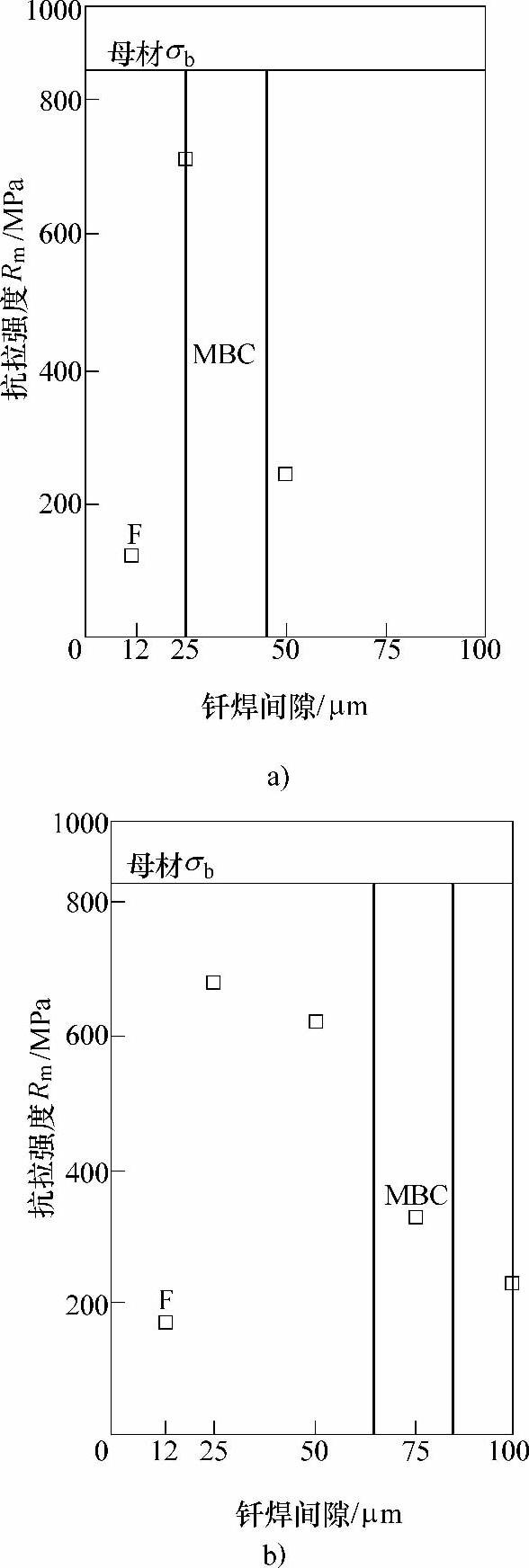
`图7-10 钎焊间隙对用BNi82CrSiBFe钎料钎焊的Inconel 625合金接头抗拉强度的影响(F—有缺陷) a)1065℃×10min b)1065℃×10min+1000℃×1h Fig.7-10 Effect of clearance on the tensile strength of Inconel 625 joint brazed with BNi82CrSiBFe filler metal
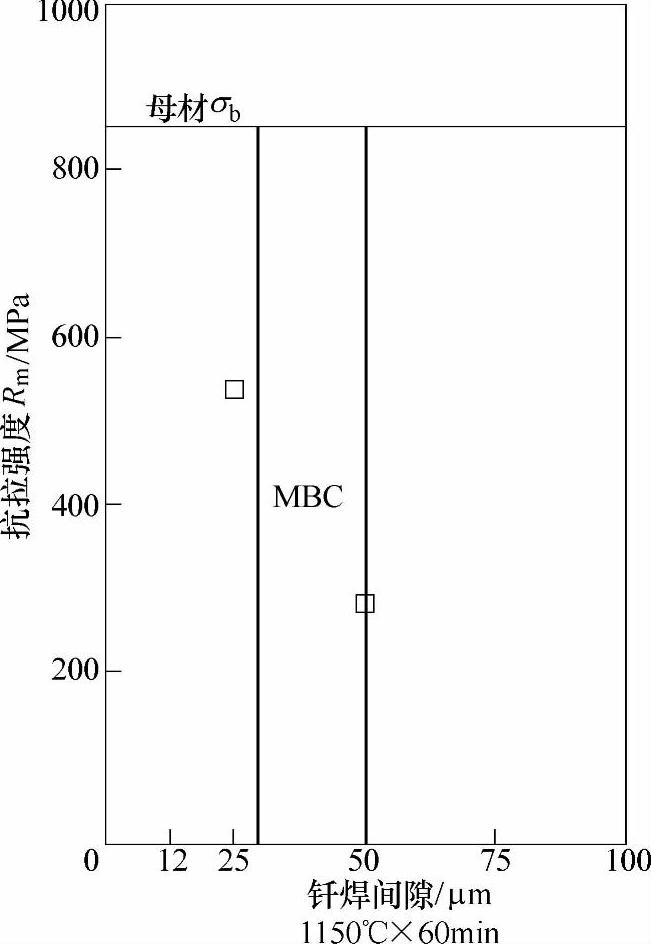
图7-11 钎焊间隙对用BNi71CrSi钎料钎焊的Inconel 625合金接头抗拉强度的影响 Fig.7-11 Effect of brazing clearance on the tensile strength of Inconel 625 joint brazed with BNi71CrSi filler metal(https://www.xing528.com)
从图7-12还可以看到,钎料中的元素B向母材扩散渗入的情况。在钎焊保温时间较短时(见图7-12a),从钎缝扩散进入到母材中的元素B聚集在紧邻钎缝的近缝区,形成明显的点团状硼化物相;保温24h后,近缝区点团状硼化物相已完全消失,只剩下针状硼化物相,如图7-12c所示。
图7-13所示为用BNi67WCrSiFeB钎料钎焊的DZ422定向凝固镍基合金,其最大钎焊间隙与保温时间的关系[9]。该图表明,保温时间较短时,接头最大钎焊间隙随保温时间的延长增长很快;保温超过一定时间后继续延长保温时间,接头最大钎焊间隙值的增长就很慢了。这是因为保温时间较短时,钎缝与近缝区母材之间的成分差别大,即浓度梯度大,因而元素扩散驱动力大,元素的扩散速度快。随着保温时间的延长,浓度逐渐趋于平衡,元素扩散的驱动力减小,而且此时钎缝中剩下的都是一些较稳定的、不易分解的化合物相,加之元素的扩散距离加长,因此要完全消除钎缝中脆性化合物相就很困难了。
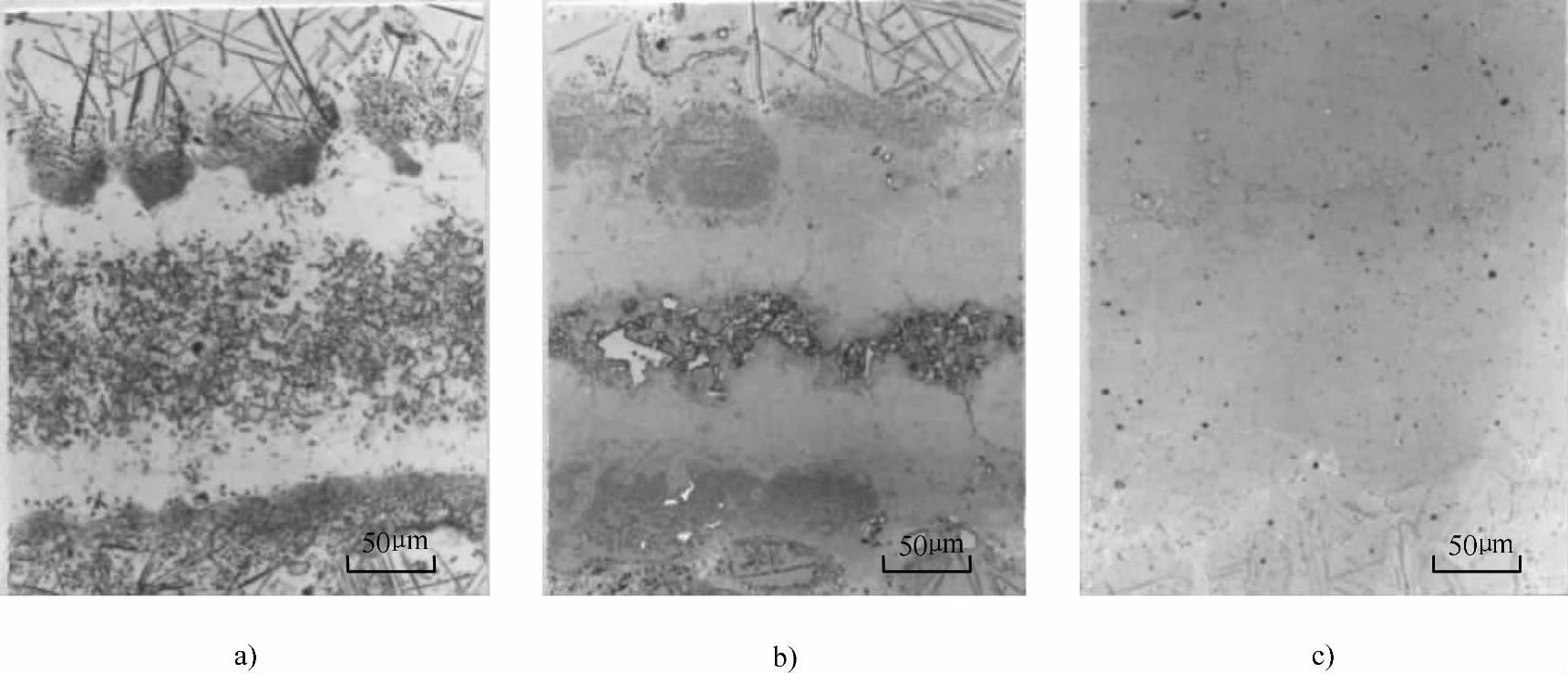
图7-12 BNi67WCrSiFeB钎料1180℃钎焊DZ422合金的接头组织(钎焊接头间隙0.1mm) a)保温30min b)保温4h c)保温24h Fig.7-12 Joint structure of DZ422 alloy brazed with BNi67WCrSiFeB filler metal at1180℃(clearance 0.1mm)
图7-14所示为用N300钎料(Co-21Cr-17Ni-10W-3.25B-3Si-0.8C)1180℃钎焊DZ422合金的接头组织。从中可见,N300钎料钎焊接头组织随钎焊保温时间延长的变化趋势与BNi67WCrSiFeB钎料钎焊接头类似。在1180℃×2h规范钎焊接头组织(见图7-14a)中,主要由浅灰色枝状相、深黑色枝状相、深灰色及浅灰色的块状相和固溶体基体组成。其中浅灰色枝状相富Cr、W、B,而块状相也可能是(W,Cr)B硼化物;此外,在接头中还存在一些细小的富Nb、Ti的颗粒。延长保温时间至24h,接头由单一的固溶体组成,只在晶界上分布少量的块状相,可能为硼化物,如图7-14b所示。
表7-8列出了DZ422合金钎焊接头应力-破坏性能的测试结果。尽管测试结果具有一定的分散性,但可以看出,N300钎料钎焊接头的性能明显优于BNi67WCrSiFeB钎料钎焊的接头。
用含贵金属的钎料,如82.5Au-17.5Ni、银锰钯SMP1和SPM2、镍锰钯NMP钎焊时,因钎料本身不含脆性相,所以钎焊间隙对接头强度的影响就比较小。
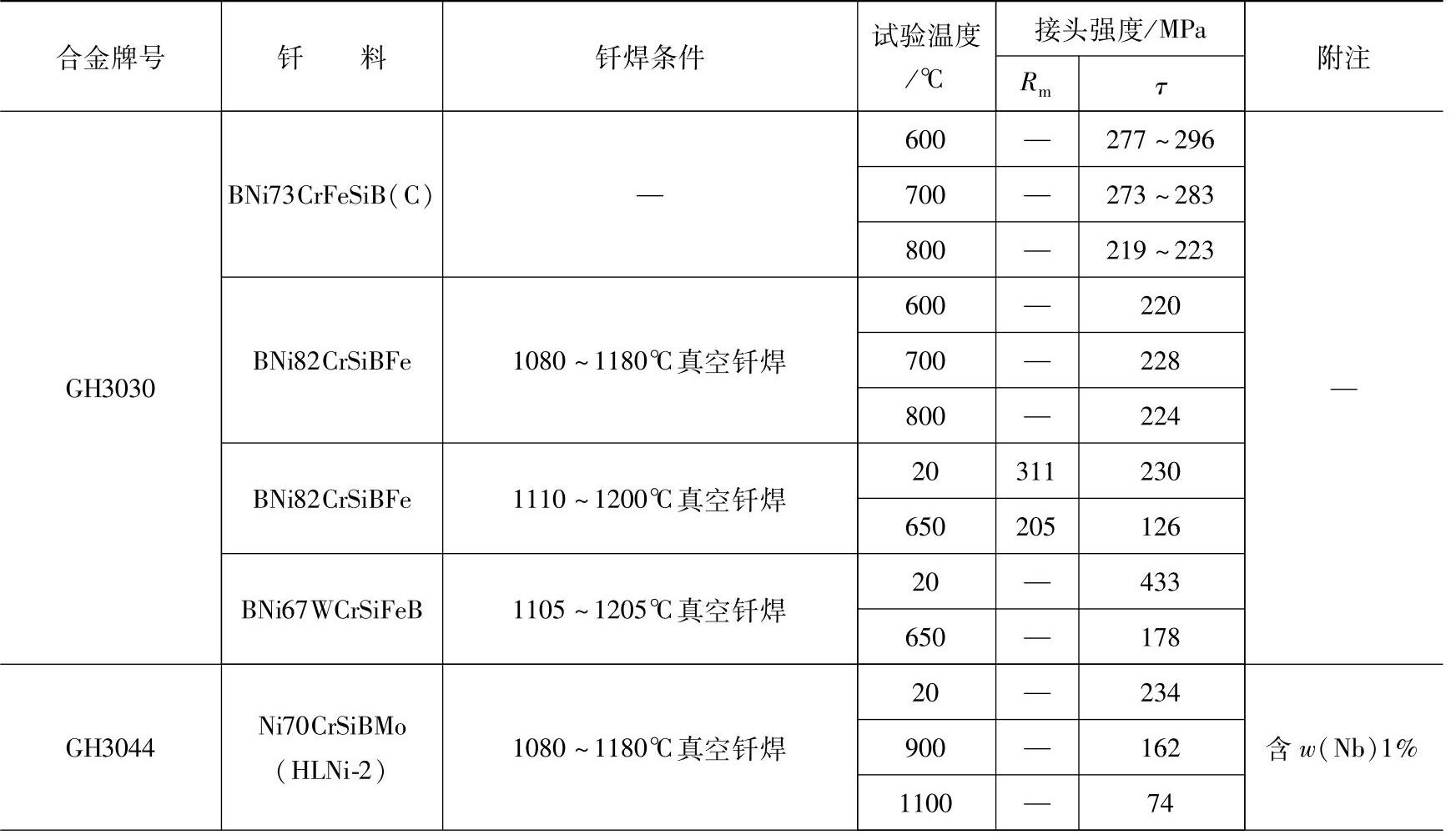
表7-9列出了用不同钎料钎焊的镍基高温合金接头的力学性能[2]126,[5]444,[9]114。因数据来自不同资料,可能有差别。
以下介绍一些国外用贵金属钎料钎焊的高温合金接头的性能。
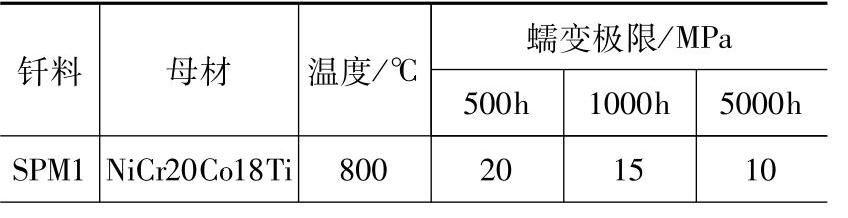
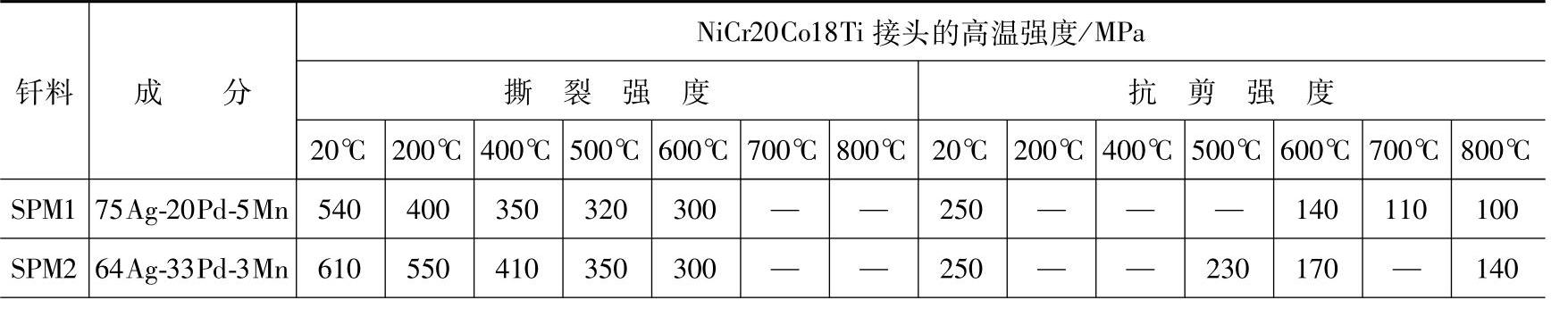
表7-10列出了用银钯锰SPM系列钎料钎焊的NiCr20Co18Ti合金的应力-破坏性能[10]s127。
表7-11列出了用镍锰钯、银钯锰和金镍钎料钎焊的X8NiCrAlTi7520合金接头的高温强度[11]。
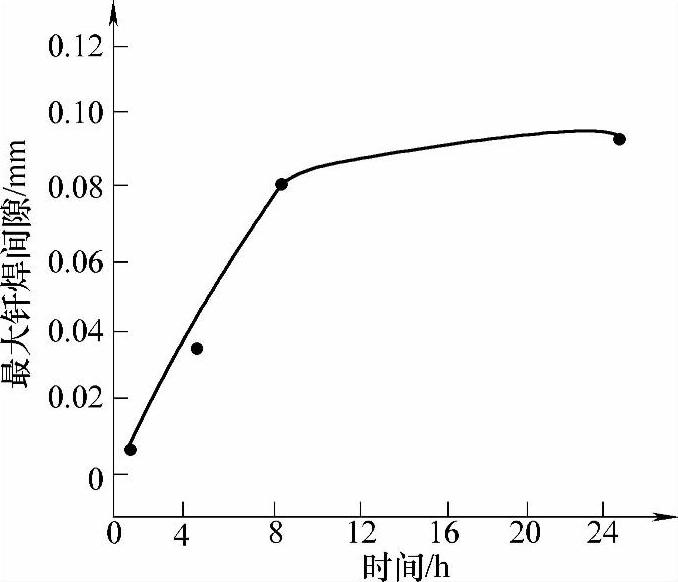
图7-13 用BNi67WCrSiFeB钎料钎焊定向凝固镍基合金DZ422的最大钎焊间隙与钎焊保温时间的关系(钎焊温度1180℃) Fig.7-13 Relationship of the maximum brazing clearance of directionally solidified nickel base alloy DZ422 brazed with BNi67WCrSiFeB filler metal to the brazing duration time (brazing temperature 1180℃)
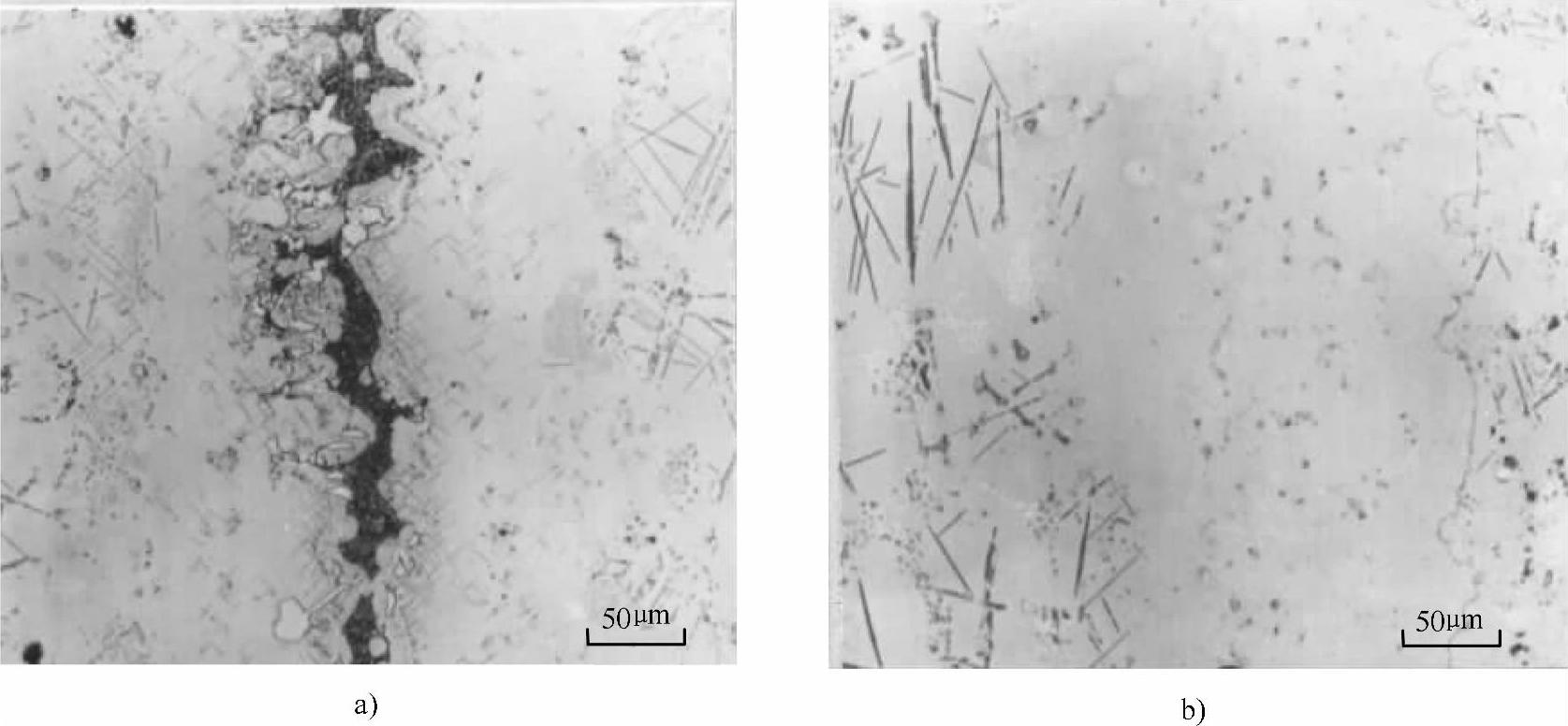
图7-14 用N300钎料1180℃钎焊DZ422合金的接头组织(钎焊接头间隙0.1mm) a)保温2h b)保温24h Fig.7-14 Joint structure of DZ422 alloy brazed with N300 filler metal at1180℃(clearance 0.1mm)
表7-8 DZ422合金钎焊接头应力-破坏性能Table 7-8 Stress-rupture properties of DZ422 brazed joint

(续)
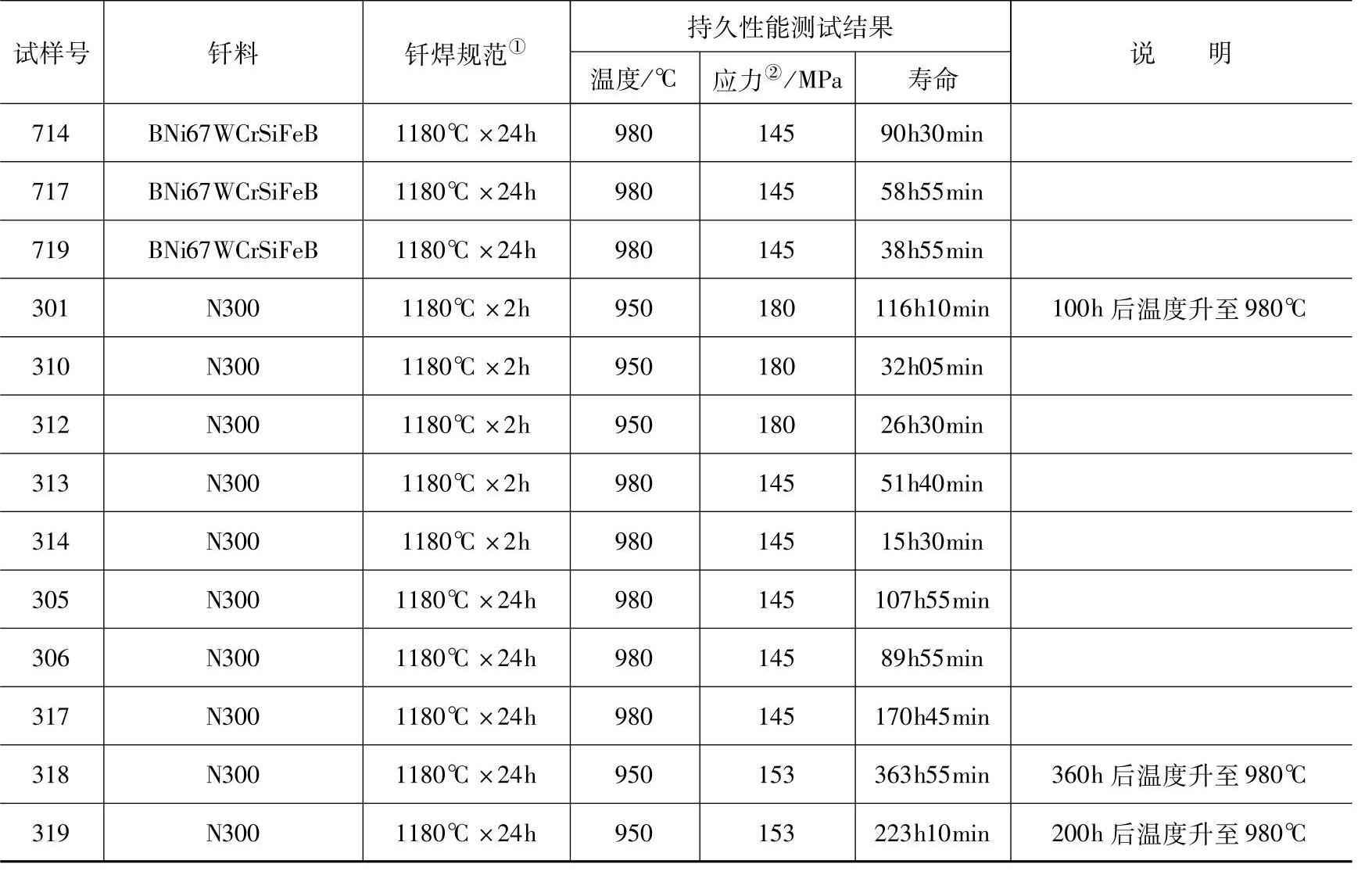
① 所有试样钎焊后按“1210℃×2h,空冷+870℃×32h,空冷”规范进行固溶时效处理。
② 180MPa、153MPa分别为DZ422合金950℃×100h持久强度(255MPa[1])的70%和60%。145MPa为DZ422合金982℃×100h平均持久强度(207MPa[1])的70%。
表7-9 镍基高温合金钎焊接头的力学性能Table 7-9 Mechanical properties of nickel based alloy brazed joints
(续)
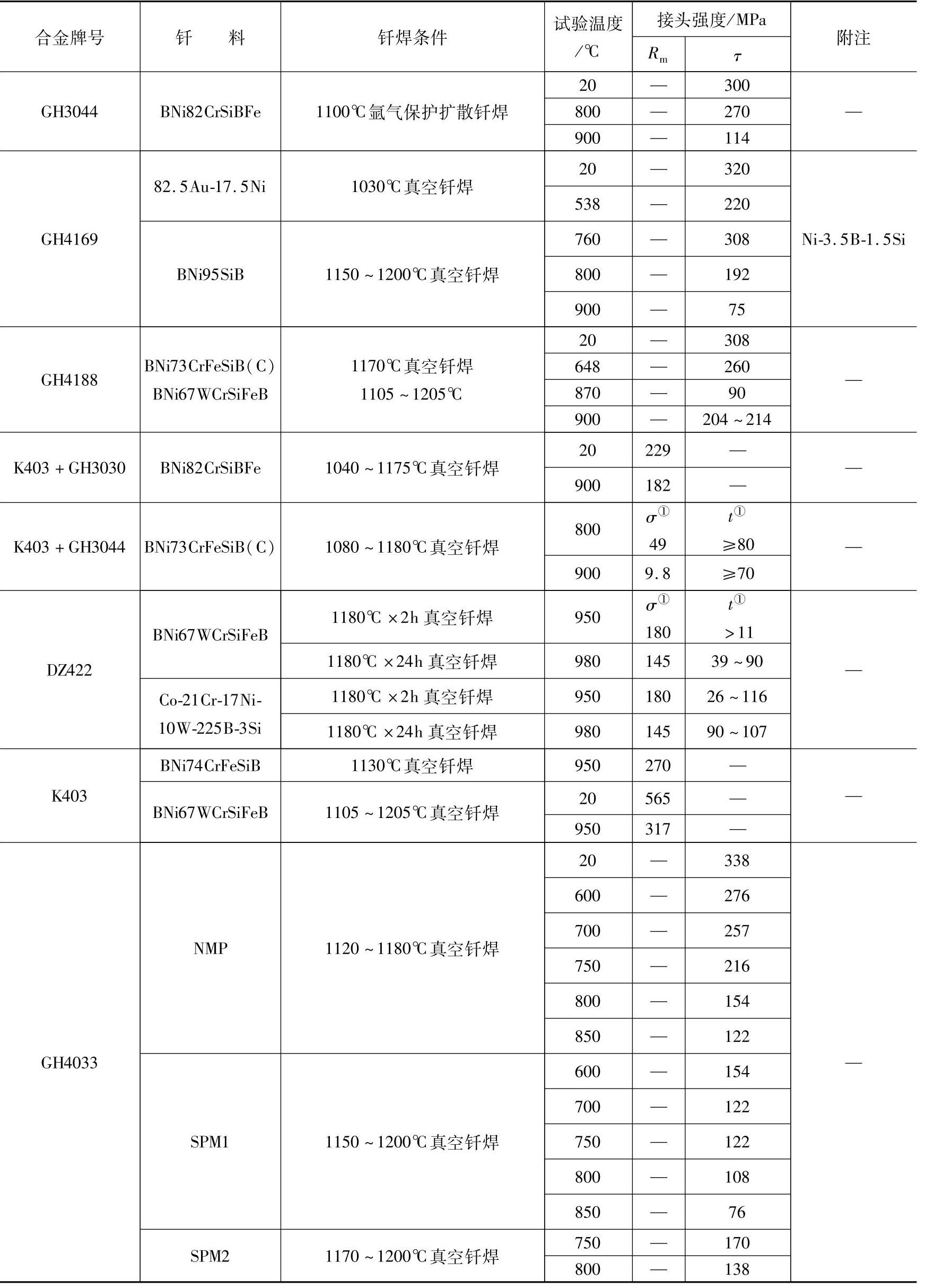
① σ为持久拉伸应力(MPa),t为相应拉伸应力下的持久寿命(h)。
表7-10 银锰钯和镍钯锰钎料钎焊的NiCr20Co18Ti合金接头的应力-破坏性能Table 7-10 Stress-rupture properties of NiCr20Co18Ti alloy joints brazed with Ag-Pd-Mn and Ni-Pd-Mn filler metals
(续)

表7-11 Ni-Mn-Pd、Ag-Pd-Mn和Au-Ni钎料钎焊的高温合金接头的高温强度Table 7-11 Strength of high temperature alloy joints brazed with Ni-Mn-Pd、Ag-Pd-Mn and Au-Ni filler metals at evaluated temperatures
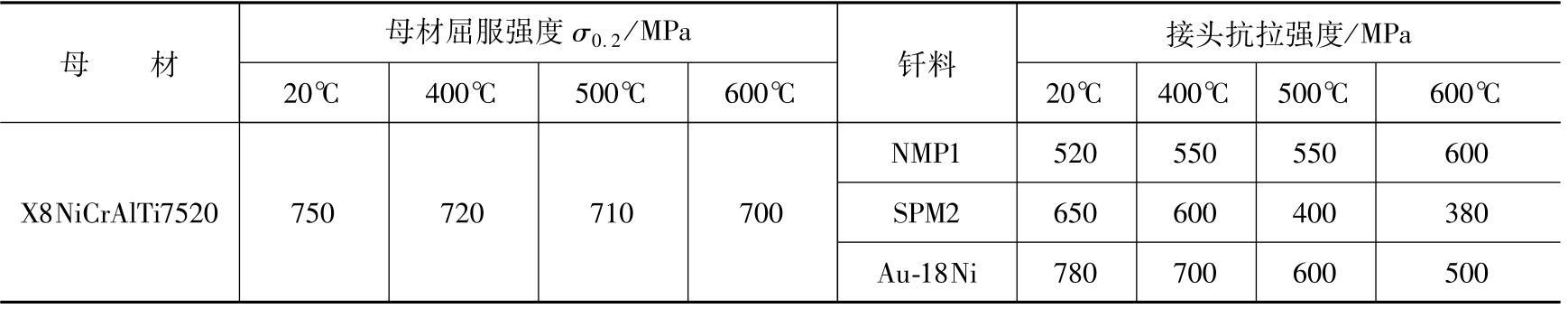
表7-12列出了用含金钎料和含钯钎料钎焊的高温合金接头的应力-破坏性能[10]127。
表7-13列出了用含钯钎料钎焊的高温合金接头的高温强度[10]124。
表7-12 Ni-Mn-Pd、Ag-Pd-Mn和Au-Ni钎料钎焊的高温合金的应力-破坏性能Table 7-12 Stress-rupture properties of high temperature alloy joints brazed with Ni-Mn-Pd、Ag-Pd-Mn and Au-Ni filler metals
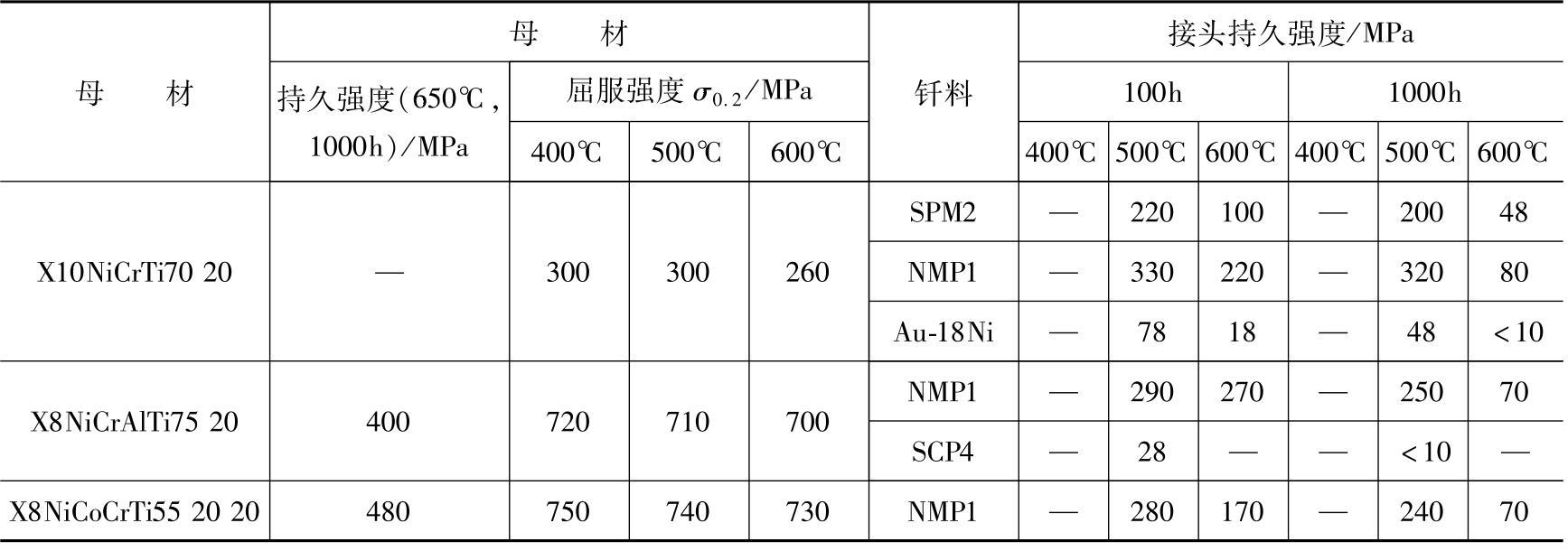
表7-13 含钯钎料钎焊的高温合金接头的高温强度Table 7-13 Strength of high temperature alloy joints at evaluated temperatures brazed with palladium-bearing filler metals
(续)

图7-15所示为用BNi74CrFeSiB和82.5Au~17.5Ni钎料钎焊的Inconel 750合金接头的力学性能。在高于500℃的情况下,用BNi74CrFeSiB钎料钎焊的接头强度高于用82.5Au~17.5Ni钎料钎焊的[15]。
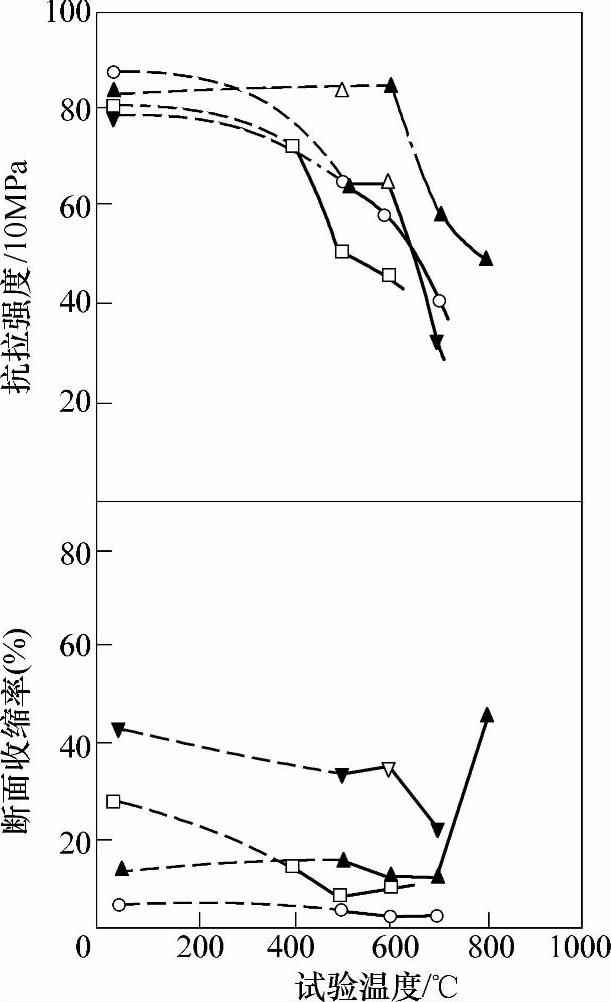
图7-15 Inconel 750合金钎焊接头的力学性能 Fig.7-15 Mechanical properties of Inconel 750 alloy brazed joint
○—82.5Au~17.5Ni钎料,钎后经945℃×24h+705℃×20h热处理;
□—82.5Au~17Ni钎料,钎后未经处理;
△—BNi74CrFeSiB钎料,钎后经1140℃×2h+845℃×24h+705℃×20h热处理;
▽—BNi74CrFeSiB钎料,钎后未经处理;▲▼—母材破坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。