



钼是难熔金属,钼与石墨的钎焊结构大都在高温下工作。钼的线胀系数与石墨相近,因而也常用作石墨与高膨胀合金接头中的过渡材料。钼在高温下易产生再结晶,降低其塑性和强度,其钎焊温度应尽可能低于其再结晶温度。纯钼的再结晶温度为1177℃,而钼合金的再结晶温度较高。例如,Mo-13Nb为1204℃;Mo-0.5Ti为1343℃;Mo-0.5Ti-0.07Zr为1482℃。在高于再结晶温度钎焊时,应尽可能缩短保温时间。
参考文献[47]介绍了一种在放射性铯蒸气中使用的石墨与钼钎焊构件,要求在1000℃放射性铯蒸气中使用,不发生泄漏。钎焊工艺采用47.5Ti-47.5Zr-5Nb钎料,钎焊温度为1600~1700℃。Werner和Slaughter报道的用于核反应堆的石墨-钼-Hastelloy N(耐镍合金N)组合件,则是利用钼作为中间过渡件钎焊石墨与高线胀系数金属的一例。其接头形式如图12-13[47]。
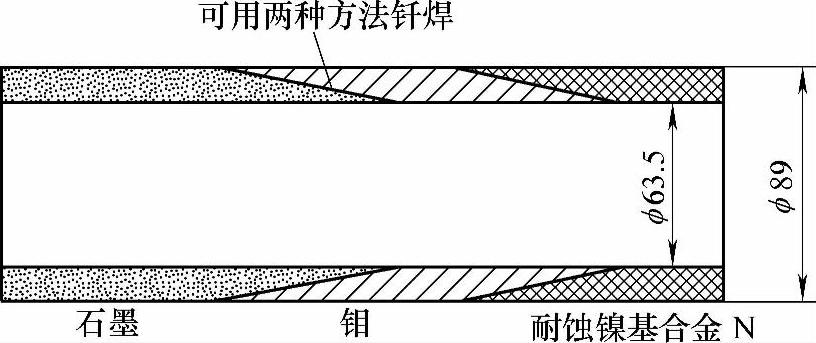
图12-13 利用Mo为过渡件的石墨与Hastelloy N钎焊接头 Fig.12-13 Schematic illustration of the prototype molybdenum transition joint between graphite and Hastelloy N alloy
石墨与钼间的钎焊用35Ni-60Pd-5Cr钎料。这种钎料有良好的抗熔盐腐蚀性能和抗辐射稳定性,但是它的流动性较差,因此钎焊时,将它以箔片形式预置于接头间隙中。钎焊在真空中进行,钎焊温度为1260℃,保温10min。石墨与钼间的另一种钎焊方式是在石墨表面用CVD法沉积一层Mo或W,厚度为2.5~7.5μm,然后用纯铜钎料钎焊。然而由于Hastelloy N合金的线胀系数比钼高,上述接头中,在钼与Hastelloy N间也会有较大热应力。Hammond[13]发展了用线胀系数梯度变化构件来代替单一钼过渡件的方法。此梯度构件由七件或三件不同成分的W-Ni-Fe粉末冶金件组成,以得到线胀系数的梯度变化。采用纯铜钎料钎焊,在石墨表面则先进行金属化处理。(https://www.xing528.com)
钨是熔点最高的金属,钨与石墨钎焊构件可以在极高温度下工作。Pattee[43]介绍了一种用于火箭喷嘴结构的石墨-钨钎焊构件。其钎焊过程是先将石墨表面加工到表面粗糙度为5.08μm或更低,然后涂上一层RE粉末冲洗涂层及Ta、W和ZrH的混合膏状涂料。在65℃下烘干后,将它放在氢气中加热到3038℃,使石墨表面生成一层60TaC-30WC-10ZrC碳化物层。钎料为21W-79V,它们以原始粉末状按比例混合,并加入一定载体成为膏状,涂在钨钎焊表面。待烘干后,将上述处理过的石墨件与它组合、压紧,在氩气保护下加热到2315~2427℃进行钎焊。
上述钎焊件经受了在10s内加热到2440℃高温,并在15s内冷却到低于红热温度的热冲击试验,没有发生破坏。室温时,接头抗拉强度为3.36MPa;2204℃时为1.3MPa。
对于一般工作条件下的石墨-钨钎焊件,也可以选用相应的活性钎料,如Ti54Cr25V21、Ti34Zr33V33、Ti47.5Zr47.5Ta5以及Ag-Cu-Ti系钎料等进行真空钎焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。