



钎涂可采用炉中加热和感应加热方法。炉中加热应在真空或保护气氛中进行。保护气氛分为惰性气体(Ar)和还原性气体(氢或分解氨)。片状钎涂法大都采用炉中加热的方法(详见第5章5.4节)。
感应加热具有加热快、效率高等优点,主要用于形状规则工件的悬浮法钎涂。感应加热大多在保护气氛下进行。
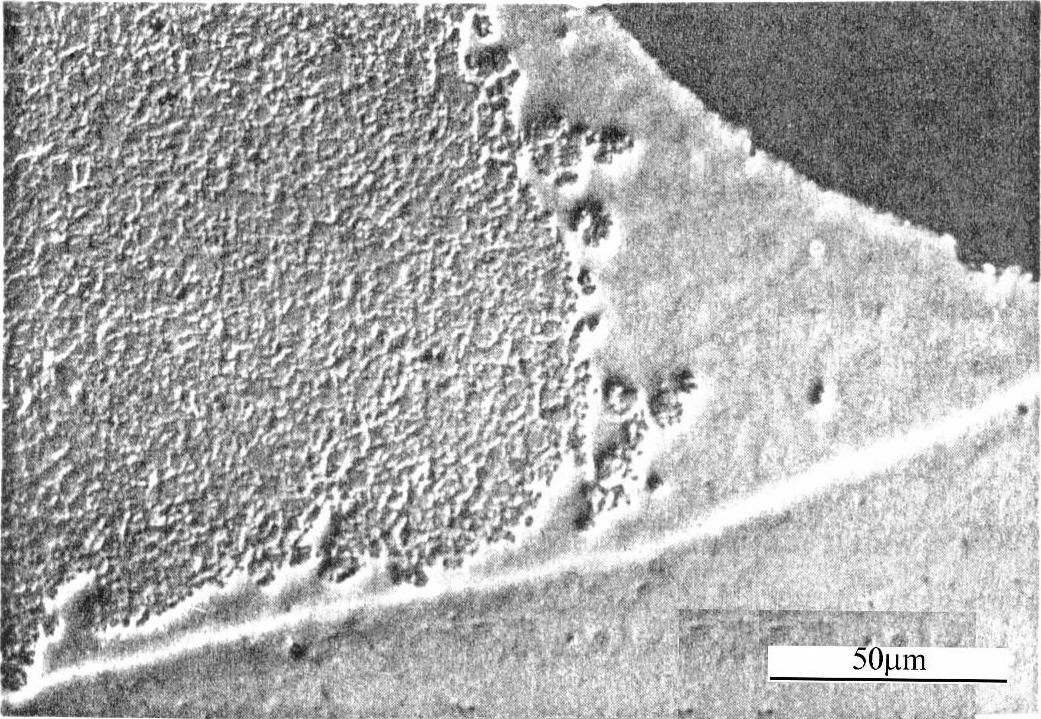
以BNi82CrSiBFe钎料作为低熔组分的钎涂材料,其加热温度应不低于1100℃;以BNi76CrP钎料作为低熔组分的钎涂材料,其加热温度以1050℃为宜,尽管前者的液相线为1000℃,后者为880℃,但只有加热到该温度才能得到缺陷极少的钎涂层(见图21-7)[2]59。
真空加热时必须注意真空度。当热态真空度优于10-2Pa时可得到缺陷极少的钎涂层。保护气氛加热时必须注意保护气氛的纯度。保护气体纯度的重要指标之一是它的露点,露点越低,表示气体的含水量越少。关于气体纯度对钎涂层质量的影响,可用气体露点与钎涂层的气孔率和气孔直径的关系来阐明,因为气孔率和气孔直径可在相当程度上代表钎涂层缺陷的严重程度。图21-8所示为钎涂层的气孔率和气孔直径与保护气体露点的关系[2]61。图中的气孔率和气孔直径是用图像分析仪测得的。从图得知,当露点分别为-15℃、-20℃、-25℃和-30℃时均能得到满意的钎涂层,但露点越低,即保护气体的含水量愈少,钎涂层的气孔率越低,气孔直径也越小,并且钎涂层表面也越光亮。
 (https://www.xing528.com)
(https://www.xing528.com)
图21-7 WC/BNi82CrSiBFe钎涂层的截面图 TB=1100℃ Fig.21-7 Micrograph of a WC/BNi82CrSiBFe brazecoated layer TB=1100℃
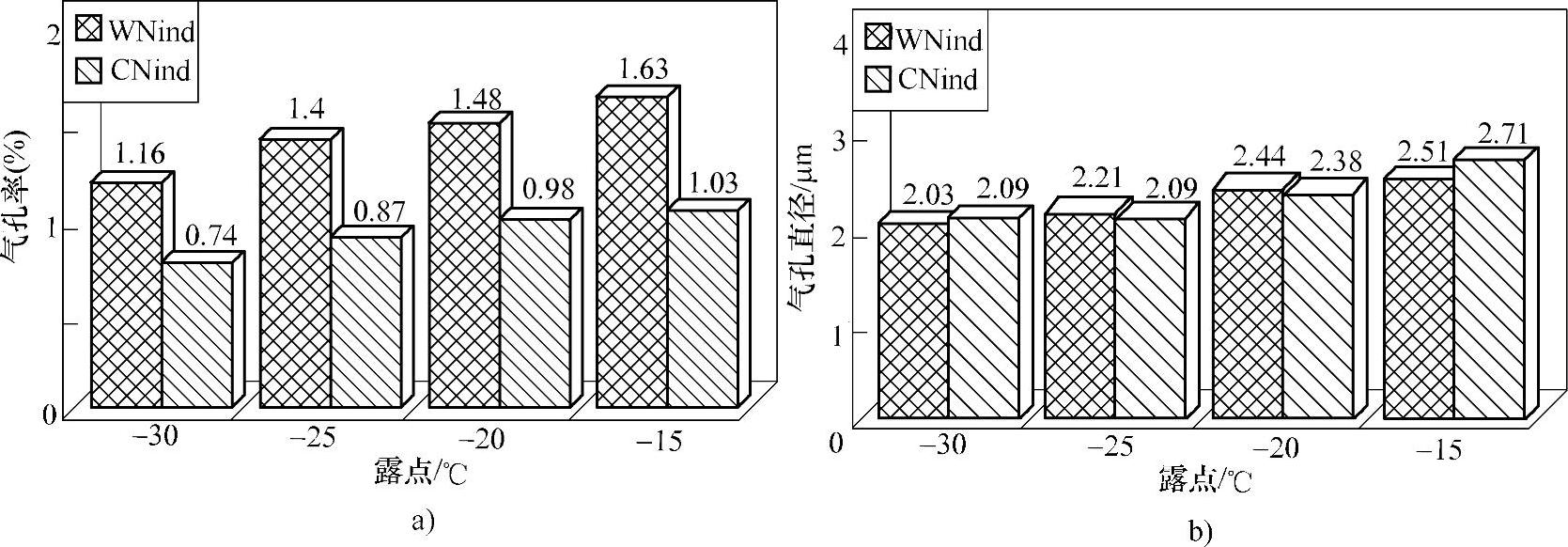
图21-8 钎涂层气孔率和气孔直径与保护气体露点的关系 a)钎涂层气孔率与露点的关系 b)气孔直径与露点的关系 Fig.21-8 Porosity a)and pore diameter b)of layer systems by variation of dew point of the protective gas
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。