



【摘要】:在室温至800℃范围内,它们的线胀系数基本一致;此外,质量分数为95%的Al2O3陶瓷与4J29、4J33及4J34在室温至500℃范围内也有良好的匹配性。如用无氧铜与质量分数为95%的Al2O3陶瓷夹封,虽然陶瓷与金属的线胀系数差别很大,但由于充分利用了无氧铜的塑性与延展性,仍然可以获得良好的封接接头。
1.合理选择封接匹配材料
选择线胀系数相近的陶瓷与金属,如钛与镁橄榄石瓷、铌与质量分数为95%的Al2O3陶瓷。在室温至800℃范围内,它们的线胀系数基本一致;此外,质量分数为95%的Al2O3陶瓷与4J29、4J33及4J34在室温至500℃范围内也有良好的匹配性。
利用金属的塑性可以减小封接应力。如用无氧铜与质量分数为95%的Al2O3陶瓷夹封,虽然陶瓷与金属的线胀系数差别很大,但由于充分利用了无氧铜的塑性与延展性,仍然可以获得良好的封接接头。
选择高强度、高热导率的陶瓷,如BeO、AlN等,可以减小封口处的热应力,提高结合强度。
2.利用金属件的弹性变形减小应力
利用金属零件的非封接部位薄壁弹性变形,设计成“挠性封接结构”以释放应力。典型的挠性封接结构如图14-11所示。
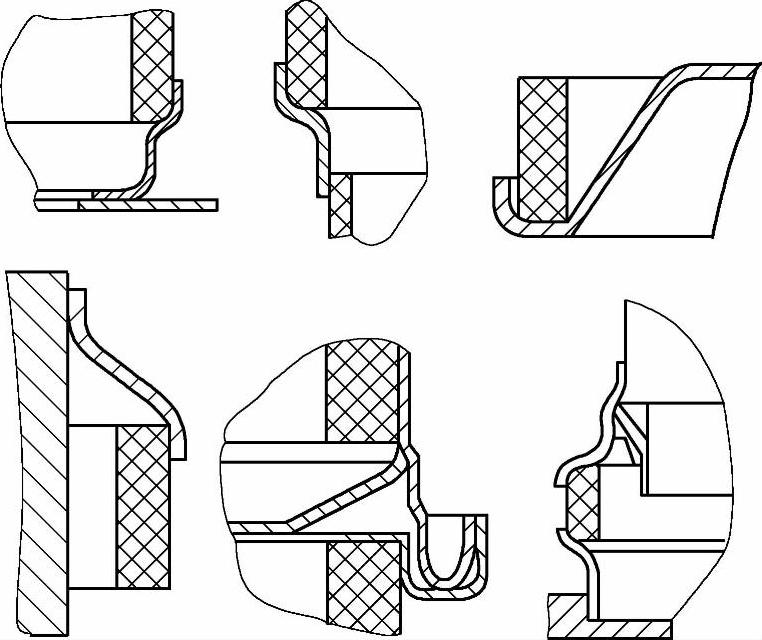
图14-11 典型的挠性封接结构 Fig.14-11 Typical structures of flex seal joints(https://www.xing528.com)
3.避免应力集中
陶瓷件设计应避免尖角或厚薄相差悬殊,尽量采用圆形或圆弧过渡。
套封时,改变金属件端部形状,使封口处金属端减薄,可增加塑性,减小应力集中。
另外,也要防止产生焊瘤。钎料的线胀系数一般都比较大,如果钎料堆积,容易造成局部应力,导致陶瓷炸裂。
4.重视钎料的影响
尽量选用屈服强度低、塑性好的钎料,如Ag-Cu共晶、纯Ag、Cu及Au等,以最大限度地释放应力。在保证密封的前提下,钎料层尽可能薄。选择适宜的焊脚尺寸,套封时焊脚尺寸对接头强度影响很大,一般以0.3~0.6mm为宜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。