



贵金属电接触材料可用火焰钎焊、电阻钎焊、高频钎焊和炉中钎焊。真空炉中钎焊不宜使用含有锌、镉等易挥发性元素的钎料,否则在钎焊加热过程中会污染贵金属接点工作面。
火焰钎焊时,应严格控制钎料和钎剂用量。为了减少焊缝内产生气孔和夹杂物,钎焊时应适当加压并适当来回移动接点。
由于直接电阻钎焊时间短并在施加了一定压力下实施钎焊,有利焊缝排渣和排气,钎焊质量较高,因此该方法在单个接点固定连接中获得了广泛的应用。
高频钎焊适合批量大的相同零件的钎焊,工作效率高,加热时间短,有利支承体材质的力学性能的稳定。
含氧化物的贵金属电接触材料,如银氧化镉,绝对不能在还原性气氛中进行炉中钎焊。
银钎料及推荐的钎焊方法见表16-26。
表16-26 银钎料及推荐的钎焊方法[29] Table 16-26 Filler metals for brazing silver alloy contactor along with recommended brazing processes[29]
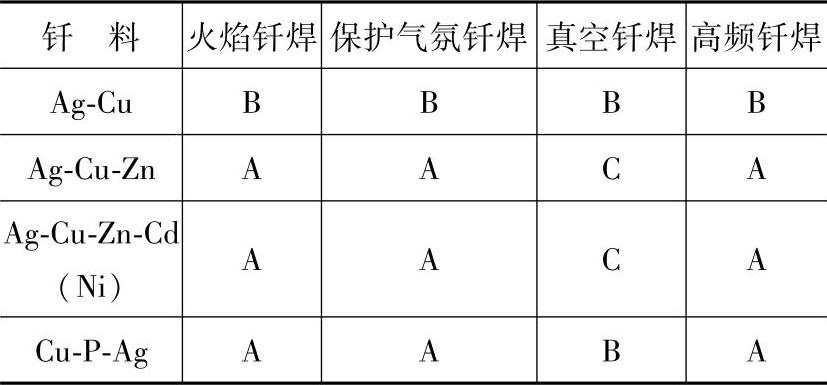
注:A—推荐;B—可以;C—不推荐。(https://www.xing528.com)
母材或钎料中如含有锌、镉易挥发或易氧化组元,在大气条件下钎焊应使用钎剂。贵金属接点钎焊常用的钎剂是硼砂和含有氟化物熔点较低的钎剂,如FB102银钎剂应用得很广泛。
在贵金属电接触材料与支承体连接的钎焊工艺中,也广泛地采用软钎焊技术。钎料多采用标准牌号的Sn-Pb系、Pb-Sn-Ag系、Sn-Ag系、Pb-Ag系,以及Cd-Zn、Cd-Zn-P系钎料。82.6Cd-17.4Zn(共晶温度226℃)和添加少量Ag的Cd-Zn钎料,具有优良的润湿性和耐腐蚀性,接头抗剪强度比其他软钎料都高,可达90MPa或更高,而Sn-Pb钎料仅为60~70MPa;此外,Cd-Zn钎料的电导率为12~14Ω·mm2,比Sn-Pb钎料高[5~7m/(Ω·mm2)]。[33]
在要求钎料耐蚀的场合,可选用Sn-Ag3.5钎料,其电导率也高[7.3m/(Ω·mm2)],但接头抗剪强度较低,仅为30~40MPa。
对钎焊敏感的小焊件,特别是具有极薄的金层和银层时,应按本章镀金、镀银层钎焊选择钎料。
软钎焊接头强度一般都较低,其抗剪强度约为50MPa,而铋合金钎料的接头抗剪强度仅为10~20MPa。
贵金属和纯铜母材钎焊主要使用松香有机溶剂作钎剂,松香含量以25%~30%(质量分数)为宜。在使用上述钎剂钎焊铂和其他铂族金属,(特别是铑)很难被软钎料润湿,在其表面上镀一层极薄的金,可有效地解决其钎焊性问题;用含金的锡合金钎料,而且钎焊温度在350℃以上时,可以不用钎剂直接钎焊银和金构件[32]。
铂和钯合金的软钎焊,可选择磷酸和乙醇的混合液ZnCl26%+NH4Cl4%+HCl5%+85%H2O混合作为钎剂[33]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。