



18.5.2.1 钎料
定向凝固合金及单晶合金的钎焊,可采用标准镍基钎料和钴基钎料。钎料使用形式有粉末状和箔状。箔状钎料一般采用两种方法制造[25]:一种是MBF系列,采用快淬技术制成非晶态箔带;另一种是Niflex系列,先制造不含硼的韧性钎料合金,轧制成箔带后再使硼扩散进入韧性箔带表面,制成钎料箔。当以粉末状及由粉末制成的膏状或粘带形式使用时,会导致钎缝中出现孔洞或其他问题。采用箔带钎料,由于钎料成分更加均匀、纯净,钎料用量可精确控制,可进一步提高钎焊接头性能,箔带钎料厚度通常为20~50μm。
此外,郑运荣等在分别对含Zr和Hf的高温合金凝固过程进行研究时发现,在凝固后期,枝晶间分别充满了富Zr和富Hf熔体,认为先凝固的γ枝晶分别是被富Zr和富Hf熔体钎焊起来的。据此分别设计了两种以Zr和Hf作为降熔元素的钎料:Ni65Zr13Co10Cr8W和Ni46.6Hf25.6Co18.6W4.7Cr,其熔化温度范围分别为1140~1170℃和1195~1232℃[26,27]。
18.5.2.2 钎焊接头性能及应用
钎料成分确定后,提高钎焊接头性能的一个主要途径就是高温长时扩散处理,以减少或消除接头中的脆性相,得到与母材组织相近的、均匀的钎焊接头组织。
采用Ni65Zr13Co10Cr8W钎料、1270℃×48h规范钎焊DD403单晶合金,得到了无脆性相、与母材组织类似的接头[26];而采用Ni46.6Hf25.6Co18.6W4.7Cr钎料时,经1240℃×5min→1190℃×1h的钎焊热循环即可获得满意的钎焊接头组织[27]。
表18-13列出了采用非晶态钎料MBF30(BNi92SiB)、MBF80(Ni81Cr15.5B)钎焊定向凝固合金MM007的接头性能。可见,母材的凝固方向取向不同时,接头性能也各异。两焊接部件凝固方向均垂直于焊接面时接头性能最高,两焊接部件凝固方向彼此垂直时次之,而两焊接部件凝固方向均平行于焊接面时最低。此外,MBF80钎料钎焊接头的性能优于MBF30。
表18-13 定向凝固合金MM007钎焊接头性能[28] Table 18-13 Mechanical properties of brazed joints of directional solidification superalloy MM007[28]
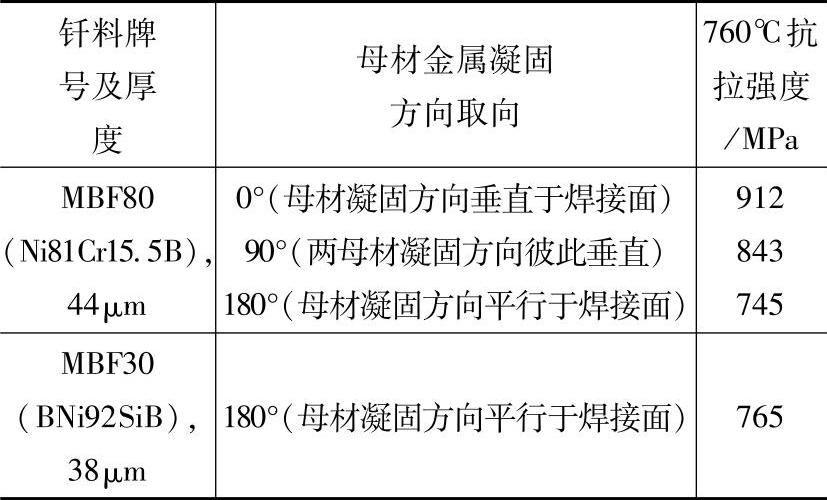
注:钎焊规范1150℃×64min,焊后经1100℃×24h均匀化处理和900℃×10h时效处理。
表18-14为采用不同钎料钎焊定向凝固合金DZ422的接头高温持久性能测试结果。可见Nicro-braz 300(BCo45CrNiWBSi)钴基钎料优于Nicrobraz171(BNi67WCrSiFeB)镍基钎料,前者在规范1180℃×24h下钎焊接头950℃的持久强度超过DZ422母材的60%,在980℃也达到母材的70%。目前Nicrobraz 171和Nicrobraz 300钎料已用于数种型号航空发动机涡轮叶片和导向叶片的组合钎焊。
表18-14 DZ422定向凝固合金钎焊的 接头高温持久性能[29] Table 18-14 Stress rupture properties of brazed joints of directional solidification superalloy DZ422[29]
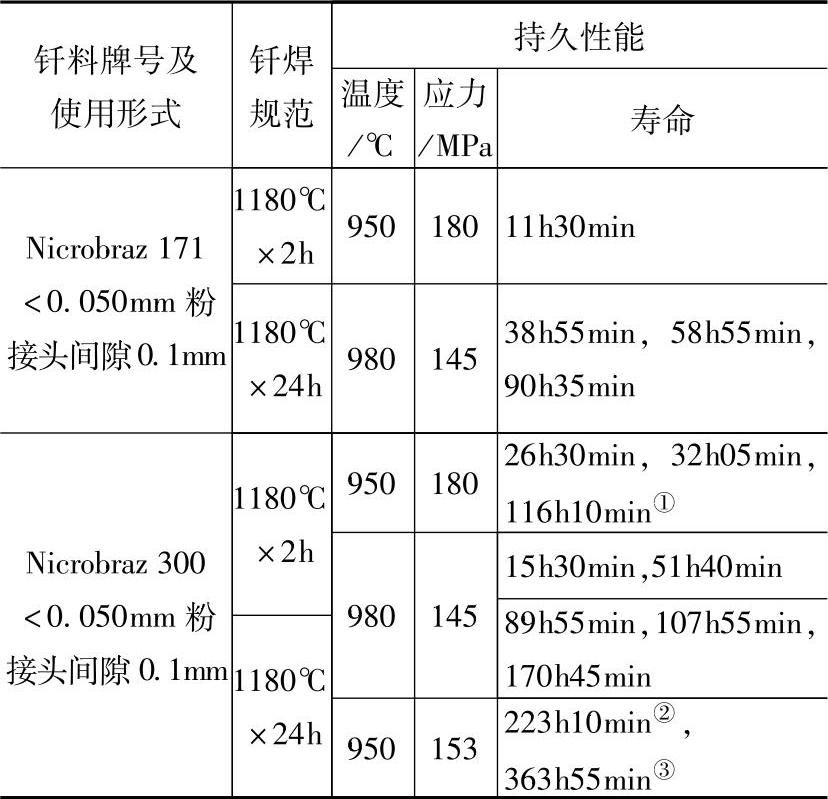
注:焊后经1210℃×2h,空冷+870℃×32h,空冷处理。
①、②、③表示试样分别在拉伸100h、200h、360h后温度升至980℃。
采用BCo45CrNiWBSi钎料和FGH4095高温合金粉末对铸造高温合金K403与定向凝固高温合金DZ404进行大间隙钎焊,接头900℃的抗拉强度(677MPa)超过铸态K403母材水平,980℃×126MPa条件下持久寿命为135h[30]。
采用粉末状钴基钎料Co50NiCrWB、Co45NiCrWB钎焊定向凝固合金DZ4125,接头980℃的持久性能达母材性能的60%~80%(见表18-15),增长钎焊保温时间,可提高接头持久性能[31,32]。
表18-15 定向凝固高温合金DZ4125钎焊接头980℃的持久性能[31,32] Table 18-15 Stress-rupture properties at 980℃of the brazed DZ4125 alloy joints
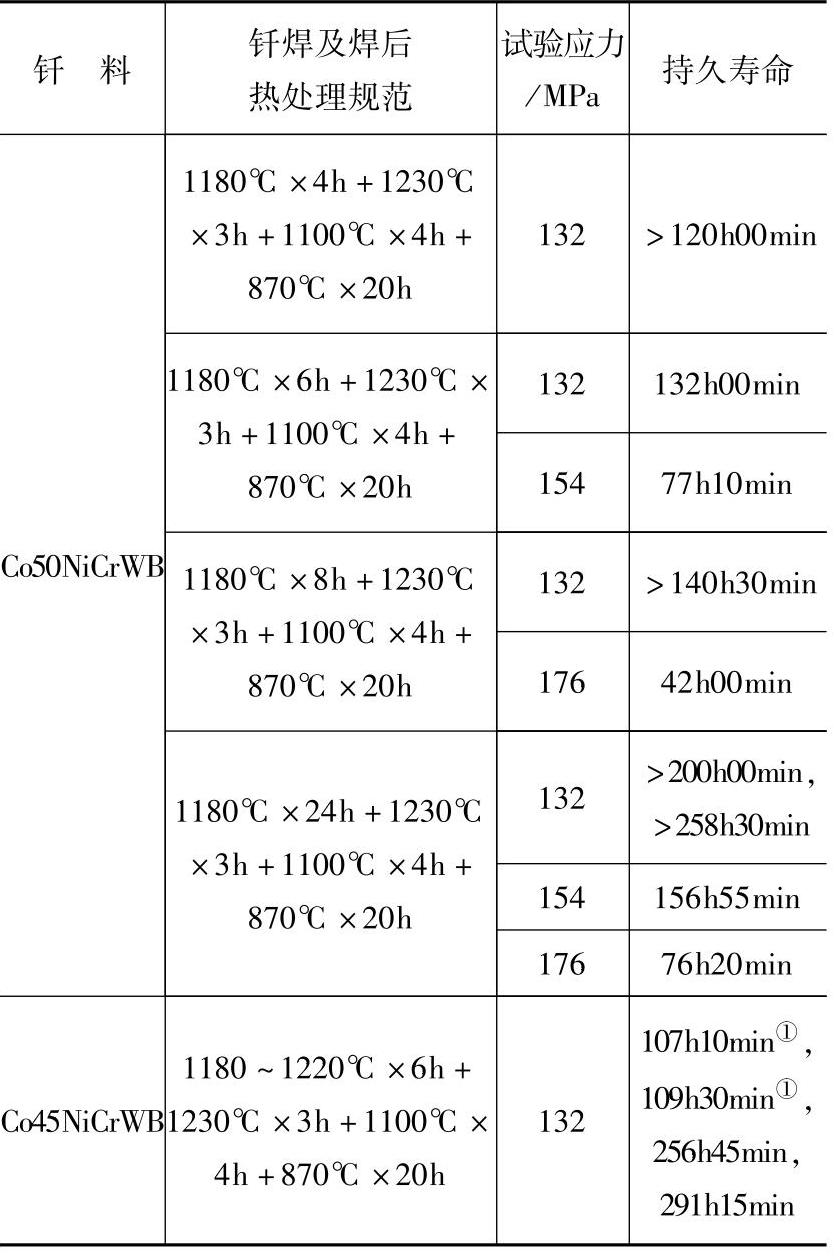
① 100h应力增至154MPa。
北京航空材料研究院采用自行研制的两种钎料对定向凝固高温合金DZ406的钎焊进行了探索研究[29],一种是以B作为降熔元素,并含有多种合金元素的镍基钎料,代号为H1/3B,另一种为前述用于DZ4125合金钎焊的钴基钎料Co45NiCrWB。钎焊规范为1250℃×4h,并在焊后按母材热处理制度进行固溶时效处理。选用两种钎焊接头间隙(0.1mm和1mm)进行了钎焊试验,其中1mm间隙的钎焊接头中预填FGH4095粉末。表18-16列出了上述两种钎料钎焊DZ406合金接头980℃持久性能的测试结果。从中可以看出,采用两种钎料在1250℃×4h规范下钎焊DZ406合金,接头980℃持久强度可达到母材性能指标的80%,另采用H1/3B钎料钎焊的大间隙(1mm)接头的持久强度也达到了DZ406母材性能指标的80%以上。
表18-16 DZ406合金钎焊接头980℃持久性能测试结果[29] Table 18-16 Stress-rupture properties at 980℃of the DZ406 alloy brazed joints[29]
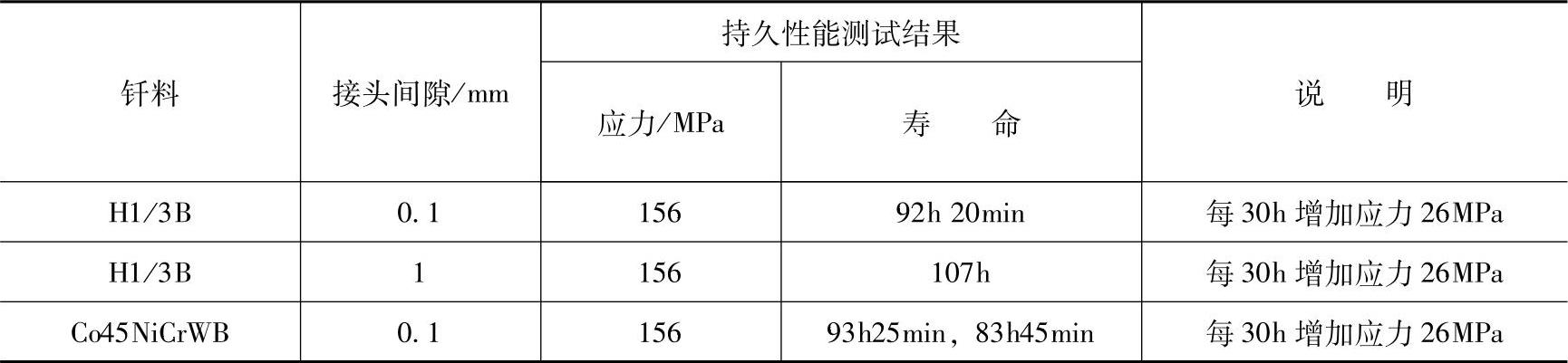
注:DZ406为仿制美国Rene142合金,其典型性能指标要求为980℃/260MPa的持久寿命≥30h。
英国罗罗公司采用不同钎料对定向凝固合金Mar-M002和第二代单晶合金CMSX-4进行了钎焊试验[25],所使用的钎料见表18-17。表18-18列出了钎焊接头的高温持久性能测试结果。
表18-17 Mar-M002和CMSX-4合金钎焊用钎料[25] Table 18-17 Filler metals for Mar-M002 and CMSX-4 alloys[25](https://www.xing528.com)
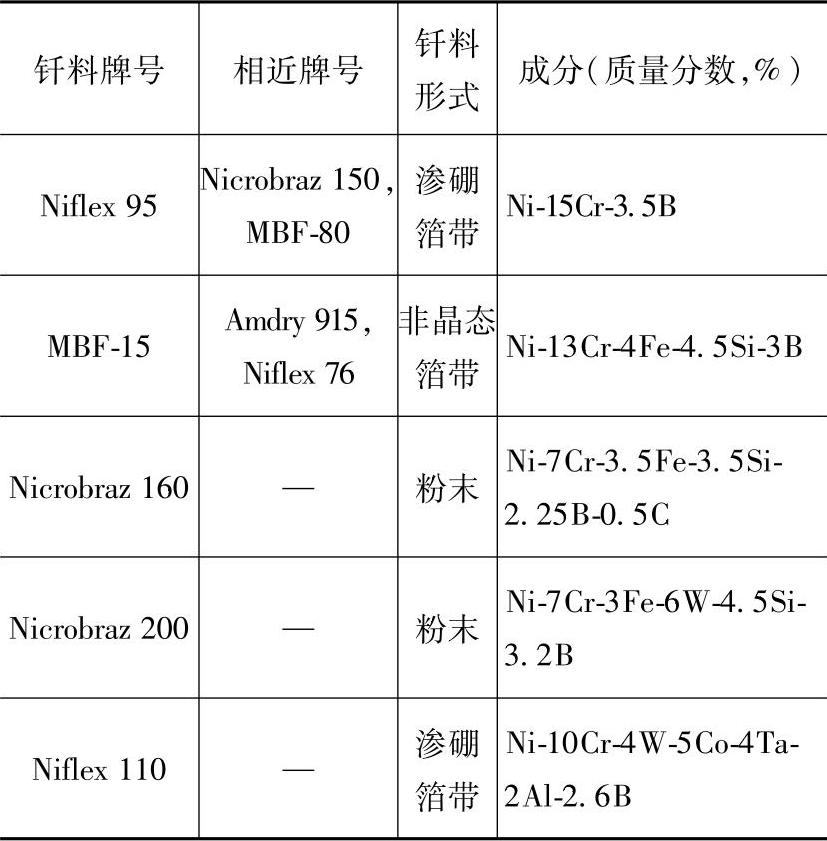
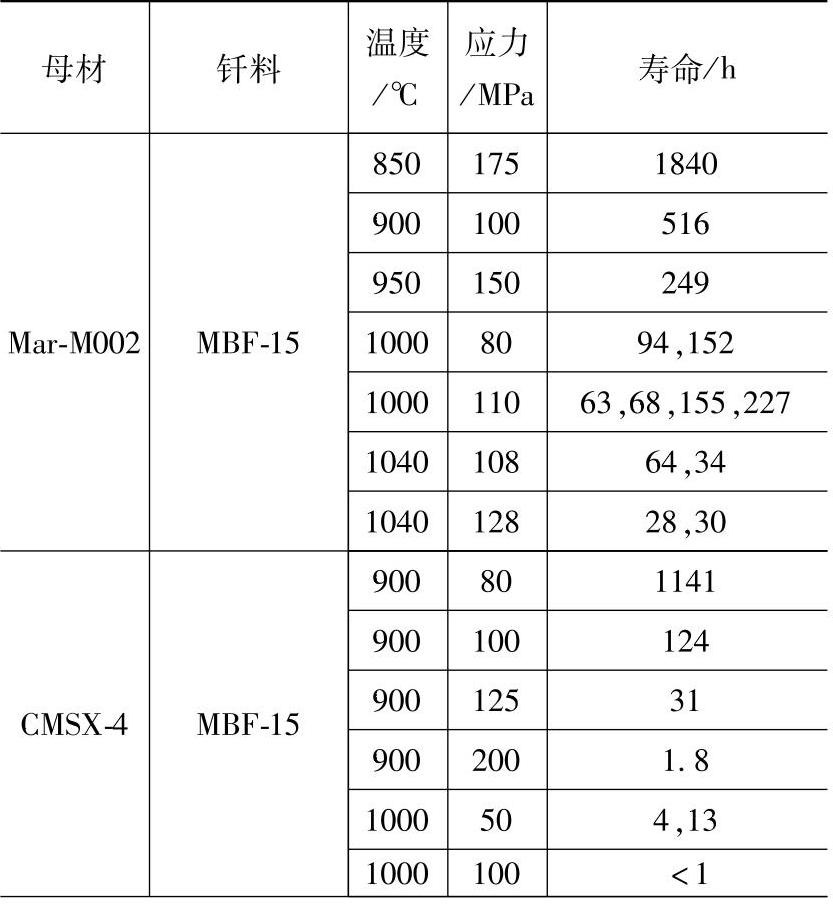
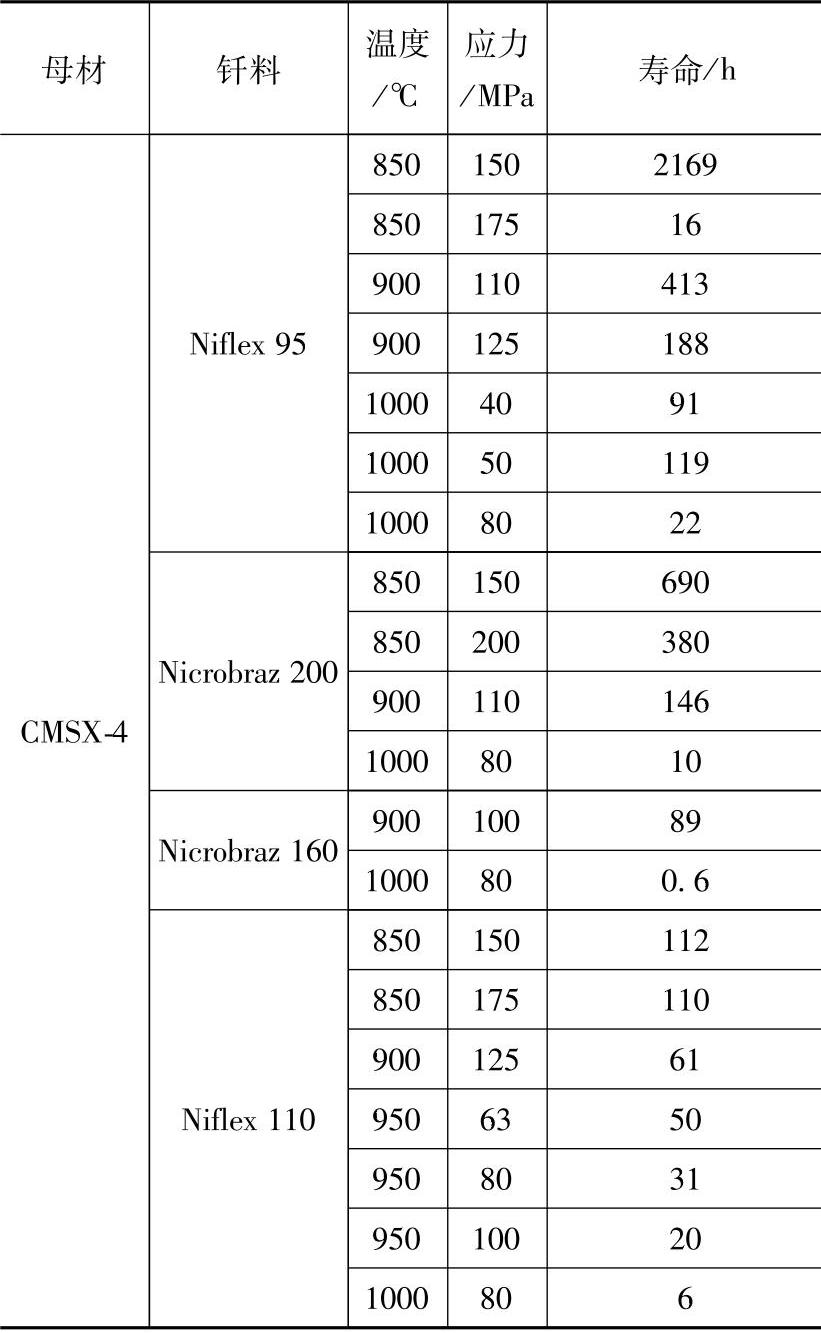
从表18-18可以看出,采用表18-17中所列钎料钎焊CMSX-4单晶合金时,接头的高温持久性能总的来说很差。对于航空燃气涡轮叶片的钎焊,要求接头900℃×400h的持久强度约为170MPa,但CMSX-4接头900℃×400h的持久强度为110MPa至55MPa。排除数据分散性的影响,对于CMSX-4单晶合金的钎焊,成分简单的Ni-Cr-B系Niflex 95钎料最好,而成功用于定向凝固合金Mar-M002钎焊的MBF-15钎料最差;另外,成分与CMSX-4母材最接近的Niflex 110钎料钎焊接头的性能也较差。
表18-18 Mar-M002和CMSX-4合金钎焊接头的高温持久性能[25] Table 18-18 Stress-rupture properties of the brazed joints of Mar-M002 and CMSX-4 alloys[25]
(续)
从表18-18还可以看出,采出相同钎料(MBF-15)钎焊Mar-M002和CMSX-4合金时,单晶合金钎焊接头的性能较定向凝固高温合金低得多。单晶合金接头断裂均发生在接头中的大角度晶界,其原因主要有两点:一是单晶合金基体中无晶界强化元素(如B、C、Hf和Zr),钎料中有B而无其他晶界强化元素,并且钎料中的部分B扩散进入基体,因此单晶合金钎焊接头中晶界结合强度低,而在Mar-M2002中,上述4种晶界强化元素均有,并可扩散进入接头。二是单晶合金中含有元素Re,严重阻碍元素扩散的进行,尽管在1190℃扩散3h,但钎缝中央成分仍未达到与母材均匀化,造成接头强度低[25]。
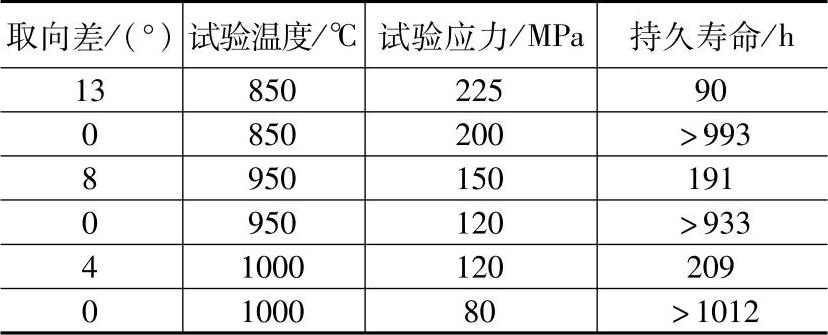
为了消除接头中的大角度晶界,应保证两连接部件晶体取向差在10°以内,由此获得的接头持久性能见表18-19。与表18-18相比较可见,通过保证两连接部件低的取向差消除大角度晶界对改善接头强度很有效。在所评价的钎料中(见表18-17)Ni-15Cr-3.5B最好。采用Ni-15Cr-3.5B钎焊的一对取向差小于10°的CMSX-4合金导向叶片,已通过发动机验证试车[25]。
表18-19 最小取向差时CMSX-4合金钎 焊接头的持久性能(Niflex 95钎料, 规范:1190℃×1h+1230℃×3h)[25] Table 18-19 Stress-rupture properties of minimum misorientation CMSX-4 brazed joints (Niflex 95 filler metal,brazed under 1190℃×1h+1230℃×3h)[25]
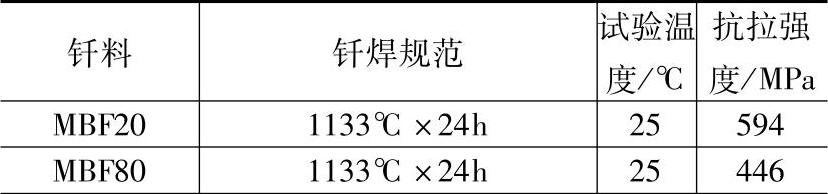
针对航空发动机涡轮转子叶片叶尖两工艺孔的封堵要求,Miglietti W.M.等采用三种钎料对CM-SX-4单晶合金进行了真空钎焊,其中两种是50μm厚的非晶态箔:MBF 80和MBF 20,还有一种专利钎料(镍基粉末钎料),但其B含量较上述两种MBF钎料低。钎焊温度分别为1133℃(MBF钎料)和1240℃(专利钎料)。对钎焊接头性能的主要要求为925℃/200MPa持久寿命不小于40h[33]。
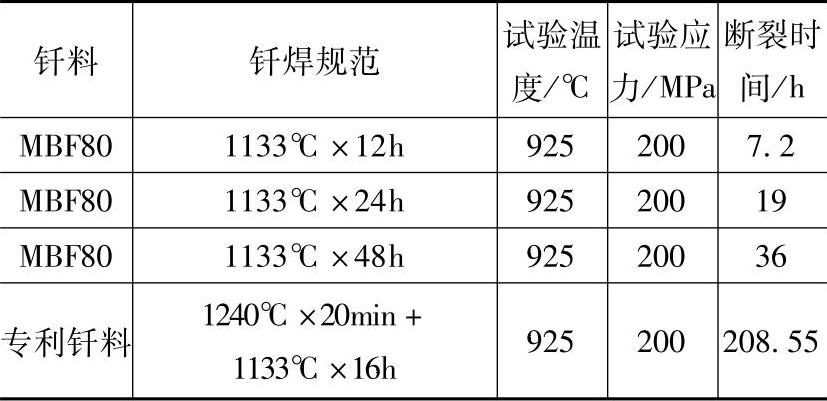
表18-20和表18-21分别列出了采用上述钎料钎焊CMSX-4单晶合金接头的拉伸性能和高温持久性能的测试结果。从表18-20可以看出,MBF 80钎料钎焊接头的高温抗拉强度优于MBF 20钎料,MBF 80钎料在1133℃×60h规范下钎焊接头的抗拉强度基本上与CMSX-4母材相当,这是由于经过长时间的扩散处理,钎焊接头已具有单晶结构,且取向与母材一致;但60h的保温时间过长,不适用于空心叶片的制造。采用专利钎料仅经过24h的扩散,接头抗拉强度即达到母材的75%,其高温持久性能也满足925℃/200MPa持久寿命不小于40h的要求(见表18-21)[33]。
表18-20 不同钎料钎焊CMSX-4单晶合金接头的拉伸性能[33] Table 18-20 Tensile strength of the CMSX-4 alloy brazed joints[33]
(续)
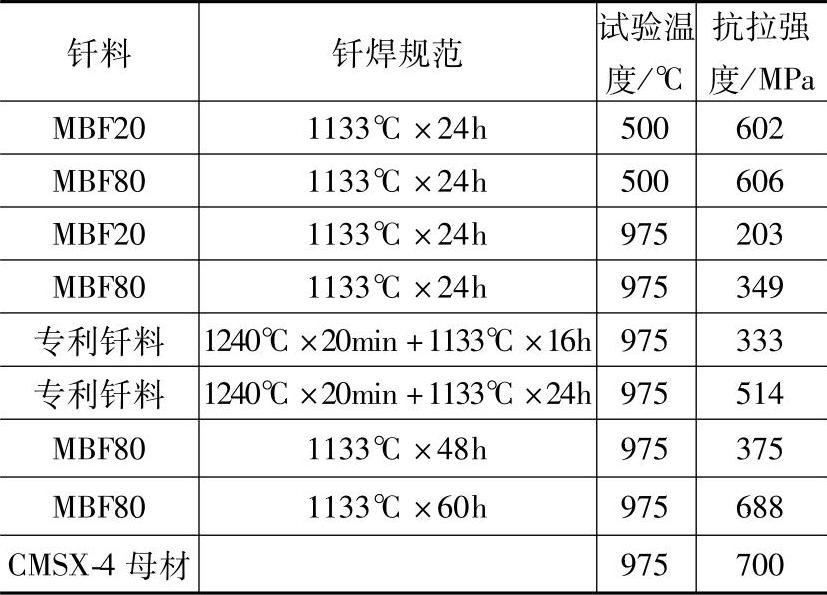
表18-21 不同钎料钎焊CMSX-4单晶合金接头的持久性能[33] Table 18-21 Stress-rupture properties of the CMSX-4 alloy brazed joints[33]
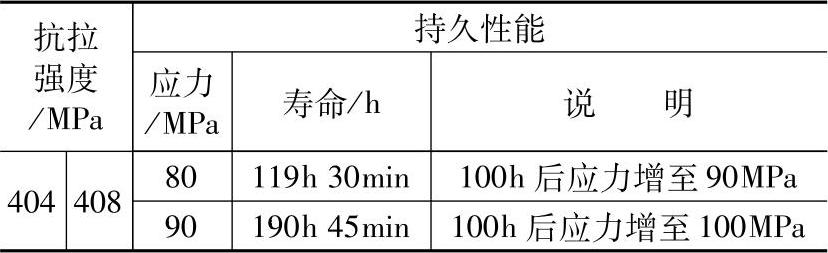
针对实际构件某种服役环境工作的要求,周媛等[34]采用标准的镍基粉末钎料BNi82CrSiBFe对DD406单晶进行了真空钎焊试验,钎焊规范为1070℃×15min。表18-22列出了钎焊接头750℃下力学性能的测试结果。可见接头750℃抗拉强度约为400MPa,750℃×100h持久强度达90MPa以上,接近100MPa。
表18-22 BNi82CrSiBFe钎料钎焊DD406合金接头750℃的性能[34] Table 18-22 Mechanical properties at 750℃ of the DD406 joints brazed with BNi82CrSiBFe filler metals[34]
孙元等采用一种钴基粉末钎料对DD5单晶进行了钎焊试验,该钴基钎料的成分(质量分数,%)为:Ni 15~17,Cr 18~20,Si 7~9,B 2~3,W 4~5,Co余量。利用差热分析法(DTA)测得该钎料熔化温度为1050~1130℃。采用该钎料在1180℃×3h规范下钎焊DD5单晶,接头870℃下的抗拉强度为580MPa[35]。
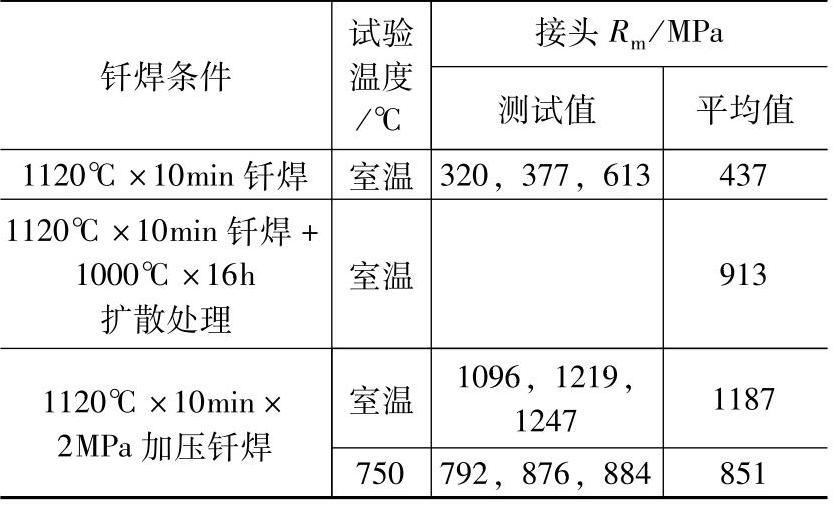
针对整体叶盘的研制需求,邹文江等[36]采用Ni-15Cr-3.5B钎料对DD406单晶合金与粉末高温合金FGH4096异种高温合金进行了钎焊试验,不同方法及规范钎焊的DD406/FGH4096接头的拉伸性能见表18-23。
表18-23 Ni-15Cr-3.5B钎料钎焊FGH4096与DD406单晶接头的拉伸性能[36] Table 18-23 Tensile strength of the DD406/FGH4096 joints brazed with Ni-15Cr-3.5B filler metal[36]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。