



【摘要】:针对以上情况,进行了原因分析和调试并收到良好效果。图5-21 磨床静压导轨示意图经仔细观察,初步确定振动是由静压导轨副中的油膜振荡所致。为排除故障,对静压导轨供油部分进行检查,发现在平导轨一侧,原设计用来产生静压导轨油腔压差,以提高油膜刚度的小孔节流型阻尼螺钉漏装,补装上后继续试车,振动消除。
MQ1350A外圆磨床适用于批量生产零件的精加工。为提高生产率,当快进转工进时,该磨床设计有砂轮架快速进给自动切入磨削功能,快速进给液压系统的重复定位精度为0.02mm。该磨床使用不久即出现以下故障:
1)砂轮架快速进给爬行。
2)重复定位精度超差高达0.1~0.2mm。
3)手动进给反向空行程值高达0.5mm。
上述故障的发生均无规律,并且多次出现造成产品报废。针对以上情况,进行了原因分析和调试并收到良好效果。这种类型故障在该类型机床中比较常见,调试情况如下。
根据该机床进给系统滑动副是静压导轨这一特点(图5-21),首先确定爬行是静压导轨工作状态不良所致,经初步检查发现,在平导轨一侧的小孔节流阻尼螺钉由于制造厂装配质量问题已把油路堵死,使该侧导轨没有润滑油供给,而V形导轨的静压润滑供油正常,两条导轨摩擦力相差悬殊,所以产生爬行。(https://www.xing528.com)
在排除上述故障后对砂轮架外部进行检查,没有找到引起重复定位误差和反向空行程超差的原因。同时在进一步试车时发现,当两侧导轨润滑油畅通后,砂轮架在进给时却产生振动。
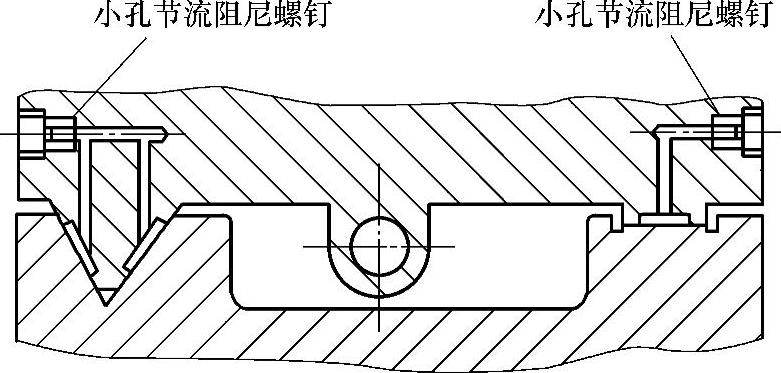
图5-21 磨床静压导轨示意图
经仔细观察,初步确定振动是由静压导轨副中的油膜振荡所致。从理论上分析,可将导轨副中的油膜看成一个弹性元件,在动态过程中由于系统在起动时自身的干扰,形成了自激振荡,其振型可简化为二阶阻尼简谐振动,它随时间增长逐渐趋于平稳。为排除故障,对静压导轨供油部分进行检查,发现在平导轨一侧,原设计用来产生静压导轨油腔压差,以提高油膜刚度的小孔节流型阻尼螺钉漏装(螺钉阻尼孔直径为0.5mm),补装上后继续试车,振动消除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。