



【摘要】:很明显,搬运站有三个自由度,实际上是一个三自由度坐标式的机械手。当搬运站的PLC获得上料检测站的工件已经到位的信息,而且此时上料检测站处于空闲状态时。图11-13 搬运站外形图1—箱式底座2—支架3—回转气缸4—导杆气缸5—普通气缸6—手指气缸搬运站的气动原理图如图11-14所示。图11-14 搬运站气动原理图
【例11-4】搬运站的外形如图11-13所示,搬运站的下部是箱式底座,一方面起支撑作用,另一方面底座的箱子可作为控制柜,控制系统的PLC和电器元件都安装在内部;支架是铝合金型材,起支撑作用,主要用于固定回转气缸和导杆气缸,回转气缸可在0°~180°范围内旋转,其输出转轴和导杆气缸相连,带动导杆气缸旋转;导杆气缸与普通气缸相比较,多了一个导向机构,以防止气缸活塞转动;手指气缸的作用是在搬运过程中起夹紧物体和释放物体的作用。很明显,搬运站有三个自由度,实际上是一个三自由度坐标式的机械手。
搬运站的功能就是将工件从上料检测站搬至加工站。当搬运站的PLC获得上料检测站的工件已经到位的信息,而且此时上料检测站处于空闲状态时。其控制过程如下:
控制系统先控制普通气缸上升到极限位置→导杆气缸缩回到极限位置→回转气缸旋转到左极限位置(以上的动作过程实际是系统回到原始位置)→导杆气缸升出到极限位置→普通气缸下行到下极限位置→手指气缸夹持物体→普通气缸上行到上极限位置→导杆气缸缩回→回转气缸旋转到右极限位置→导杆气缸伸出到极限位置→普通气缸下行到下极限位置→手指气缸释放物体,完成物体的搬运工作,一个工作循环完成。
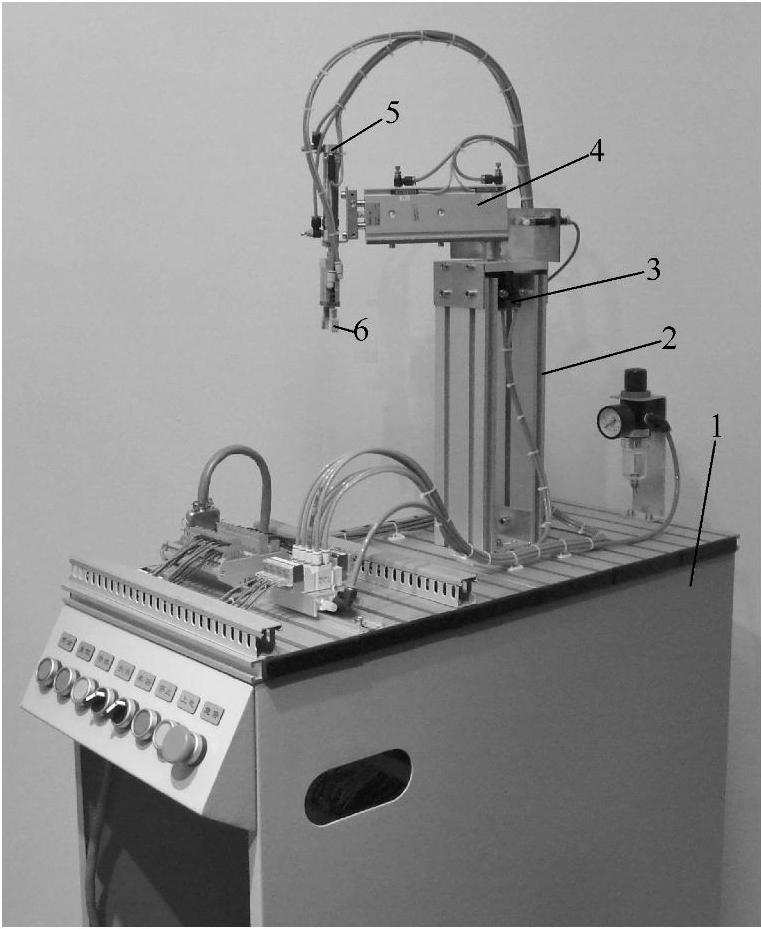
图11-13 搬运站外形图(https://www.xing528.com)
1—箱式底座2—支架3—回转气缸4—导杆气缸5—普通气缸6—手指气缸
搬运站的气动原理图如图11-14所示。
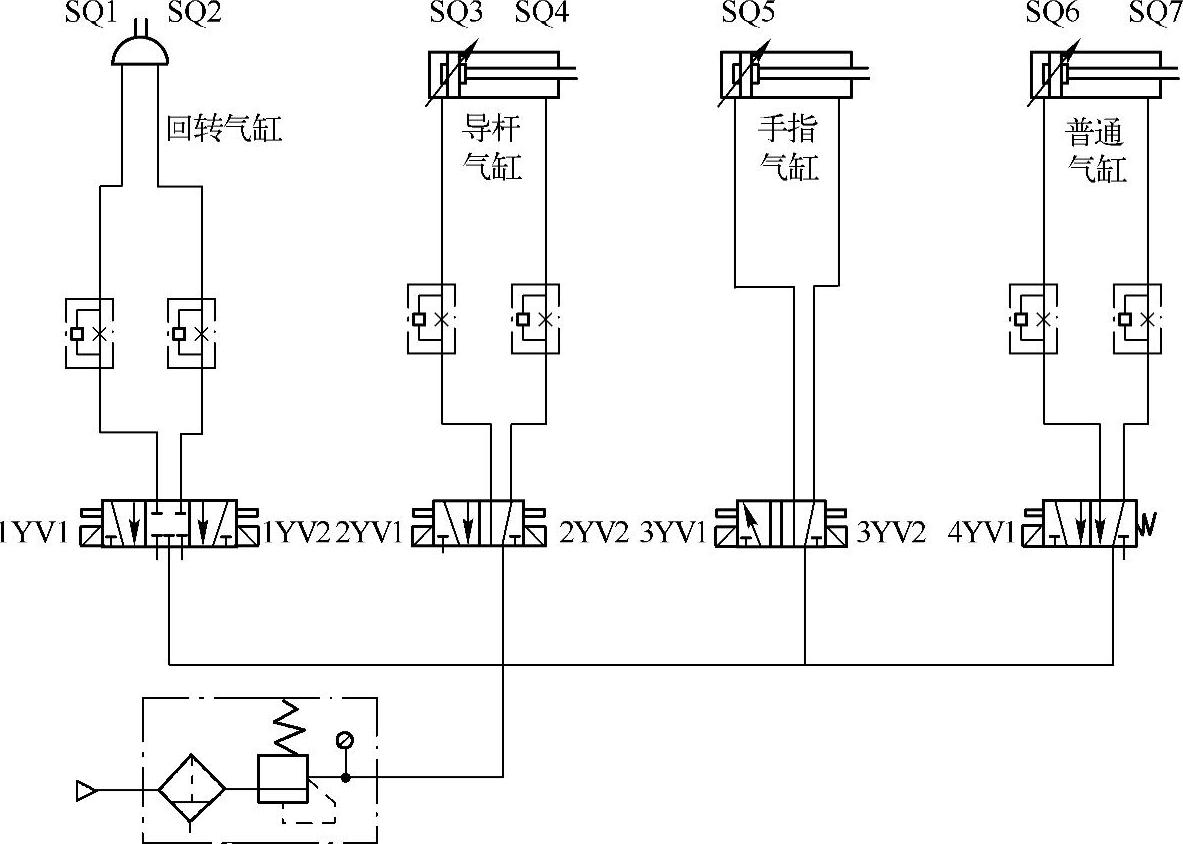
图11-14 搬运站气动原理图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。