



1.炉温tl
根据不同用途,室式干燥炉大致划分为下列几种炉温值:
铸铁用中、小型砂型干燥炉 tl=350~400℃。
铸铁用大型砂型干燥炉 tl=400~450℃。
铸钢用砂型干燥炉 tl=450~500℃。
砂芯干燥炉 tl=200~350℃。
轻质冒口干燥炉 tl=120~150℃。
2.烧嘴数量及布置
根据计算所得炉子最大燃料消耗量确定烧嘴能量或煤燃烧室炉排面积。烧嘴及燃烧室置于炉后燃气道端部。中小型干燥炉每侧燃气道可设置1~2只烧嘴;大型干燥炉可设置2~4只烧嘴;采用大气式烧嘴时,原则上每侧只设置一个烧嘴及其相应的混合气分配管。
3.炉子填充率
炉子填充率K的表示式为

对于砂型干燥炉K=15%~20%。
对于砂芯干燥炉K=10%~15%。
根据K值和砂型计算体积来确定或核算炉室容积。
在实际生产中,已知的是造型质量(砂箱或砂型质量之和),因此砂型计算体积(m3)(不计砂箱体积)可按式(12-61)计算

式中 i——砂箱(或放置砂芯的金属底板)与型砂质量之比:对于砂型i=0.4~0.45;对于砂芯i=0.45~0.5;
ρ——砂型或砂芯密度(kg/m3),ρ=1600~1700kg/m3,对于砂芯取较大值;
G——炉子装载量(t)。
4.炉内几何压力
产生炉内气体运动的几何压力按下述情况计算。
燃气道内燃烧生成气平均温度为1100~1200℃,出燃气道喷口燃烧生成气温度为800~900℃。
则燃气道内平均几何压力为
P1=H1g(1.2-ρ′y) (12-62)
炉内平均几何压力为

两式中 P1、P2——燃气道及炉内几何压力(Pa);
1.2——20℃时空气密度(kg/m3);
H1、H2——燃气道平均高度及炉室高度(m);
ρ′y——燃气道内燃烧生成气平均密度(kg/m3);
ρ″y——出燃气道喷口燃烧生成气温度与炉内烟气温度的平均温度值时的烟气密度(kg/m3);
g——重力加速度(m/s2),g=9.8m/s2。
总几何压力为Pj=P1+P2。(https://www.xing528.com)
为保证炉内实现气流循环,确定燃气道喷口速度时应考虑:约80%的总几何压力转变为燃烧生成气的喷出速度,约20%的总几何压力用以克服喷口阻力,则燃气道喷口速度vr(m/s)为

式中 ρy——燃气道喷口处燃烧生成气密度(kg/m3)。
5.炉内烟气流速
一般情况下炉内各部位标态下的烟气流速按表12-52数据采用。
表12-52 炉内烟气流速选用 (单位:m/s)
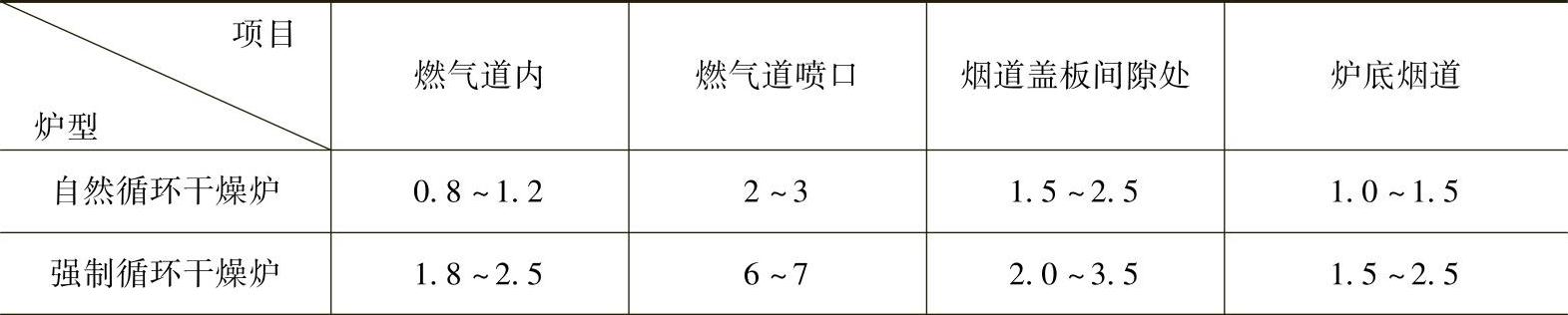
注:大型干燥炉燃气道喷口标态下速度取表内数据上限;小型干燥炉及煤炉取下限。
6.排烟阻力
计算排烟阻力时,设炉内零压线在炉室高度的中部,因而炉内烟道盖板烟气吸入口处应为负压,其数值等于1/2炉室高度处烟气的几何压力。由烟道盖板处开始至烟囱根部或至车间烟道接口处的排烟阻力包括:局部阻力、摩擦阻力、几何压力,计算方法见第10章。
7.离炉烟气量与离炉烟气温度
炉内排出的烟气成分包括:燃烧生成气、水蒸气及吸入炉内的冷空气。燃煤或燃油时,最大计算烟气量取燃烧生成气量的1.2~1.25倍。
离炉(炉子烟道闸门前)烟气温度一般按下列数据采用:
炉温450~500℃时,离炉烟气温度取250~300℃。
炉温250~350℃时,离炉烟气温度取100~200℃。
8.循环倍数与循环烟气量
干燥炉采用强制循环是用风机将炉内废烟气吸入燃气道,与燃烧生成气混合后再进入炉内。由于炉气量增大,循环倍数也因而增大。对均匀炉温、提高干燥质量有利,适用于大型干燥炉及350℃以下低温干燥炉。图12-140所示为干燥炉强制循环示意图。
炉气量Vy+Vx与燃烧生成气量Vy之比称为循环倍数m,即

式中 Vy——燃烧生成气量(m3/h);
Vx——循环吸入烟气量(m3/h)。
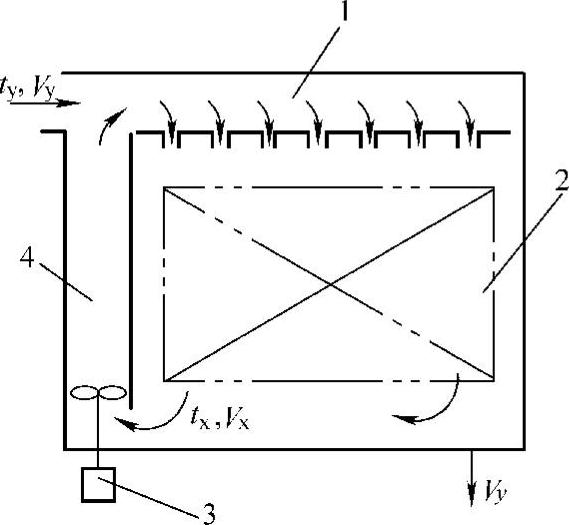
图12-140 干燥炉强制循环示意图
1—燃气道 2—干燥物料 3—风机 4—烟道
干燥炉的装载量越大,则循环倍数将降低。此外,循环倍数与炉子结构及干燥物料种类也有关。
循环吸入烟气量按式(12-66)计算

式中 Vy——燃烧生成气量(标态)(m3/h);
ty——混合前燃烧生成气温度(℃);
th——燃烧生成气与循环吸入烟气的混合温度,th=正常炉温+(150~200℃);
tx——混合前循环吸入的烟气温度,tx=正常炉温-(20~100℃)。
循环倍数与各温度之间的关系如式(12-67)。

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。