



一、数控编程基础
1.数控编程概念
加工中心加工工件是根据事先编写好的加工程序自动完成的。程序的编制过程就是把工件加工所需的数据和信息,如工件材料、形状、尺寸、精度、加工路线、切削用量、数值计算等按数控系统规定的格式和代码,编写成加工程序,然后将程序输入数控装置,由数控装置控制加工中心进行加工。加工中心加工零件的主要过程如图1-43所示。通常将从分析零件图样到程序校验完成的全过程称为数控加工的程序编制,简称数控编程。
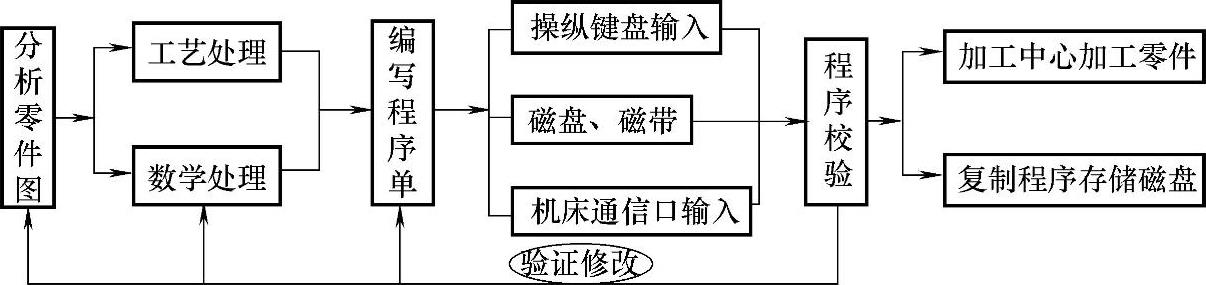
图1-43 加工中心加工零件的主要过程
2.工件坐标系
机床坐标系是机床加工和编程的基础,但是很多时候利用机床坐标系编制程序很不方便。为了方便编程,人们通常以工件上的某一点为工件原点,建立工件坐标系(Workpiece Coordinate System),此坐标系平行于机床坐标系X,Y,Z轴。工件坐标系的建立一般设在工件的设计基准处或工艺基准处,目的是为了便于尺寸计算和编程。同时,工件坐标系的原点应选在容易找正、在加工过程中便于测量的位置。工件坐标系的原点是由操作者或编程者自由选择的,图1-44所示为工件坐标系原点设置在工件上表面对称中心处。
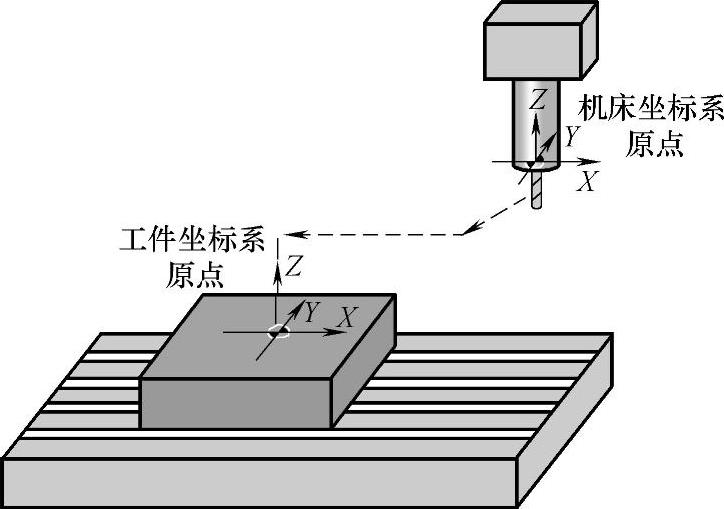
图1-44 工件坐标系原点设置
二、程序代码介绍
1.程序结构
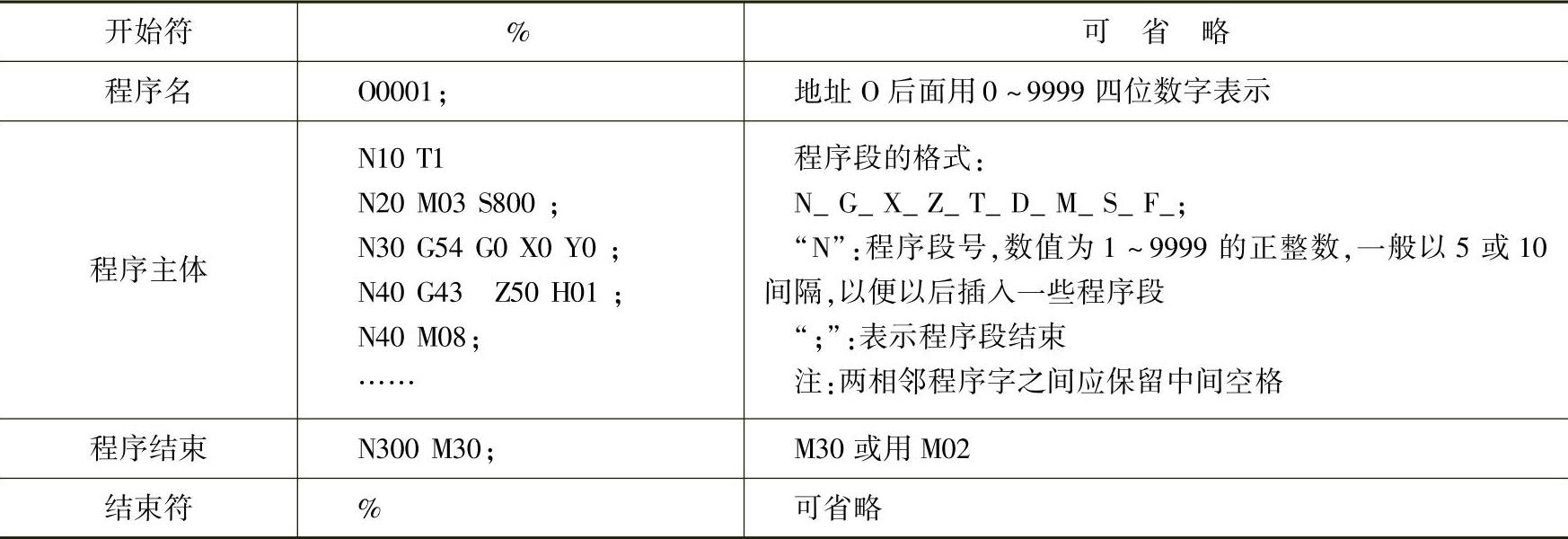
FANUC数控系统主程序和子程序都是由程序开始符、程序名、程序主体和程序结束语、结束符组成的,见表1-6。
表1-6 数控程序的结构组成
2.指令代码
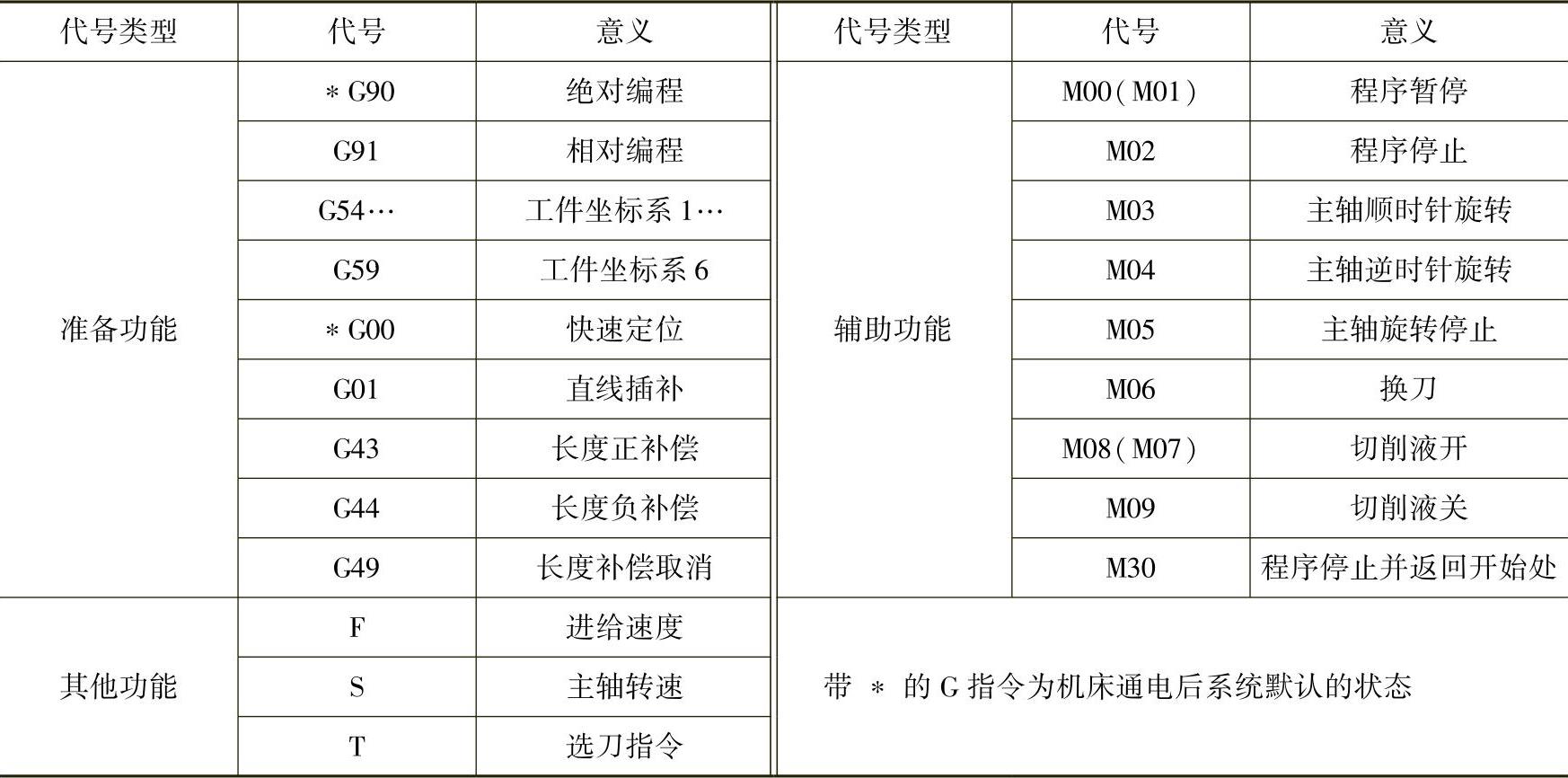
数控常用编程指令主要有:准备功能(G指令)、辅助功能(M指令)和其他功能指令等几类。准备功能指令是控制机床运动方式的指令;辅助功能指令是控制机床辅助动作(如切削液的开关、主轴正反转等)的指令;其他功能指令主要是指主轴转速、机床进给速度、选刀等指令。加工中心常用指令代码及含义见附录A。该T形块零件程序编制需用到的主要代码见表1-7。
表1-7 T形块零件程序编制指令代码
3.代码用法
(1)G90与G91指令(编程方式指令) G90采用绝对方式编程,编程时以工件坐标系原点为参考,定义各位置点的坐标;G91采用相对方式编程,编程时以前一点的坐标为参考,定义下一目标点的坐标。
(2)G54~G59指令(加工坐标系选择指令) G54~G59/MDI面板设置法可以设置6个工件坐标系,如图1-45所示,适用于工作台上放置多个工件,或箱体零件多孔的加工,可以设置不同的程序零点。机床默认G54为工件坐标系,编写程序G54可以省略不写,使用其他五个坐标系时,编程必须写清G55或G56等。工件坐标系是建立在机床坐标系的基础上的,各工件坐标系的原点在机床坐标系中的机床坐标值用MDI(手动输入)或MDA(手动输入、自动运行)方式输入,系统自动记忆,以便程序中相应的工件坐标系指令进行调用。
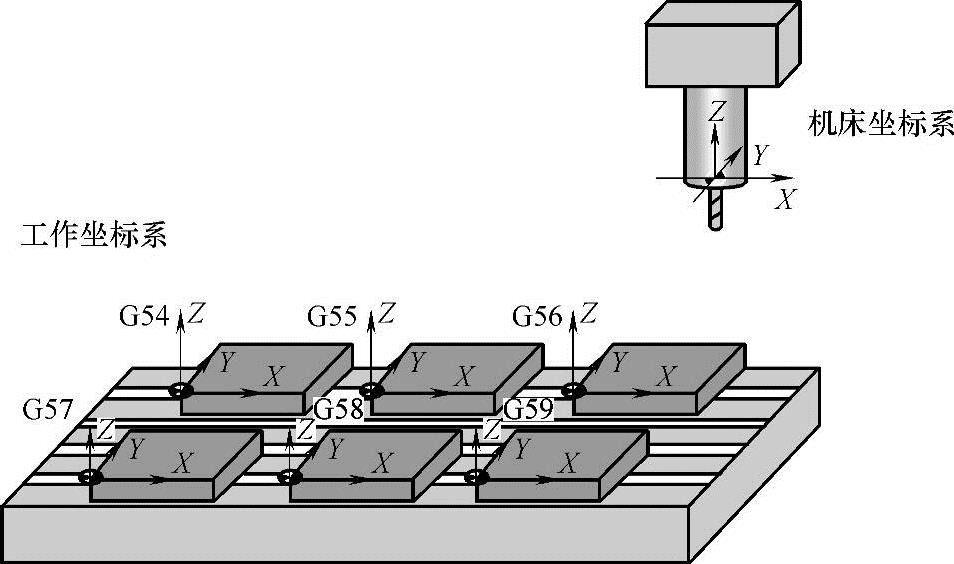
图1-45 多个工件坐标系
程序段格式:G54 G00(G01)X_Y_Z_(F_);
对于在加工中心机床上加工的具体工件来说,必须通过一定的方法把工件坐标系原点,也就是工件坐标系原点所在的机床坐标值体现出来,这个过程称为对刀。对刀常用的方法有试切法和工具对刀法两种。试切法对刀适用于工件侧面要求不高的场合,对于模具或表面要求较高的工件时需采用工具对刀法。
(3)G00与G01指令(直线运动指令)
G00(快速定位)——刀具以机床设定的速度快速移动到目标点。(https://www.xing528.com)
G01(直线插补)——刀具以程序设定的速度移动到目标点。
功能区别:①G00移动到目标点的运动速度由厂家预先设定,不可用指令设定,但可利用FANUC系统机床面板快速进给速率按键调节(F0、25%、50%、100%);G01移动到目标点的运动速度是由程序中F指令设定的。可利用FANUC系统机床面板进给倍率旋钮调节(0%~120%)。②G00在运动过程中不可进行切削加工,否则会出现“撞刀”的严重事故;G01在运动过程中可进行切削加工,它能完成平面、台阶、内外轮廓、锥面等的铣削。
G00程序段格式:G00X Y Z;
G01程序段格式:G01X Y Z F;
注:X、YZ——目标点坐标;F——进给速度。
(4)G43、G44与G49指令(长度补偿指令) 在加工中心上加工零件时,绝大多数时候要用到多把刀具,而且还要进行刀具自动交换,这样就必须对每把刀具或除基准刀具之外的所有刀具进行Z向的长度补偿。
程序格式:G43(G44)G00 Z_H_;
……
G49 G00 Z;
注:G43表示刀具长度正补偿;G44表示刀具长度负补偿;G49表示取消刀具长度补偿;H表示刀具长度偏置代号地址字,后面一般用两位数字表示,用于存放刀具长度值作为偏置量,其存放的偏置量并不一定必须是刀具的实际长度。偏置量可以通过CRT/MDI方式输入。无论是采用绝对方式编程还是增量方式编程,对于存放在H中的数值,在G43时是与程序中的Z轴坐标值相加,在G44时是与程序中的Z轴坐标值相减,从而形成新的Z轴坐标值,此新的Z轴坐标值为程序运行时刀具实际到达的Z轴坐标。
(5)M00与M01指令(程序暂停指令) M00表示程序暂停,可用启动命令(CYCLE START)使程序继续运行;M01表示计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效。
(6)M03、M04与M05指令(主轴转/停指令) M03表示主轴顺时针旋转;M04表示主轴逆时针旋转;M05表示主轴旋转停止。
(7)M06(换刀指令) M06表示将刀库中所选刀具与机床主轴中的刀具进行交换,常与选刀指令(T)一起使用。
(8)M07、M08和M09指令(切削液开关指令) M07表示2号切削液开;M08表示1号切削液开;M09表示切削液关。
(9)M02指令和M30指令 M02表示程序停止,系统复位;M30表示程序停止,系统复位,程序复位到起始位置。
(10)F指令(刀具进给速度指令) 用来指定刀具铣削工件时的进给速度。一旦设定一直有效(模态),直到被新的F指令取代。F的单位有mm/min和mm/r两种,配合机床设置来使用。例:F100表示进给速度为100mm/min;F0.12表示进给速度为0.12mm/r。该速度可通过FANUC系统加工中心机床操作面板上的进给倍率旋钮来调节(0%~120%)。
(11)S指令(主轴转速指令) 用来指定机床主轴的转速。S的单位有m/min和r/min两种,配合机床设置来使用。例如,S1000表示主轴转速为1000r/min;S200表示主轴的切削速度为200m/min。该速度可通过FANUC系统加工中心机床操作面板上的主轴倍率旋钮来调节(0%~120%)。
(12)T指令(选刀指令) 用来指定加工中所用的刀具。例如,T02表示选用2号刀,一般配合M06换刀指令一起应用。
三、加工程序单
该T形块工件原点建立在工件顶面的对称中心处,如图1-46所示。T形块零件数控加工程序单见表1-8。
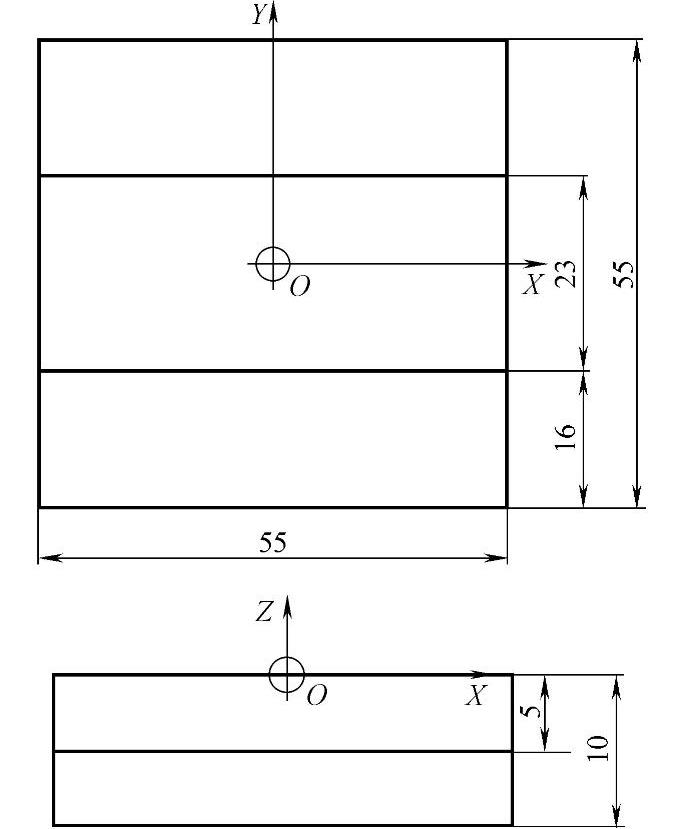
图 1-46
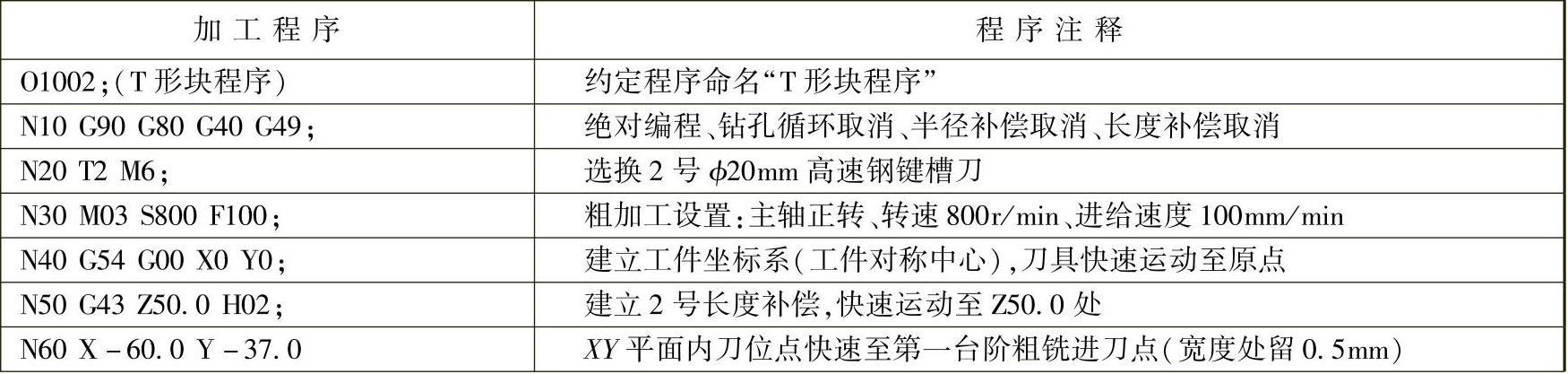
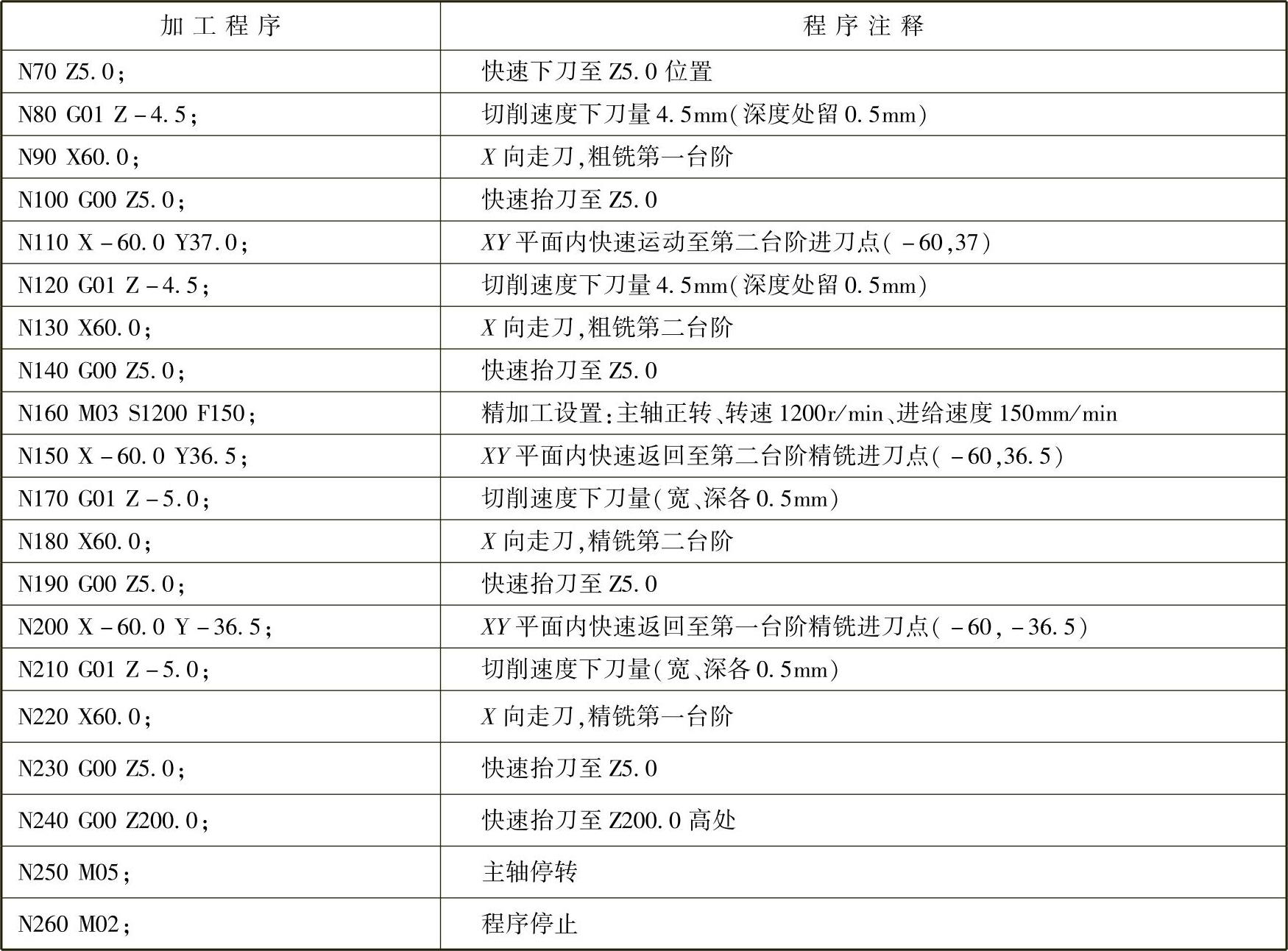
表1-8 T形块零件数控加工程序单
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。