



由于铝的熔点较低,为了对铝钎焊进行更精确的分类,有时将铝钎焊分为低温钎焊、中温钎焊和高温钎焊三类。温度低于300℃的钎焊称为低温钎焊;温度在300~500℃之间的钎焊称为中温钎焊;温度高于500℃的钎焊称为高温钎焊。
1.低温钎焊
铝、铜低温钎焊常采用铝表面先镀镍,然后用锡铅钎料、锡铋钎料钎焊。铝表面镀镍的目的是:首先,铝很容易氧化,氧化膜难以去除,铝表面镀镍后就可以采用常规的钎剂进行去膜处理,工艺简单;其次,采用常规锡铅钎料钎焊铝时接头的耐蚀性很差,这主要是由于钎料中的锡铅和铝反应较弱,在界面上易产生很多空穴,在潮湿空气中或电解液的作用下形成间隙腐蚀,造成接头耐蚀性急剧下降。铝表面镀镍就不会产生这种现象,因此在铝表面镀镍后就可以采用锡铅钎料、锡铋钎料以常规的钎焊工艺进行。
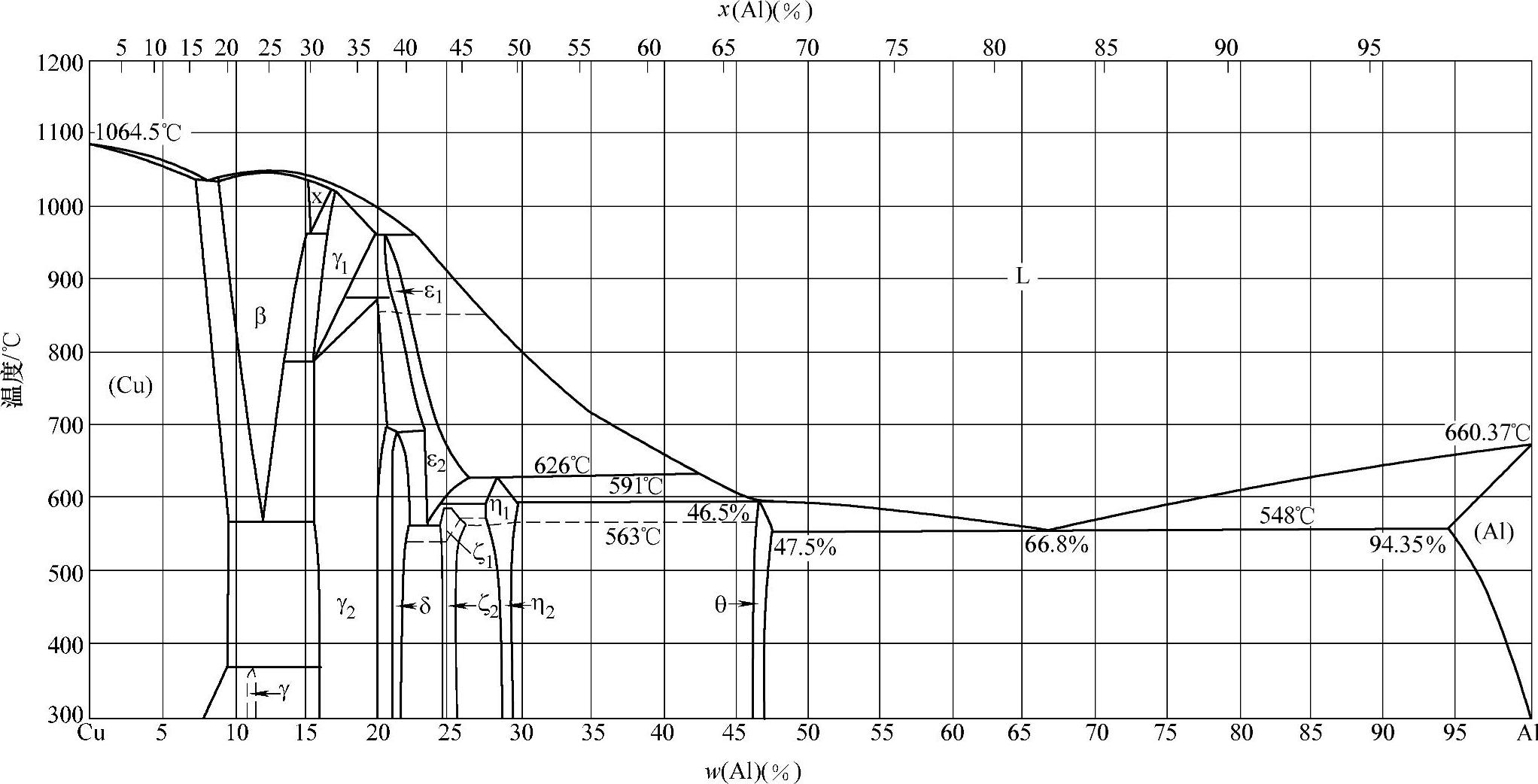
图20-1 Al-Cu二元合金相图[6] Fig.20-1 Phase diagram of Al-Cu binary alloys
在铝表面进行镀镍工序使得工序复杂化,更重要的是污染环境,但这种工艺在散热器生产中仍得到广泛应用。
如果表面不镀镍,则可用Sn-9Zn钎料以及本书第2章铝及铝合金的钎焊一章中引出的有机铝软钎剂配方进行钎焊。有机铝钎剂的缺点是钎剂活性在加热过程中很容易失效,因此加热一定要快,钎剂在加热过程中有冒烟现象,容易造成气孔;钎剂残渣吸潮有腐蚀性,焊后必须仔细清理干净,以免母材腐蚀受损。尽管用Sn-9Zn钎料钎焊的接头耐蚀性优于锡铅钎料,但其接头耐蚀性还是很差的。
2.中温钎焊
(1)反应钎焊 反应钎焊的钎焊温度高于300℃,反应钎焊用钎料和钎剂见表20-4。
表20-4 反应钎焊用钎料和钎剂Table 20-4 Solder and Flux for Reactive Soldering of Aluminium

Sn-Zn二元合金相图如图20-2所示,在Sn-9Zn处形成199℃的易熔共晶体,因此Sn-39.5Zn-0.5Cu钎料的结晶间隔是很大的。添加Zn的目的是:首先,提高钎料的液相线,使钎料的液相线同钎剂的活性温度相匹配;其次,提高钎焊接头的耐蚀性,因为Zn与Al的反应剧烈,增加Sn中的含Zn量,可提高钎料与Al的反应程度,从而提高钎焊接头的耐蚀性。
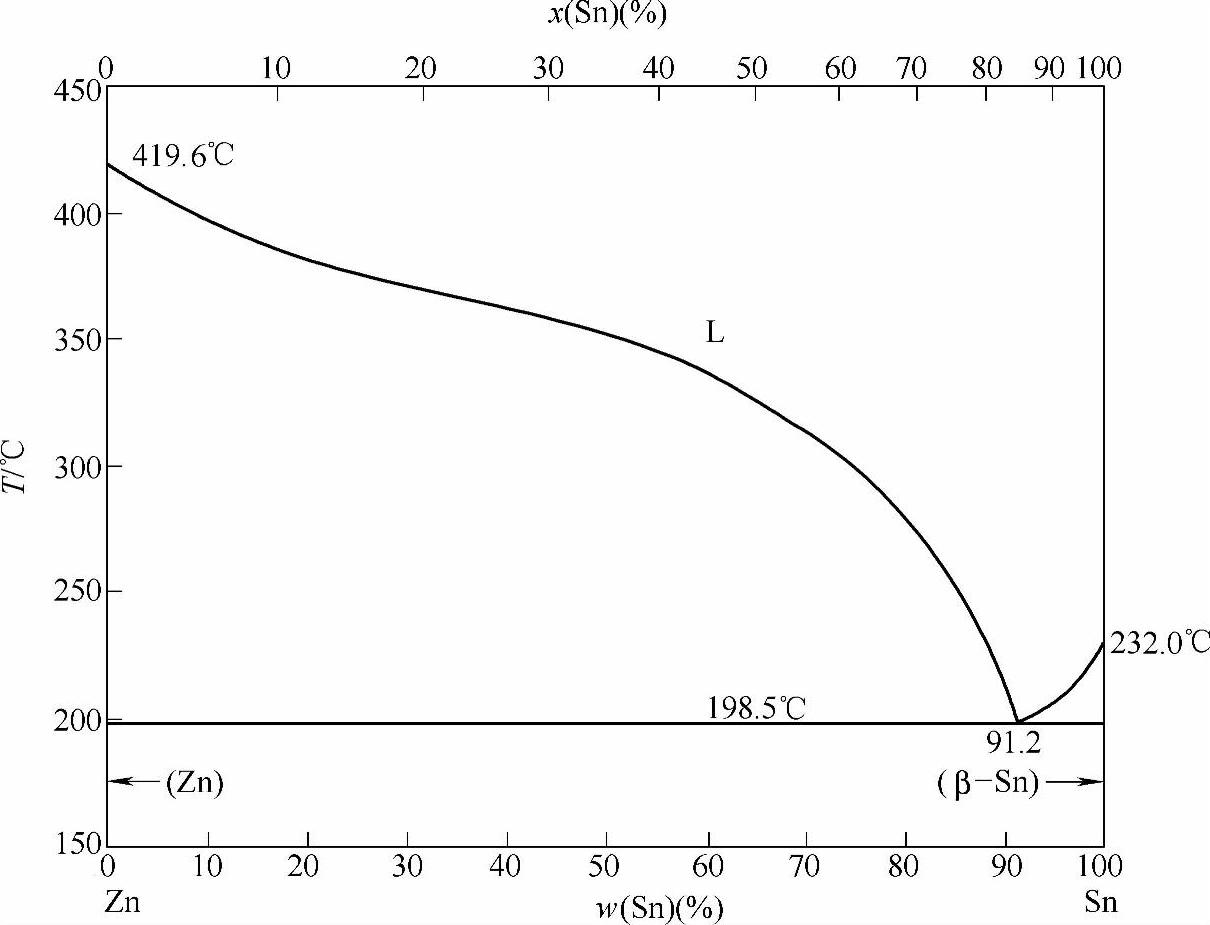
图20-2 Sn-Zn二元合金相图[6] Fig.20-2 Phase diagram of Sn-Zn binary alloys
铝反应钎焊的原理是:钎剂中的ZnCl2与Al发生反应
3ZnCl2+2Al=3Zn+2AlCl3↑
生成的反应物Zn沉积在铝表面上,熔化的钎料在Zn沉积层表面润湿和铺展。反应钎剂88ZnCl2-10NH4Cl-2NaF的熔点虽然低于300℃,但是它在熔化后不能清除铝表面的氧化物,只有温度高于350℃时,钎剂同铝发生反应,在铝表面析出Zn之后,钎料才能润湿铝。Sn-39.5Zn-0.5Cu的熔点正是与该温度匹配。采用反应钎剂钎焊,钎料必须预置在钎焊接头处,当钎剂与铝反应析出Zn后,钎料立即在Zn表面上润湿、铺展,采用常规添加钎料方式是不成功的;另外应采用同时均匀加热整个钎焊接头的方法,如炉中钎焊、感应钎焊等,不能采用火焰钎焊,尤其是手工添加钎料的火焰钎焊。反应钎剂具有很强的吸湿性,钎剂残渣对铝的腐蚀作用也很大,焊后必须仔细清除。用Sn-39.5Zn-0.5Cu钎料钎焊铝铜接头的耐蚀性要优于Sn-9Zn钎料。
(2)Zn-Al钎料钎焊 用Sn-Zn钎料反应钎焊获得的铝铜接头的耐蚀性虽然优于Sn-9Zn钎料,但其耐蚀性依然不能满足很多应用要求;而且钎剂残渣的清除也易造成环境污染,因此Zn-Al钎料钎焊应运而生。
Zn-Al二元合金相图如图20-3所示。
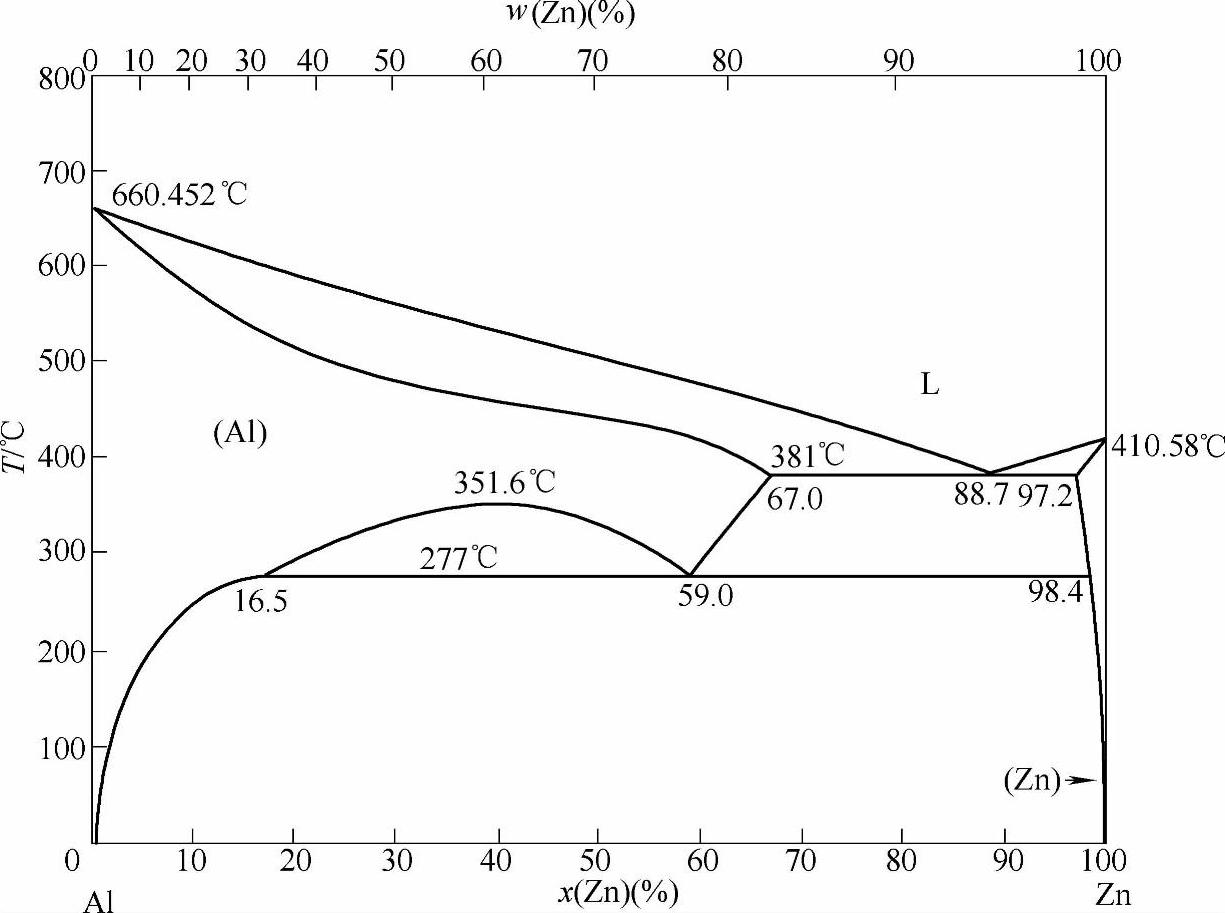
图20-3 Zn-Al二元合金相图[6] Fig.20-3 Phase diagram of Zn-Al binary alloys
Zn-5Al处形成共晶点,其熔化温度为382℃。目前市场常用的Zn-Al钎料成分及性能见表20-5。
表20-5 Zn-Al钎料成分及性能Table 20-4 Chemical Compositions and Properties of Zn-Al Solders

Zn-Al钎料经常配合CsAlF4共晶钎剂使用。CsAlF4共晶钎剂的熔化温度为420~460℃,它没有腐蚀性,钎焊后不需要清除钎剂残渣。Zn-Al钎料配合CsAlF4共晶钎剂通常制成药芯焊丝,在变压器铝铜接头、制冷工业中的铝铜管接头方面得到广泛使用。
最早使用的Zn-2Al钎料钎焊铝铜接头时,强度低,且钎料熔点与CsAlF4共晶钎剂的熔化范围不匹配。(https://www.xing528.com)
纯Zn在铝和铜表面的润湿性和铺展性都很差,添加Al可改善其性能,Al含量对Zn-Al钎料在铝板和铜板上的铺展性能的影响如图20-4所示[7]。
从图20-4a可以看出,随着Zn-Al钎料中Al含量的增加,钎料在铝板上的铺展性能呈现先上升后降低的趋势,因为Zn和Al互溶度大,钎料在铝板上快速向母材晶间渗透,阻碍钎料的铺展;随着Al含量的增加,液态钎料中Zn的浓度降低,钎料中的Zn向母材内的扩散速度减慢,有利于钎料的铺展。当Al含量为15%时,铺展面积达到最大;继续增加Al含量,钎料熔点升高,黏度增加,流动性降低,铺展性能变差。
当Al元素含量在2%~25%范围内时,钎料在铜板上的铺展性能随Al含量的增加呈上升趋势(见图20-4b)。钎料中的Al可以与铜母材相互作用形成铜铝化合物或固溶体,有利于钎料在铜表面铺展。
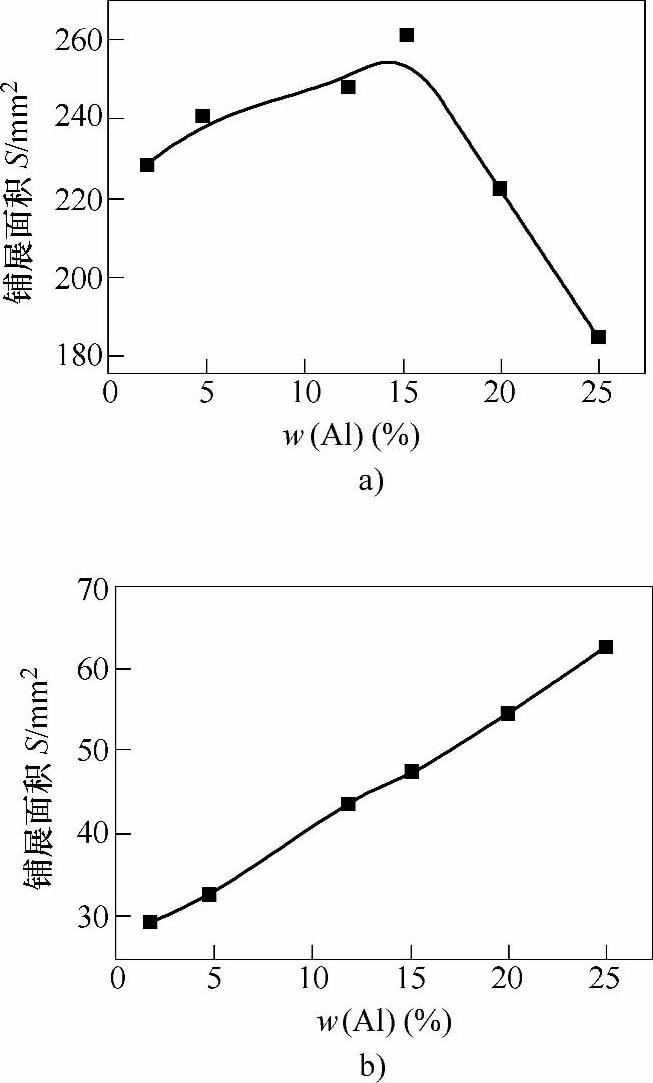
图20-4 Al含量对Zn-Al钎料在铝板和铜板上铺展性能的影响 a)铝板 b)铜板 Fig.20-4 Effect of Al content on spreadability of Zn-Al solders on the surfaces of Aluminum sheet and Copper sheet
Zn-Al钎料中Al含量对Al-Cu钎焊接头强度的影响如图20-5所示[7]。由图可以看出,随着钎料中Al含量的增加,钎焊接头的强度呈现先上升后下降的趋势,在Al含量为15%时,接头强度达到最高。
不同Zn-Al钎料钎焊Al-Cu搭接接头的显微组织如图20-6所示[7]。用Zn-Al钎料钎焊时,在钎料与铜界面处产生CuAl2金属间化合物相,此化合物很脆。当Al含量为2%时,此化合物相很薄,并且没有在界面上形成连续的化合物层;但是钎料层强度过低,与母材强度差异过大,在靠近母材界面处受到拉伸作用时,由于应力奇异性的作用造成靠近界面处的钎缝发生断裂。随着钎料中铝含量的增加,钎料与铜界面处金属间化合物继续增多,并且钎料中出现块状CuAl2金属间化合物相,减小了界面层与钎料之间的强度差,在承受拉伸应力时,由于钎料层强度的提高接头强度也随之升高。继续增加Al含量,界面处CuAl2相增厚,且变得平直,形成了很厚的连续金属间化合物层,又成为钎料的薄弱处,接头强度下降。
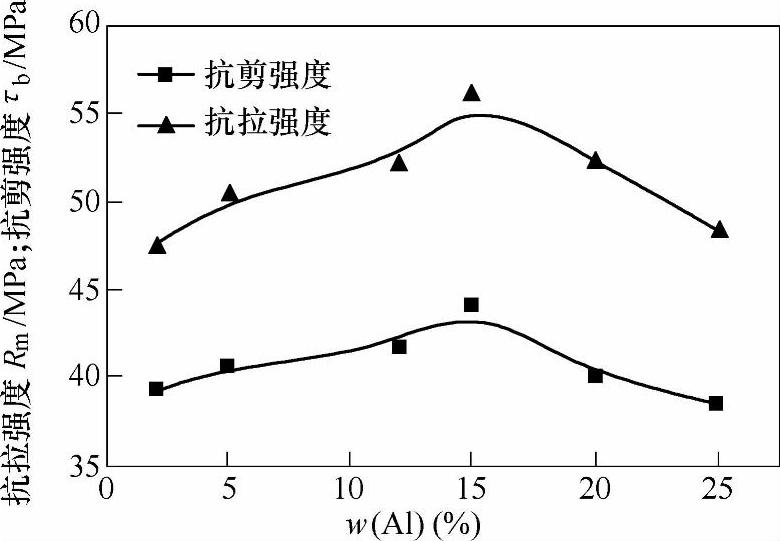
图20-5 Al含量对Al-Cu钎焊接头强度的影响[7] Fig.20-5 Effect of Al content on the strength of Al-Cu soldered joints
Zn15Al钎料在铝-铝钎焊及铜-铝钎焊中均表现出良好的铺展性能及力学性能,可以作为铝-铝钎焊及铜-铝钎焊的通用钎料。
为了进一步提高钎焊接头强度,在Zn-Al钎料中加Ag,Ag含量对Zn15Al钎料熔化温度的影响如图20-7所示[8]。随着Zn15Al钎料中Ag含量的提高,合金的固相线提高,液相线基本不变。
Ag含量对Zn-15Al-xAg钎料在铝板和铜板上铺展性能的影响如图20-8所示[8]。加入Ag能有效提高钎料在铝板和铜板上的铺展面积。Ag与Zn的亲和力大,减弱了钎料中Zn与Al的作用,从而有利于Al与铜母材形成化合物或固溶体,促进钎料在铜表面的铺展;同时,Ag与Zn之间较大的亲和力减缓了Zn向铝母材晶间的渗透,从而促进钎料在铝表面的铺展。
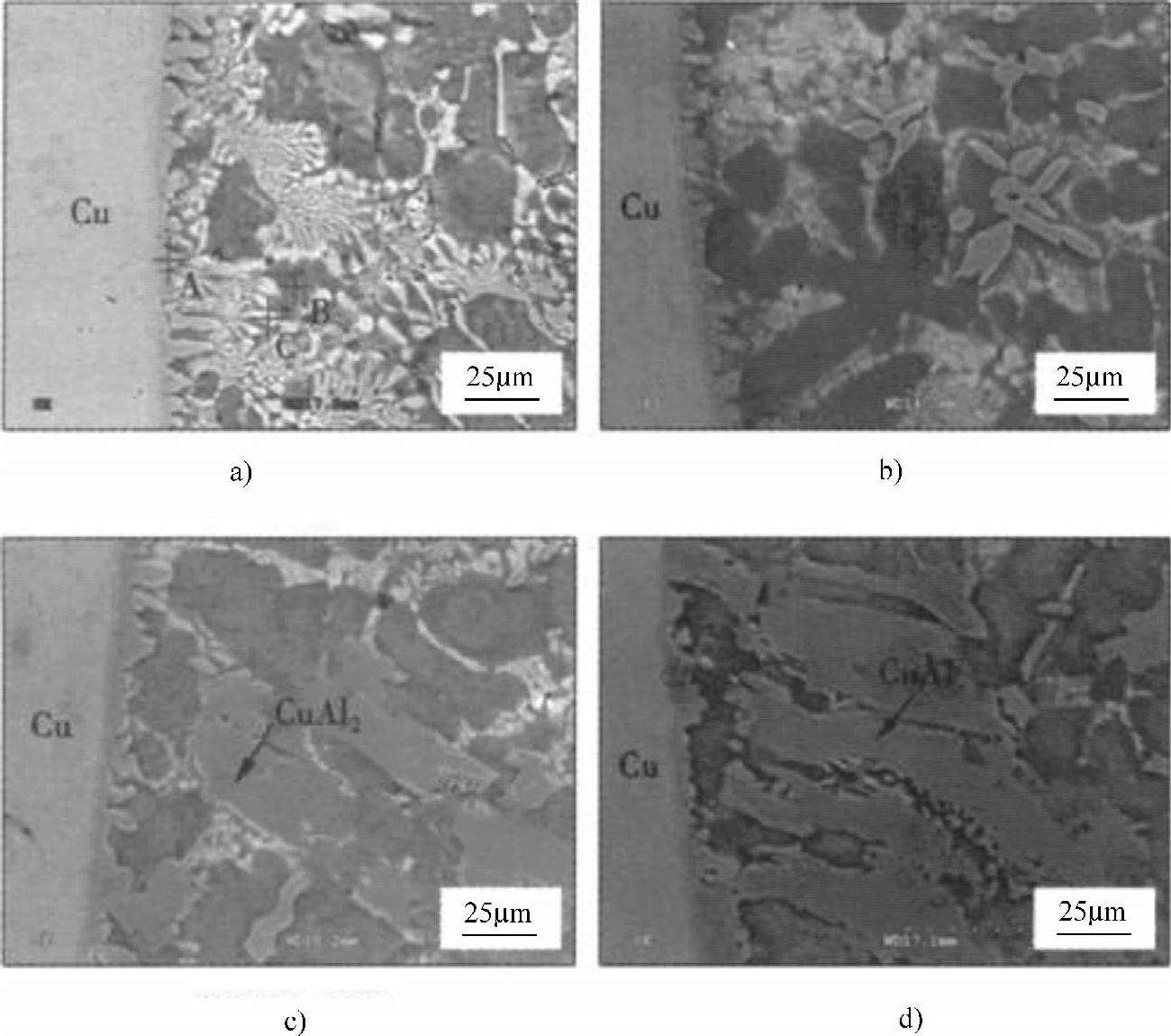
图20-6 不同Zn-Al钎料钎焊Al-Cu搭接接头的显微组织[7] a)92Zn2Al b)88Zn12Al c)85Zn15Al d)75Zn25Al Fig.20-6 Microstructures of Al-Cu lap joints soldered by different Zn-Al solders
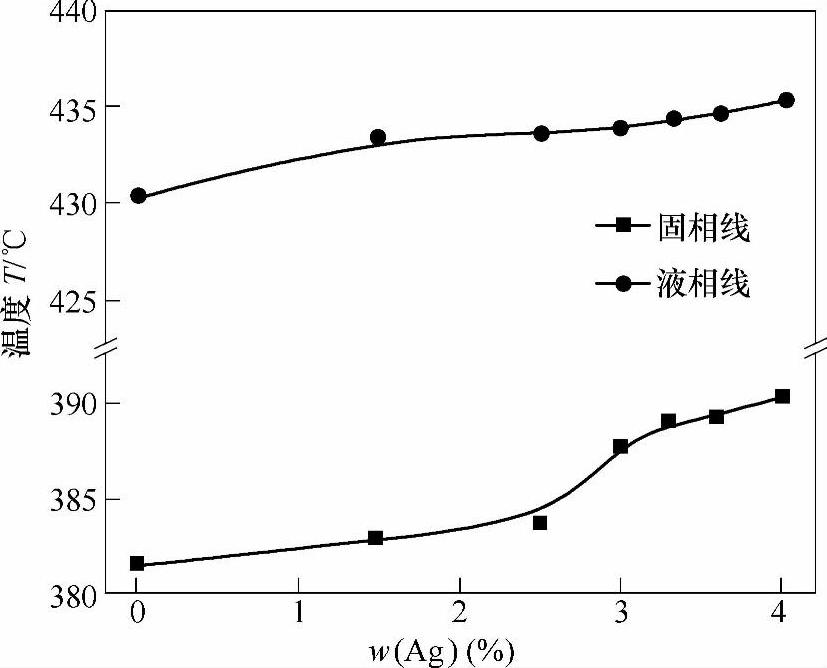
图20-7 Ag含量对Zn15Al钎料熔化温度的影响[8] Fig.20-7 Effect of Ag content on the melt point of Zn15Al solder
Ag对Zn-15Al-xAg钎料钎焊Al-Cu接头力学性能的影响如图20-9所示[9]。随着Ag含量的增加,钎焊接头的抗拉强度与抗剪切强度均呈上升趋势;继续增加Ag含量,钎焊接头强度保持稳定。因为Ag与钎料中的Zn、Al均能形成固溶体,Ag原子半径较大,在钎缝中容易形成置换固溶体,引起钎缝点阵发生畸变,起到固溶强化作用。在Zn-15Al钎料中加Ag能够显著提高钎焊接头的强度。
3.高温钎焊
铝铜高温钎焊时主要采用Al-12Si钎料,可以用火焰钎焊、感应钎焊、炉中钎焊和真空钎焊等方法。高温钎焊时,由于钎料中的Al与Cu发生反应,生成AlCu2金属间化合物相,接头很脆,因此在实际工程应用中,很少采用Al-12Si钎料直接钎焊铝铜接头。为了减少接头的脆性,可以在铜表面镀镍,再用Al-12Si钎料钎焊。接头Al-Si钎料与镀镍层的界面处仍可以生成铝镍金属间化合物,但其脆性要远小于铝铜金属间化合物。
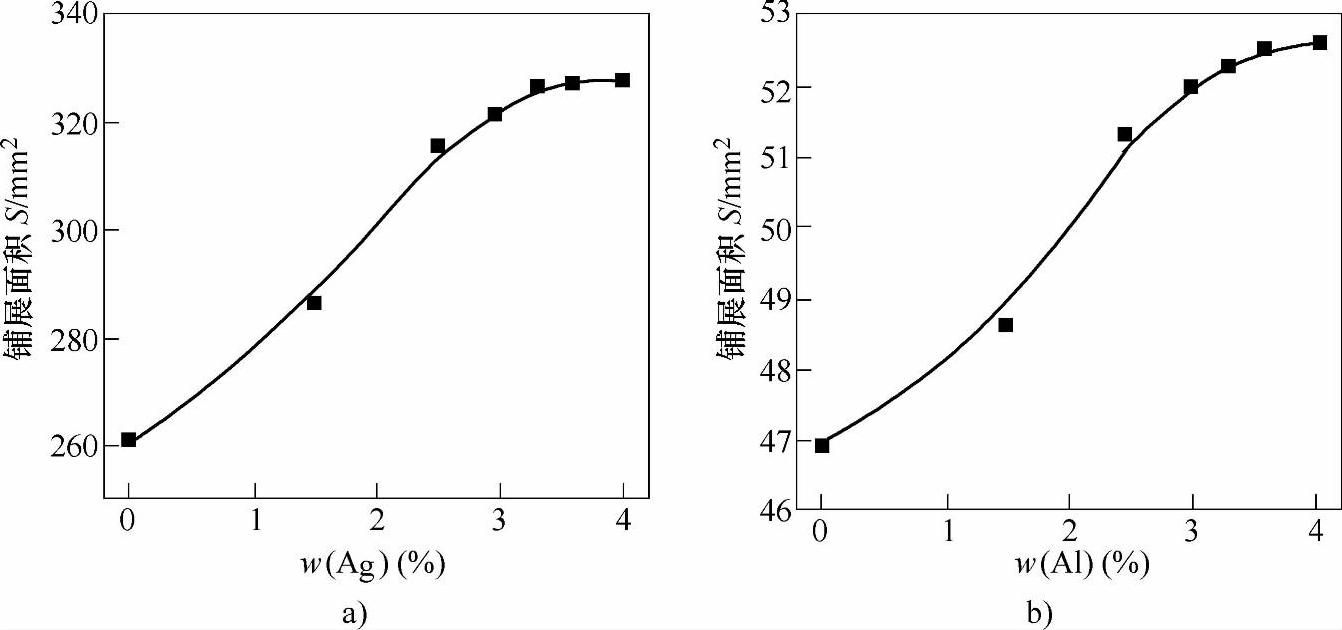
图20-8 Ag含量对Zn-15Al-xAg钎料在铝板和铜板上铺展性能的影响[8] a)铝板 b)铜板 Fig.20-8 Effect of Ag content on spreadability of Zn-15Al-xAg solder on the surfaces of Aluminum sheet and Copper sheet

图20-9 Ag含量对Zn-Al-xAg钎料钎焊Al-Cu接头力学性能的影响[9] Fig.20-9 Effect of Ag content on the strength of Al-Cu joint by Zn-15Al-xAg solders
除了高温钎焊之外,铝铜钎焊接头的腐蚀性都是一个无法回避的重要问题,表20-6列出了Al-Cu采用不同钎料的钎焊接头的耐蚀性对比。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。