



1.基本说明
802系列CNC的MCP功能类似,接口信号的地址基本相同,因此,其PLC程序设计方法类似。SIEMENS子程序库中的SBR38(MCP_NCK)是用于MCP控制的基本PLC程序,用户可直接或略加修改后使用。
在进行MCP控制程序设计需要注意以下几点。
1)由于通道控制信号中的进给倍率生效信号V32000006.7,以及CNC控制信号中的第1~5轴位置反馈生效信号V380∗0001.5、进给倍率生效信号V380∗0001.5等,已在PLC初始化子程序SBR32(PLC_INI)中处理,无需重复编程。
2)可直接通过MCP按键进行控制的功能,如CNC的操作方式AUTO、MDA、JOG、REF选择等,一般不应使用来自MDI/LCD软功能键的HMI输入信号。
3)对于MCP没有设置相应操作键的操作方式转换禁止、M01生效、程序试运行、选择跳段、快速倍率生效等操作,需要使用来自MDI/LCD软功能键的HMI信号。
以下是在SBR38基础上编写的MCP控制子程序,该程序需要使用2字节标志寄存器MB105/MB106。子程序分为CNC基本控制、通道控制、INC(增量进给)控制、倍率调节4部分,说明如下。
2.CNC基本控制程序
生成CNC基本控制信号的典型PLC程序如图5.2-1所示。

图5.2-1 CNC基本控制程序
Network1可通过MCP按键和MDI/LCD软功能键选择CNC的基本操作方式。其中,CNC的AUTO、MDA、JOG、REF等基本操作方式选择信号V30000000.0(AUTO)、V30000000.1(MDA)、V30000000.2(JOG)、V30000001.2(REF)及CNC复位信号V30000000.7(RESET),在MCP上均有相应的按键,可直接使用MCP信号。CNC的操作方式转换禁止信号V30000000.4、示教(TEACH)操作方式选择信号V30000001.0,因MCP未布置对应的按键,需要用MDI/LCD软功能键的HMI信号控制。
程序对CNC操作方式选择信号JOG、REF,进行了如下处理。
1)REF方式选择。一般而言,绝大多数CNC(包括802)的手动回参考点操作需要在手动进给操作方式JOG选择后才能生效。因此,操作MCP REF按键时,其输入信号V1000 0001.0应将CNC的JOG方式选择信号V30000000.2和REF方式选择信号V30000001.2同时置1。
2)INC操作方式。802的MCP较简单,它没有设计用于增量进给距离选择的INC×1、INC×10、INC×100、INC×1000等按键,因此,增量进给距离的选择一般需要通过INC按键的重复操作,通过改变MB106的值进行变换(程序见后述)。为了便于操作,Network1可在选择JOG、REF操作时(V30000000.2=1),复位INC进给距离控制寄存器MB106,使增量进给距离成为INC×1。
3.CNC通道控制程序
典型的通道基本控制信号生成程序如图5.2-2所示。
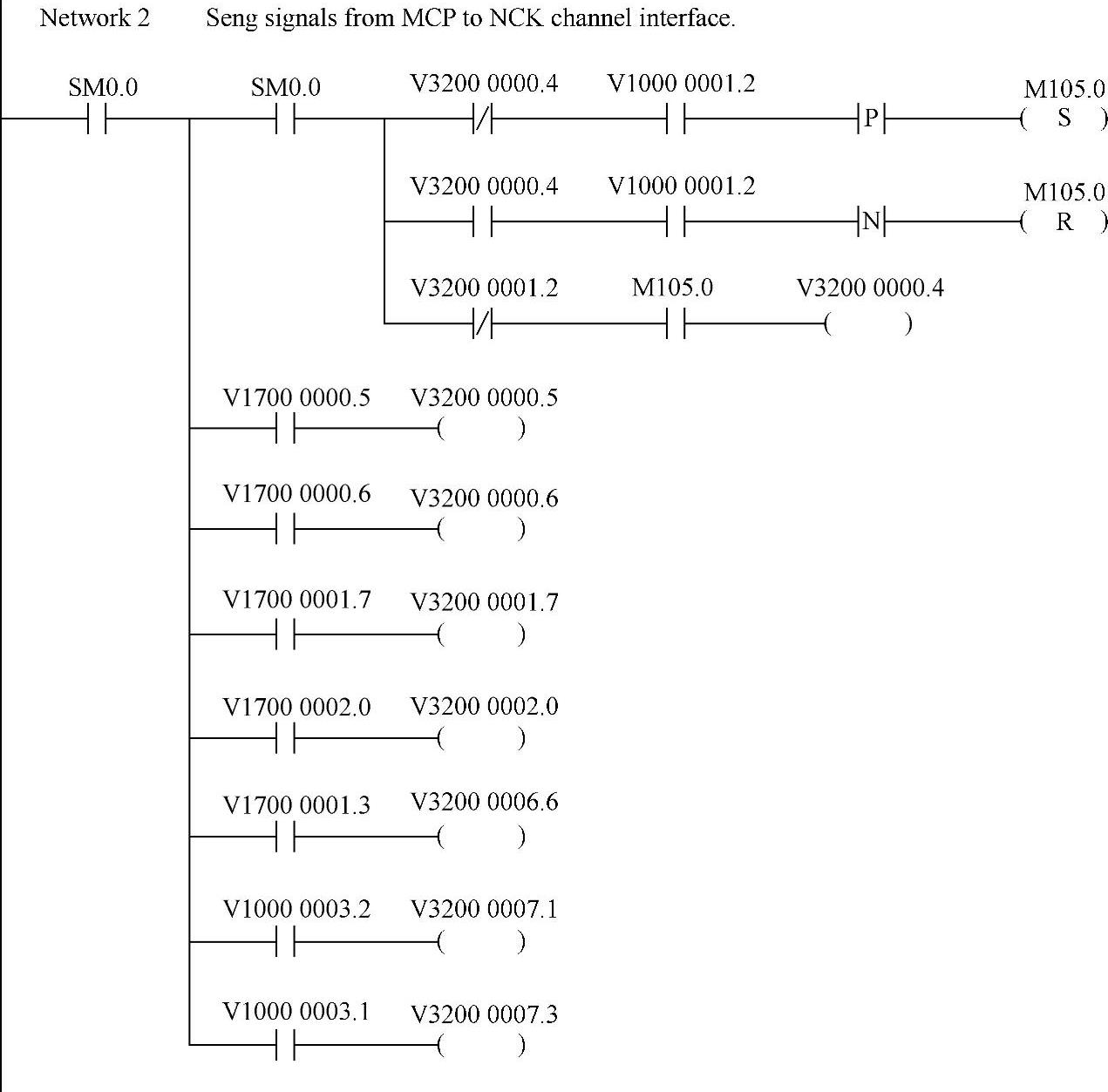
图5.2-2 通道基本控制程序
Network2主要用于CNC加工程序的运行控制,作用如下。
1)单段运行控制。CNC加工程序单段运行时,控制信号V32000000.4应保持为1,由于MCP的按键均为自复位按键,为此,程序中的信号V32000000.4采用了输入V1000 0001.2控制的交替通断典型程序,它可通过单段键的重复操作,使V32000000.4交替通断。交替通断程序的说明可参见2.2节,为了方便程序阅读,该程序块增加了状态恒为1的前置触点SM0.0。(https://www.xing528.com)
2)其他运行控制。802系列CNC的MCP未设计程序试运行、程序测试、跳过选择程序段、快进倍率生效等程序运行控制键,因此,通道控制信号中的V32000000.6(试运行)、V32000001.7(程序测试)、V32000002.0(选择跳段)、V32000006.6(快速倍率生效)等,需要由HMI信号进行控制。一般而言,MDI/LCD软功能键一旦被选择,HMI信号的状态可保持,故无需使用交替控制程序。
3)程序启动/停止控制。在SIEMENS公司的CNC上,加工程序的循环启动(C.START)和进给保持(F.HOLD)一般称NC启动(NC.START)和NC停止(NC.STOP),因此,通道的加工程序启动和停止控制信号V32000007.1(NC START)、V32000007.3(NC STOP),可通过MCP的NC START、NC STOP按键输入信号V1000 0003.2、V10000003.1进行控制。
4.增量进给控制程序
802系列CNC的MCP没有用于增量进给距离选择的INC×1、INC×10、INC×100、INC×1000的按键和开关,为此,可通过图5.2-3所示的程序,利用INC键的重复操作实现增量进给距离INC×1、INC×10、INC×100、INC×1000的变换。
程序中的Network3用于增量进给状态信号的生成,程序可通过移位指令SHL_B对状态寄存器MB106的移位控制,在M106.0~M106.5上生成与增量进给INC×1、INC×10、INC×100、INC×1000、连续点动(即JOG)操作相对应的状态位。
在CNC开机或选择了JOG、REF操作后,MB106将成为初始状态0。此时,如按MCP的增量进给操作选择键INC,其输入信号V10000000.6的上升沿将使M106.0置位,对应的增量进给距离选择为INC×1。在此基础上,如继续按INC键,则每次操作INC键,都可通过V10000000.6的上升沿使MB106左移1位,MB106的状态依次成为00000010、0000 0100……
当MB106左移到达00100000(M106.5=1)、连续点动(即JOG)被选择时,如再按INC键,则可通过V10000000.6的上升沿直接复位M106.5,并将M106.0置位,使增量进给距离选择恢复成INC×1方式。
程序中的Network4用于增量进给控制信号输出。在802等CNC上,增量距离选择信号INC×1、INC×10、INC×100、INC×1000、连续点动,不仅需要输出到通道所属的第1~3轴接口信号VB32001001、VB32001005、VB32001009上,而且还需要根据CNC的实际坐标轴配置,同时输出到CNC轴控制信号的第1~4进给轴接口信号VB38000005(第1轴)、VB38010005(第2轴)、VB38020005(第3轴)、VB38030005或VB38040005(第4轴)上。
例如,对于3轴控制的机床,当M106.0=1时,通道控制的第1~3轴INC×1信号V32001001.0、V32001005.0、VB32001009.0,以及CNC轴控制信号中的第1~3进给轴INC×1信号V38000005.0、V38010005.0、VB38020005.0需要同时输出1。
5.倍率调节程序
采用分离型MCP的3轴铣床进给和主轴倍率调节程序如图5.2-4所示。
802系列CNC的分离型MCP一般都安装有进给倍率调节开关,进给倍率调节开关既可用于通道的加工程序运行控制,也可同时用于CNC的进给轴控制。因此,信号不仅需要作为通道进给倍率控制信号VB32000004输出,而且还需要根据CNC的坐标轴配置,将其输出到CNC轴控制信号中的第1~3进给轴接口信号VB38000000(第1轴)、VB38010000(第2轴)、VB38020002(第3轴)上。

图5.2-3 增量进给信号生成程序
如果进给倍率调节采用的是5位格雷码开关,其输入信号可直接作为通道进给倍率调节信号VB32000004和轴进给倍率调节信号VB380∗0000输出。如通道控制信号中的快速倍率有效信号V32000006.6为1,该进给倍率调节开关还可同时用于快速倍率调节。此时,倍率调节信号应同时作为通道控制的快速倍率调节信号VB32000005输出。
进给倍率调节信号在MCP输入信号、通道和轴控制信号中均单独占1字节编程地址,因此,可直接使用指令MOV_B一次性输出倍率调节信号。因此,Net-work5直接通过移动指令MOV_B,将来自MCP的进给倍率输入信号V10000004.0~V10000004.4,一次性输出到通道进给倍率控制信号VB32000004、快速倍率调节信号VB32000005及轴控制信号VB38000000(第1轴)、VB38010000(第2轴)、VB3802 0002(第3轴)上。
采用分离型MCP的802S/C/D一般安装有主轴倍率调节开关,如主轴倍率调节采用的是5位格雷码开关,其输入信号也可直接作为轴控制信号中的主轴倍率信号(VB38032003)输出。
使用集成型MCP的802Se/Ce、802S base line/C base line无进给倍率和主轴倍率调节开关,此时,需要通过后述的倍率增/减控制程序,将其转换为格雷码后才能作为通道控制、CNC轴控制的进给或主轴倍率信号。
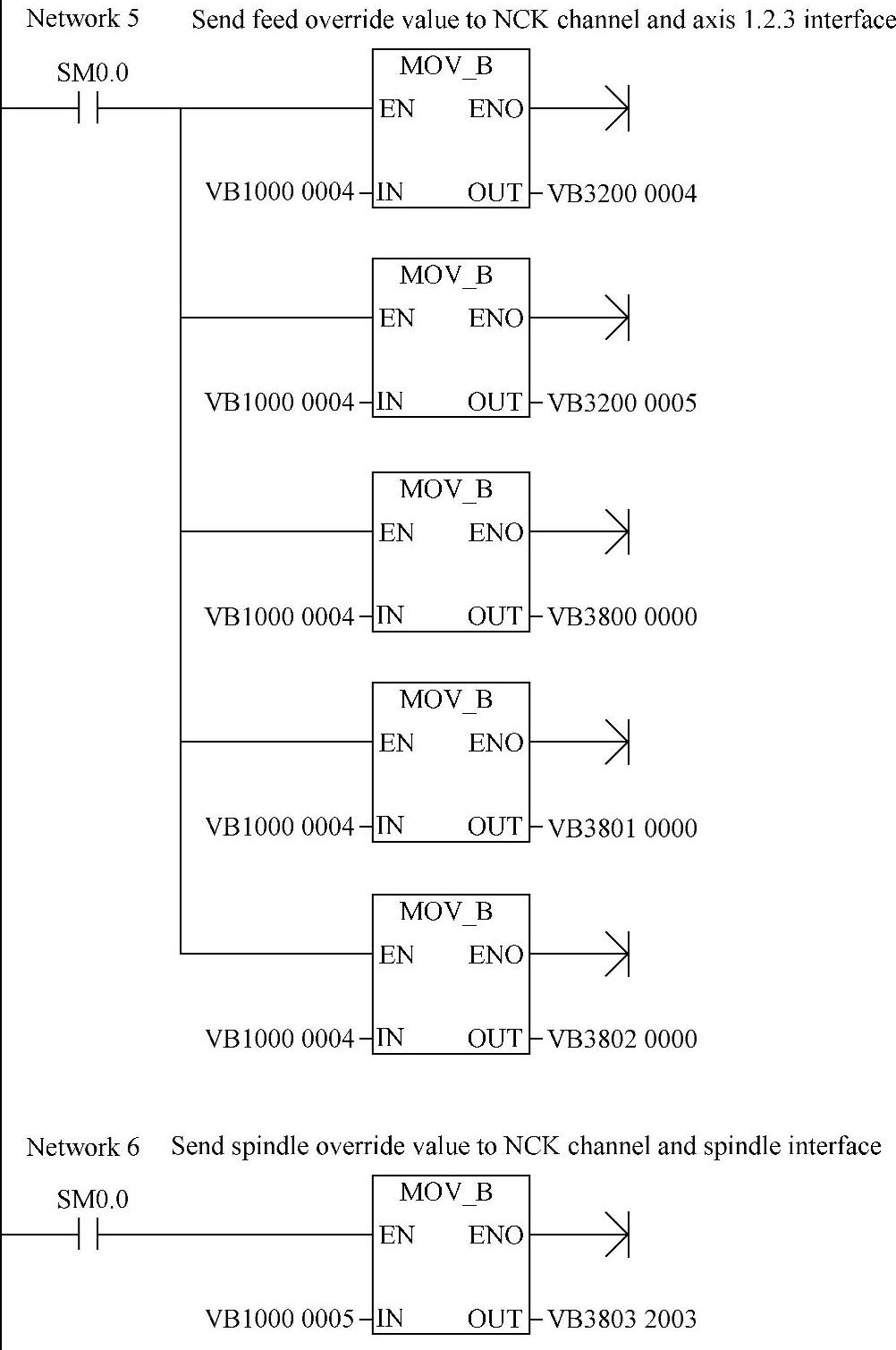
图5.2-4 倍率调节程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。