



1.结构特点
液压刀架的刀具容量大、换刀速度快、夹紧可靠、分度精度高,它是图8.2-1所示的中小规格普通全功能型数控车床所常用的自动换刀装置。液压刀架一般由专业生产厂家生产,数控机床生产厂家可直接选配通用型产品。通用液压刀架可安装的刀具数量一般为8~12把,刀架可双向回转、捷径选刀,其换刀速度较快。
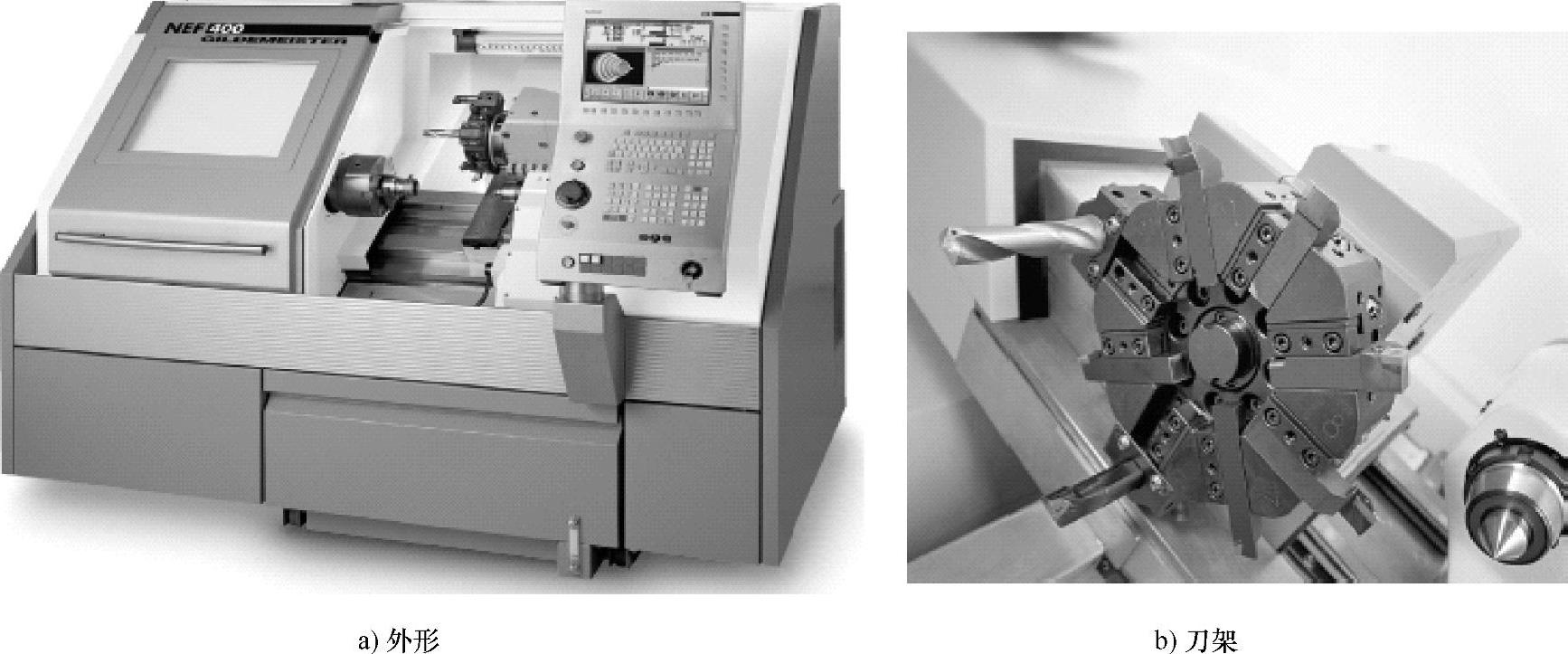
图8.2-1 中小型数控车床及刀架
通用液压刀架一般由刀架体、刀塔、刀塔松夹油缸和定位齿牙盘、刀塔回转油缸和分度机构等部件组成。刀塔的松夹和准确定位利用松/夹油缸和精密齿牙盘实现;刀塔的回转分度利用普通感应电动机驱动的蜗杆凸轮间隙分度机构,或者液压回转油缸驱动的共轭凸轮间隙分度机构实现;刀塔回转定位一般不需要有预减速和粗定位动作。
有关蜗杆凸轮分度、共轭凸轮的液压刀架结构和原理,可参见本书作者编写的《现代数控机床设计典例》一书。通用液压刀架的换刀过程如下。
1)刀塔抬起。刀塔抬起一般均通过液压控制的松/夹油缸实现。刀塔抬起后,刀架定位齿牙盘脱开,松开检测开关发信,此时,刀塔可在电动机或液压回转油缸的驱动下进行双向回转选刀。
2)回转选刀。刀塔的回转选刀通过普通感应电动机驱动的蜗杆凸轮分度机构,或者液压回转油缸驱动的共轭凸轮分度机构实现。凸轮回转360°,刀塔可转过一个刀位。蜗杆凸轮分度和共轭凸轮分度都是一种间隙运动机构,它们可通过凸轮曲线的设计,保证刀塔每转一个刀位,都有加速、快速回转、减速、到位停顿4个过程。刀塔可利用分度到位时的运动停顿,保证其不会因电动机或液压油缸停止位置偏差而出现的定位点偏移,因此,刀塔分度一般不需要有减速粗定位动作。
3)刀塔夹紧。刀塔夹紧同样通过液压松/夹油缸实现。刀塔分度回转到位后,可通过松/夹油缸,实现落下和夹紧动作,使准确定位的齿牙盘啮合并夹紧,刀塔被精确定位。
2.PLC程序设计要求
SIEMENS子程序库和模板程序未提供完整的数控车床液压刀架控制程序,因此,使用此类刀架时,需要用户自行设计和补充PLC程序。
通常而言,液压刀架一般有刀塔落下夹紧(Tcl)、刀塔抬起松开(Tuc)、刀位计数(Tcon)3个位置检测信号(PLC输入),部分刀架可能还安装有1号刀位检测的参考点开关。刀位计数开关用于实际刀位的计算,开关一般安装在凸轮的驱动轴上,刀塔每转个一个刀位,检测开关输出1个计数脉冲;参考点开关用于1号刀位的检测,信号可用于刀位计数器的初始值设定,以替代机床调试时的实际刀位预置操作。
液压刀架的控制信号(PLC输出)一般有刀塔正转(TL+)、刀塔反转(TL-)、刀架松开(Tuc)、刀塔夹紧(Tcl)等。TL+/TL-用于刀塔分度电动机或油缸的双向回转控制,进行捷径选刀;Tuc/Tcl用于刀塔抬起/落下电磁阀控制,以实现刀塔的夹紧和松开。
根据通用液压刀架的结构特点和802S/C/D的辅助机能指令执行要求,可得到配套此类刀架的中小型普通全功能型数控车床的换刀控制要求,如图8.2-2所示。(https://www.xing528.com)
为了增加程序通用性,设计PLC程序时可使用部分电动刀架控制用的CNC用户数据和标志寄存器。后述典型程序所涉及的信号及功能如表8.2-1所示,表中带阴影的信号功能与电动刀架控制程序有所不同。
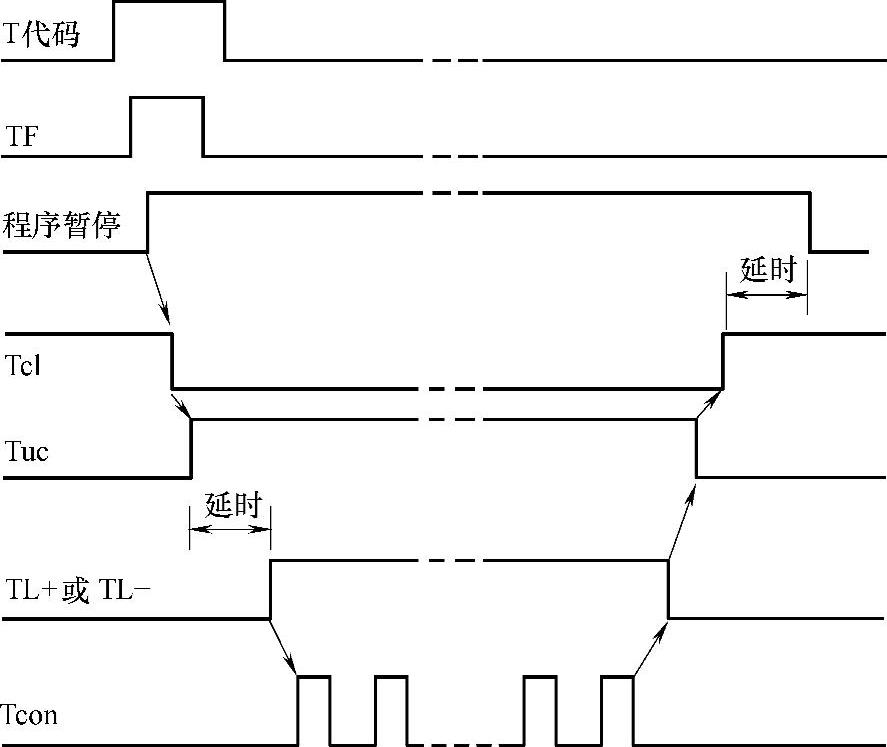
图8.2-2 通用液压刀架的换刀要求
表8.2-1 液压刀架控制信号一览表

(续)

3.换刀子程序及功能
通用液压刀架的PLC控制程序一般可分为刀位计数、捷径选择和换刀控制3部分。其中,刀位计数、捷径选择程序也可用于加工中心的自动换刀控制,因此,一般以独立子程序的形式进行编程。
1)刀位计数。SIEMENS子程序库未提供用于液压刀架刀位计数的子程序,该子程序需要用户自行设计。本节后述的子程序SBR20是用于数控车床液压刀架、加工中心刀库刀位计数的通用程序,该子程序可通过刀位计数开关的计数计算和生成刀架、刀库的实际刀位信号,并将计算结果保存在具有断电记忆功能的PLC公共变量VD14000056上。
子程序SBR20为刀架和刀库计数通用程序,安装或不安装参考点检测开关的刀架、刀库均可使用。为了使机械位置和刀位检测信号统一,在无参考点开关的刀架和刀库上,可以在机床首次调试或机械调整后,通过特定的M代码(示例中为M96)和指定的CNC用户数据(示例中为MD14510[0]),将CNC用户数据所设定的刀位直接写入到公共变量VD1400 0056上,从而完成刀位预置操作。在安装有参考点检测开关的刀架和刀库上,则可通过参考点信号,使机械位置和刀位检测信号统一。
2)捷径选择。SIEMENS子程序库提供了用于刀架和刀库回转捷径选择的子程序SBR48(TOOL_DIR),该子程序既可用于连续回转的高速刀架和刀库的减速位置计算,也可用于不需要预减速的通用液压刀架和刀库的捷径回转方向选择。SBR48用于通用液压刀架控制时,只需要使用其转向输出信号,判断捷径回转方向。
3)换刀控制。SIEMENS子程序库未提供用于液压刀架换刀控制的子程序,该子程序需要用户自行设计。本节后述的子程序SBR21是用于数控车床液压刀架换刀控制的通用子程序,它可通过CNC的T代码指令,直接控制刀架的抬起(松开)、回转、到位判别、落下(夹紧)等自动换刀动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。