



根据设备使用要求,对该设备的液压系统进行技术装备改造,运用液压集成技术、可编程序控制器与节能设计等现代设计方法,采用液压技术与电气技术相结合的策略,实现了压装机快进与工进的自动转换和快回。研制的压装机液压系统原理图如图3-53所示,有以下特点:
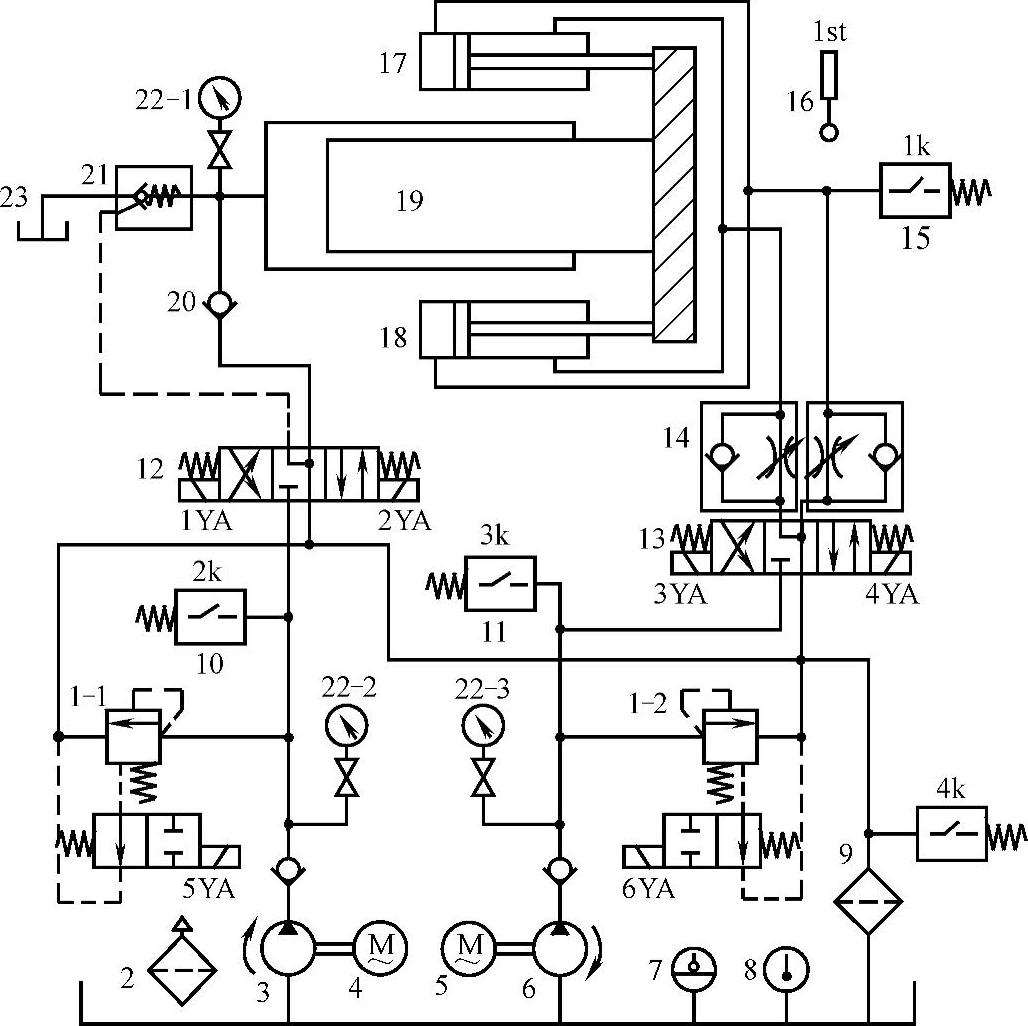
图3-53 改造后的压装机液压系统图
1—电磁溢流阀 2—空气过滤器 3—柱塞泵 4、5—电动机 6—叶片泵 7—液位计 8—温度计 9—回油过滤器 10、11、15—压力继电器 12、13—换向阀 14—单向调速阀 16—行程开关 17、18—活塞缸(辅助缸) 19—柱塞缸(主缸) 20—单向阀 21—充液阀 22—压力表 23—油箱
1.采用充液阀实现系统的快进和快退
柱塞缸的一端安装充液阀,与油箱相连。当柱塞缸需要快进时,辅助缸带动柱塞缸快速运动,由于柱塞缸和油箱之间有压差,充液阀开启,由油箱向充液阀充油,实现柱塞缸的快进。加工完毕之后,柱塞泵提供压力油将充液阀打开,柱塞缸直接和油箱接通,辅助缸带动柱塞缸快速返回,这样就大大缩短了加工周期。此外,充液阀带有预卸荷阀,具有消除冲击的作用。
2.可靠的保压功能
采用Y型中位机能的换向阀加上单向阀,减少系统的泄漏,确保了柱塞缸的保压功能。单向阀的泄漏量特别小,可以保证系统的泄漏非常低,系统压力的衰减率很小,系统的保压稳定。(https://www.xing528.com)
3.节能设计
系统选用了常开式电磁溢流阀,在起动状态,如果系统不工作,将处于卸载状态,液压泵排出的油液直接流回油箱,达到了节能的目的。只有系统工作时,电磁溢流阀关闭,在设定的压力下,液压泵向系统供油。
此外,泵站进行了封闭设计,油箱处于封闭状态,避免了油液的污染。压力调节装置进行锁定,避免因为误操作而引起系统无法工作。
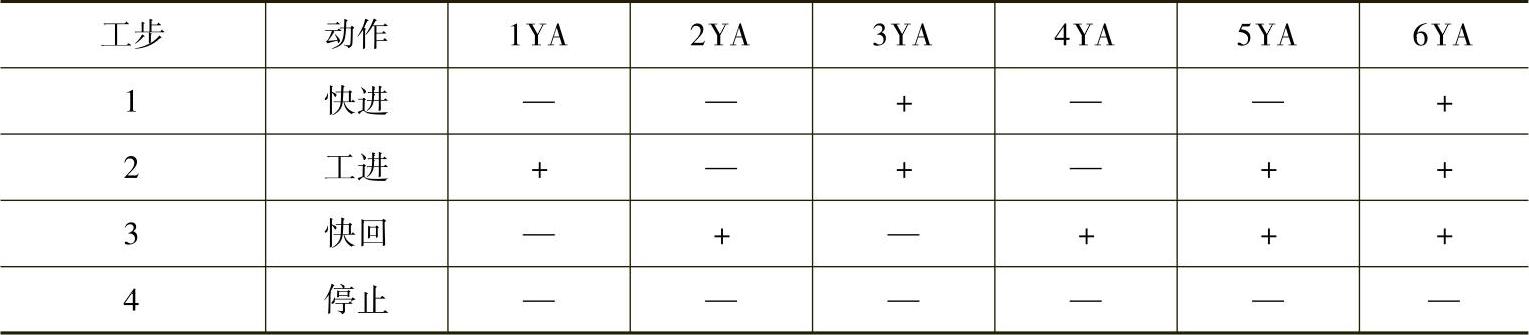
压装机的一个主缸为柱塞缸,两个辅助缸为活塞缸,改造后液压系统电磁铁动作顺序表见表3-9。
表3-9 电磁铁动作顺序表
在对压装机液压系统的设计缺陷与故障现象进行分析的基础上,对压装机液压系统进行了工业自动化改造,降低了能耗并缩短了工作周期。而且,还针对调试中出现的问题和故障,通过系统与元件的原理分析,找出了发生故障的原因,并加以解决,实践证明改造很成功。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。