



1.施工说明
1)焊制管道采用与钢管材质相应的焊条,除特别注明外焊缝高度等于被焊件最小厚度。管壁厚度大于5mm时,焊接前需开坡口。
2)管道先分段焊制好,安装时进行组装。组装方法可采用焊接或法兰连接,优先采用后一种方法,法兰结合处应注意与其他零件的法兰孔眼配合。
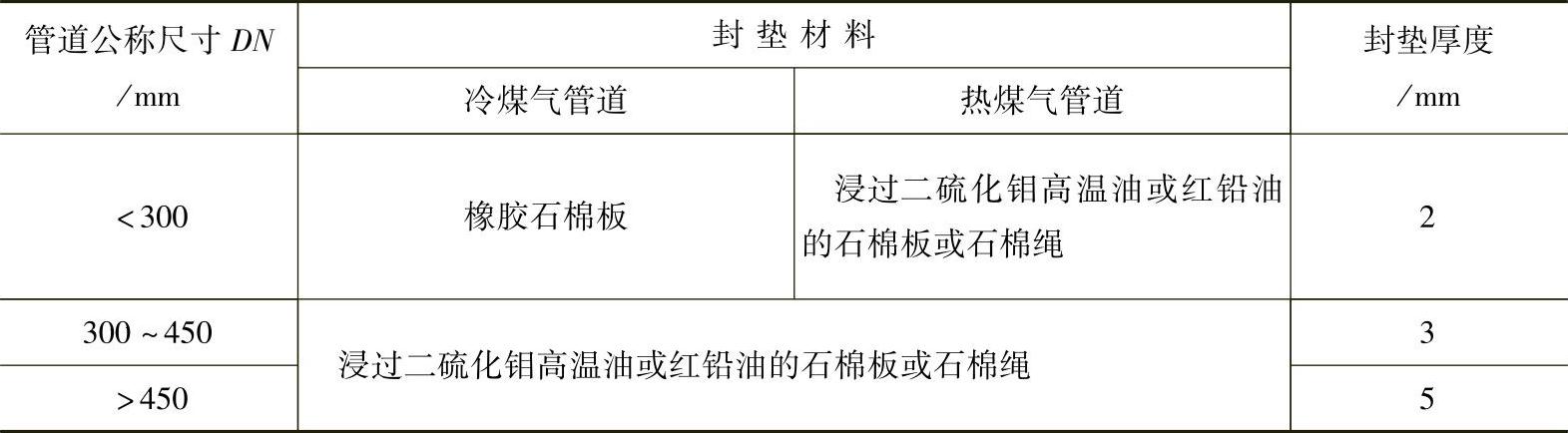
3)法兰接合面所用封垫材料及其厚度按表8-9选用。
表8-9 法兰接合面封垫材料及厚度
4)管螺纹接头处用聚四氟乙烯生料带密封,煤气温度大于250℃时用浸过二硫化钼高温油或红铅油的麻丝密封。
5)焊制管道时要随时检查焊缝质量,保证焊缝连续、规整,不夹带焊渣。
6)冷煤气管道安装检验合格后,管道表面要进行除锈并涂以规定颜色的调和漆;热煤气管道安装检验合格后,先对管道表面进行除锈并涂以防锈底漆,然后铺设隔热层(图8-17)。(https://www.xing528.com)
2.检验说明
1)煤气管道安装完毕后必须用压缩空气将管内杂物清除干净,煤气阀门如认为不合格时应在安装前单独作通过和外漏气密性试验,保证管道无内、外漏现象。
2)高、低压煤气管道均要作强度试验,用0.2MPa压缩空气通入管内,并用0.5kg锤子在距焊缝150mm处敲打,在焊缝上涂以肥皂水,如未发现焊缝有漏气现象即认为强度合格。
3)从炉前第二个闸阀开始处起至烧嘴前为止的整个煤气管道进行气密性试验。先在试验管段两端堵以盲板,并将管道内所有阀门打开,然后向管道内通入压缩空气。当管内工作压力小于或等于20kPa时,试验压力为40kPa,在0.5h内压力降低率Δp不超过1%即认为气密性合格;当管内工作压力为150kPa时,试验压力为200kPa,1h内压力降低率Δp(%)不超过1%即认为气密性合格。

式中T1、T2——检验开始与结束时管内煤气的热力学温度(K);
p1、p2——检验开始与结束时管内煤气的绝对压力(kPa)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。