



钛合金(TC4)与不锈钢(304L)钎焊的一个典型应用实例是钛油箱与不锈钢输油管过渡接头的连接,可以采用Au-18Ni钎料并通过真空感应加热方法来实现。钎焊时,对参数要严格控制,钎焊间隙为0.038mm;加热速度要快;在钎焊温度下保温时间要短,以使接头中产生的脆性化合物层减至最小。采用上述方法钎焊的过渡管接头在两点加载试验时未发生开裂,承载能力大于不锈钢的屈服强度。该方法也同样适用于钛与钢及其他金属的钎焊。
为了实现阿波罗探测系统中钛与不锈钢接头的可靠连接,人们进行了一系列的冶金开发研究,以期找到一种适合的钎料。这种钎料除要求其熔点必须低于钛合金的β转变温度,钎焊时不会形成脆性的金属间化合物相,接头必须具有高的强度、气密性、对四氧化氮呈惰性外,钎料还必须具有极好的塑性,因为线胀系数较高的不锈钢元件插入到钛元件中钎焊时,接头处于受拉状态。经过试验,选择Pd-9Ag-4.2Si钎料对塞一孔(Plug in hole)形式的钛-不锈钢接头进行了真空钎焊,钎焊温度为738℃,真空度为3×10-3Pa。钎焊结果表明,该种钎料具有极好的流动性,其钎焊接头在室温至-160℃的温度范围内,气密性完全满足要求。
参考文献[55]采用Ag-Cu-Ti钎料对TC4钛合金与1Cr18Ni9Ti不锈钢异种金属组合薄壁小直径管进行了真空感应钎焊研究。研究结果表明,接头形式、装配间隙和搭接长度是影响接头质量与性能的主要因素。不锈钢作为外套管形式的钎焊接头性能远远优于钛合金作为外套管形式的钎焊接头;装配间隙为0.03~0.05mm、搭接长度为4mm时,能获得性能最佳的钎焊接头,接头平均承载能力达到17.2kN,其平均抗剪强度超过172MPa,均从不锈钢母材发生塑性断裂;且接头密封性良好,单点漏率优于5×10-9Pa/m3·s。
参考文献[56]根据核动力装置的使用要求,研制了高银含量的银钎料Ag95CuNiLi,对TA17钛合金与06Cr18Ni11Ti不锈钢进行了真空钎焊试验。该钎料的液相线温度为918℃,钎焊接头的抗拉强度为220MPa,抗剪强度为126MPa。(https://www.xing528.com)
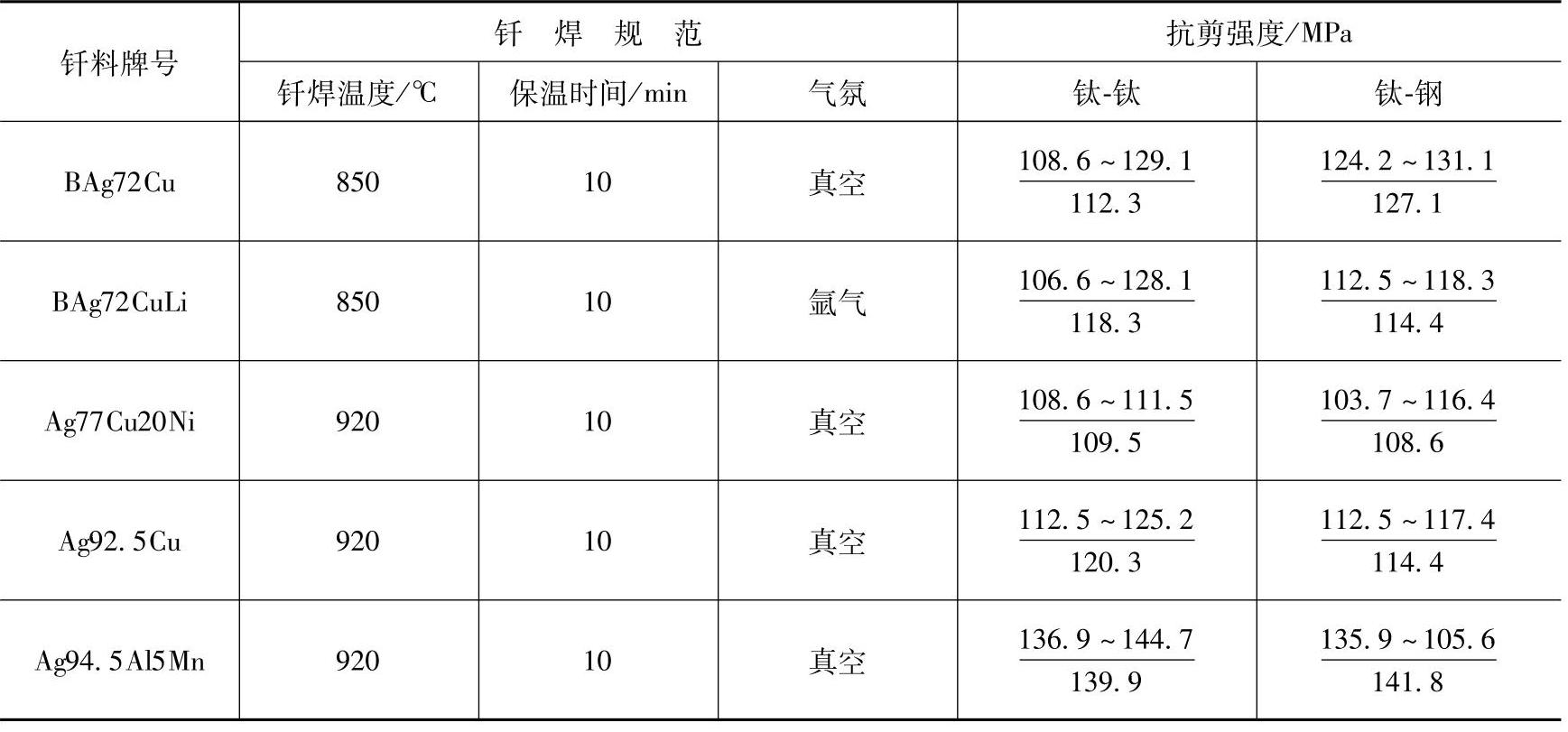
钛与不锈钢及碳钢的钎焊也可以采用表9-4中的银钎料(如BAg72Cu、Ag77Cu20Ni、Ag94.5Al5Mn等)和表9-7中的Ti48Zr48Be钎料。用几种银钎料钎焊的钛与钢接头强度见表9-14。另外,根据文献[57]报道,有研究人员采用BCu64MnNi钎料对TC4钛合金与YG8硬质合金进行了高频感应钎焊研究,钎焊规范为920~970℃×20s,其中930℃时获得的接头抗拉强度最高,达到206MPa。
表9-14 用银钎料钎焊钛及钛与钢的接头强度Table9-14 Shear strengths of Ti/Ti and Ti/Steel joints brazed with Ag-base filler metals
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。