



钎焊是一种精密的连接技术,它一次可实现多个零件的连接,生产率高;加热温度低,零部件变形小,特别适宜异种材料(如铜与不锈钢、金属与陶瓷等)的连接。目前已成为代铸、代锻、减轻工件质量、降低成本的重要工艺方法,它在机械工业中获得了广泛的应用,如制氧机或空分机的大型铝板翅式换热器、压缩机叶片、燃气轮机的动力涡环组件、鼓风机叶片、液压离合器壳体、变速器齿轮、刀具(如大模数硬质合金滚齿刀、金刚石聚晶线锯)、不锈钢换热器、大化肥压缩机严封环、汽轮机末级叶片镶嵌司太立合金片、真空阀阀体、内燃机排气阀与端部盖片、中介机匣、轴承机匣、金属软管、硬质合金与不锈钢制阀体等都采用钎焊。
1.铝板翅式换热器
铝板翅式换热器由于传热效率高、结构质量轻等优点已逐步取代铜管式换热器,并在制氧机或空分机上获得广泛应用。图22-47所示为铝板翅式换热器结构示意图。它由隔板、封条及波纹板组成,其全部材料均采用3A21铝合金,而隔板使用3A21铝合金的复合板,复合的钎料一般为Al-7.5%Si(熔点577~612℃)合金,厚度通常为隔板厚度的10%~12%。钎焊是制造铝板翅式换热器的关键技术,主要有盐浴浸渍钎焊和真空钎焊两种工艺方法。
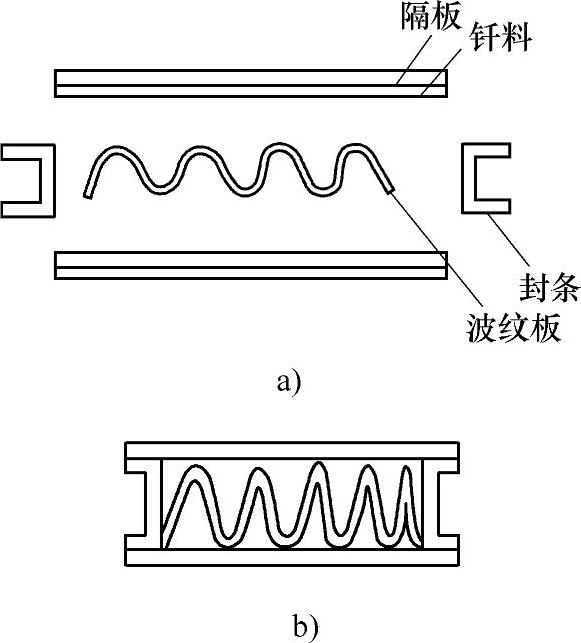
图22-47 铝板翅式换热器结构示意图 a)钎焊前 b)钎焊后 Fig.22-47 Brazed structure of heat exchanger with aluminum-fins
(1)盐浴浸渍钎焊[24-26] 铝板翅式换热器隔板一般都用复合板,这样可以简化装配工艺,否则箔带钎料需铺放在隔板上并用定位焊固定。盐浴槽内盐浴(即钎剂)的成分(质量分数)通常为44%KCl、12%NaCl、34%LiCl和10%K3AlF6,熔化温度为450~520℃。钎焊前,必须清洁零件除去油脂和氧化膜。清洗好的零件在夹具中装配成所要求的结构,如图22-48所示。夹具材料为GH3044耐热合金板,厚度为2~2.5mm。
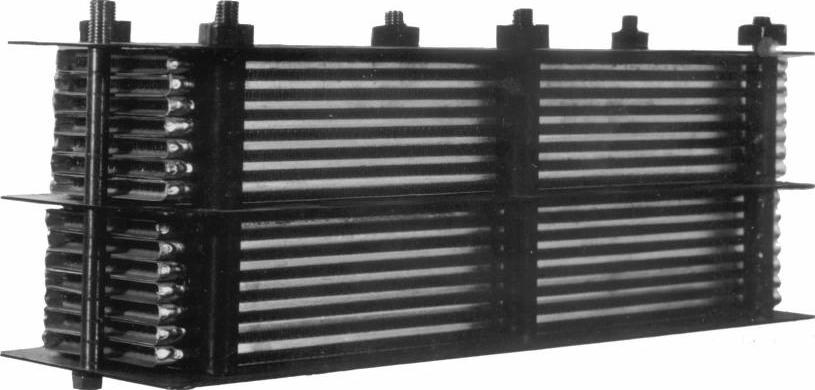
图22-48 装配好的铝板翅式换热器 Fig.22-48 Assembled heat exchanger with aluminum-fins for dip-brazing
将装配好的换热器(外形尺寸为710mm×750mm×2100mm,共66层)先在炉中预热,预热温度为560℃,时间为3h。工件预热完毕,立即浸入温度保持在615℃的盐浴槽中进行钎焊。此时浴盐既是导热介质,又起钎剂作用。盐浴槽尺寸为3200mm×1300mm×1400mm,功率为250kW。钎焊时,采用三次浸渍工艺:第一次工件以30°左右倾斜浸入,浸入速度适当放慢,以利于空气泡排出;待工件全部浸入,再把工件放平;保持4min后,工件从另一端以30°吊起离开盐浴面,待钎剂大部分排出后再进行第二次、第三次浸入。第二次保持2min,第三次保持4min,工件在盐浴中的加热时间共10min。最后一次倒盐,应尽量将工件内的钎剂排尽。钎焊结束后,工件空冷90min,待工件中心温度降到250℃左右时,可在沸水中速冷。焊后产品必须彻底清洗,不准有钎剂残留痕迹。
(2)真空钎焊[1]156-157[25] 铝板翅式换热器盐浴钎焊污染环境严重、耗能大,残留钎剂有腐蚀作用。目前,盐浴钎焊正面临被真空钎焊替代的处境。
铝板翅式换热器真空钎焊时,入炉前的各工序与盐浴钎焊的基本相同。大型铝板翅式换热器通常在单室的高真空铝钎焊炉中钎焊。换热器应放在一个薄壁不锈钢“工艺罩”内。如果使用的复合板不含镁,在“工艺罩”内应放适量的镁块,镁块的纯度应在99.992%以上。当炉内的真空度达到6×10-4Pa时,方可加热,从室温升至570℃时,大约为30~50min(加热时真空度不应低于6×10-3Pa);在570℃时保温10~15min(保温时间应根据换热器大小适当变化);570℃升至613℃的时间为4~10min;在613℃±2℃保温8~10min,随即停止加热,随炉冷却。当炉温降至300℃以下时,打开炉门,取出换热器。目前,国内已能钎焊出质量较稳定的铝板翅式换热器。杭州制氧机集团有限公司在20世纪90年代已从美国引进一台有效工作区为1200mm×1200mm×6100mm的高真空铝钎焊炉,前几年又在国内购买了一台有效工作区为1550mm×1830mm×8000mm的高真空铝钎焊炉,为真空钎焊超大型铝板翅式换热器创造了条件。
(3)氮气加少量Nocolok 钎剂的保护气体钎焊 高纯氮加少量Nocolok无腐蚀性钎剂的铝板翅式散热器钎焊已广泛应用于汽车空调的蒸发器和冷凝器的大批量生产。对于单件或小批量尺寸较大的铝板翅式散热器,如某设备的机箱(尺寸为400mm×220mm×220mm),它是在可通流动氮气的专用钎焊箱中,在普通的箱式电阻加热炉中钎焊的。为使机箱温度均匀;在机箱外面最好加一个工艺罩。用上述方法钎焊已获得满意的产品质量[26]。
2.动力涡环组件[1]166-167
图22-49所示为某舰用燃气轮机上的动力涡环组件示意图。材料为钛合金TC4,要求钎缝强度高,并能耐腐蚀。(https://www.xing528.com)
将叶轮盖与叶轮体钎焊在一起,选用BAg95AlMn钎料、真空钎焊。钎焊参数:钎焊温度为930℃、保温时间为6min;冷态真空度为5×10-3Pa,热态真空度为8×10-3~1×10-2Pa。先随炉冷却到800℃以下,再充填高纯氩,起动风扇快速冷却到65℃以下出炉。钎缝光洁致密,涡环整体几何尺寸符合技术要求。
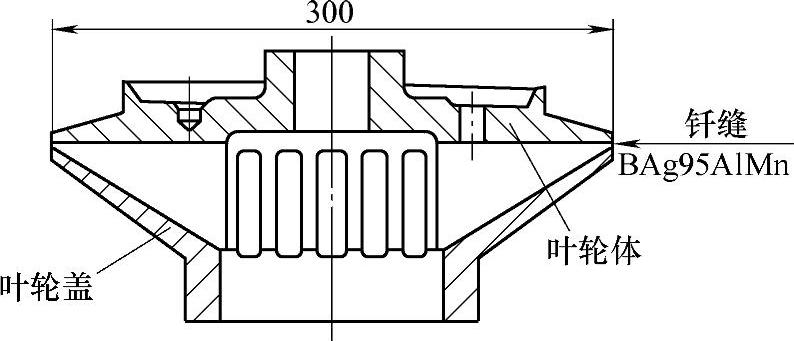
图22-49 动力涡环组件示意图 Fig.22-49 Schematic of assembled power turbine-ring
3.硬质合金滚齿刀[1]208-210
图22-50所示为真空钎焊的M16硬质合金滚齿刀。这种滚齿刀在加工硬齿面齿轮时,可用刮削加工代替磨齿工艺。其结构是在齿轮刀体的负前角处镶焊一块硬质合金,刀体材料为40Cr,硬质合金为YT15,钎料选用厚度为0.2mm的片状纯铜钎料。按齿形将钎料剪好,夹置于刀体与刀片之间。用夹具把刀片固定在刀体上,夹具与零件接触部位涂阻流剂,装入真空炉中。冷态抽真空到5×10-2Pa时,以450℃/h的速率加热到1000℃,给炉中充高纯氩气,炉内压力为2~3Pa,稳定30~40min,使刀体内外温度均匀;再以250℃/h的速率加热到1120℃±5℃,保温15min±2min;断电随炉内压力(2~3Pa)冷却到900℃以下,再次充填高纯氩气,使炉内压力上升到4×104Pa、冷却到400℃以下,起动风扇搅拌氩气,冷至65°C以下出炉。目前已能批量钎焊M4、M6、M9、M10、M10.5、M12、M16、M25等数十种不同硬质合金刀片(YG类和YT类),以及中模数硬质合金滚刀。
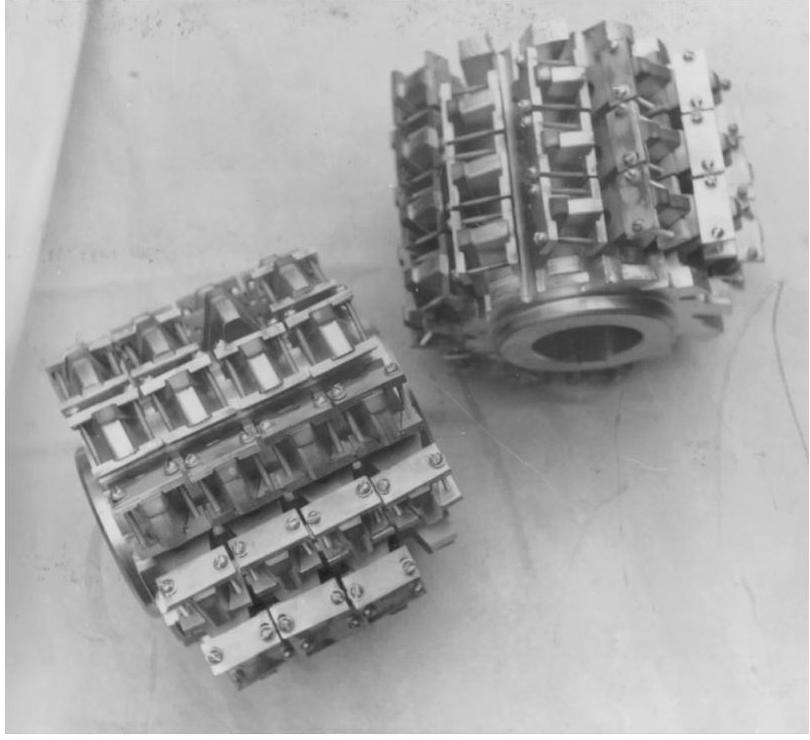
图22-50 硬质合金滚齿刀 Fig.22-50 Hobbing cutters made by carbide hard alloys
4.压缩机叶轮[27]
压缩机叶轮材料为20Cr13,钎料选用BNi73CrFeSiB(C)镍基钎料。图22-51所示为一待钎焊的叶轮宏观形貌。叶轮直径为450mm、流道宽度为10mm、最大转速为13340r/min。接头间隙控制在小于0.2mm。在工作室尺寸为φ1200mm×1400mm的高温高真空炉中钎焊。当炉内真空度达到6×10-3Pa时开始加热,约1h加热到1100℃,进行钎焊,保温30min。为提高钎焊接头性能,焊后需进行调质处理。压缩机叶轮多条钎缝一次焊成,焊缝连续均匀、光滑、焊角圆滑过渡、不需修磨,能满足技术要求。
5.其他应用
钎焊在机械切削工具、石材加工和木材加工工具制造等方面的应用十分广泛,例如,各类硬质合金刀头,包括车刀、铣刀、刨刀、铰刀,镶嵌了硬质合金或金刚石的锯片、锯齿、磨具及木工刀具,以及硬质合金印制电路板引线切头刀,它们大都是采用钎焊连接的。
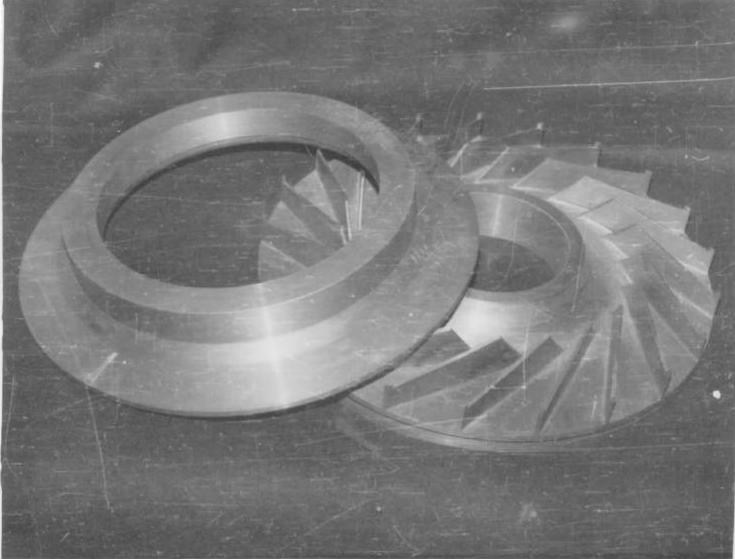
图22-51 待钎焊的叶轮宏观形貌 Fig.22-51 Figure of a impeller to be brazed
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。