



【摘要】:1)数控车床自动加工操作,利用仿真模拟通过的程序,在自动加工模式下实现自动加工,加工过程中请严格按照以下步骤进行以保证安全。左手控制进给修调倍率,右手放在“REST”按钮边上,观察机床运动情况,如果有异常情况应及时按该按钮,如图4-35所示。
1)数控车床自动加工操作,利用仿真模拟通过的程序,在自动加工模式下实现自动加工,加工过程中请严格按照以下步骤进行以保证安全。在编辑模式下选择加工程序,并将光标移至程序头,程序待加工状态如图4-29所示。
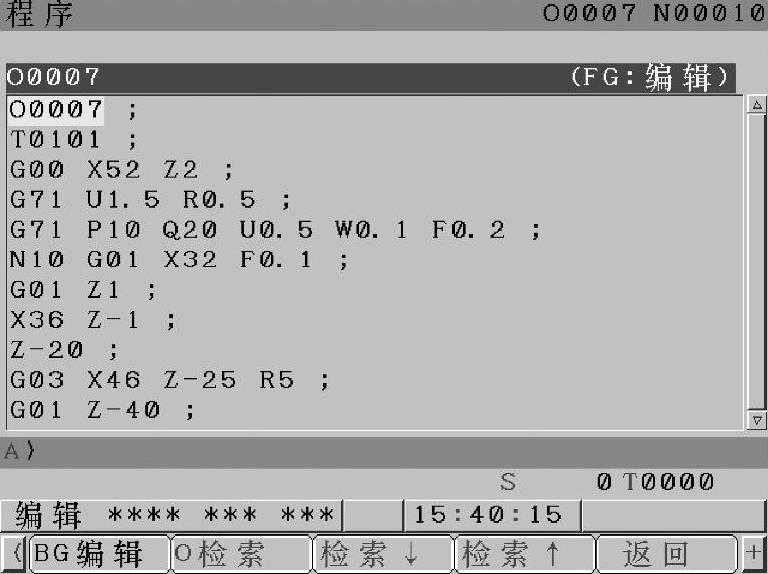
图4-29 程序待加工状态
2)为避免机床G00程序执行速度过快,可将快速移动倍率切换至25%的状态,如图4-30所示。
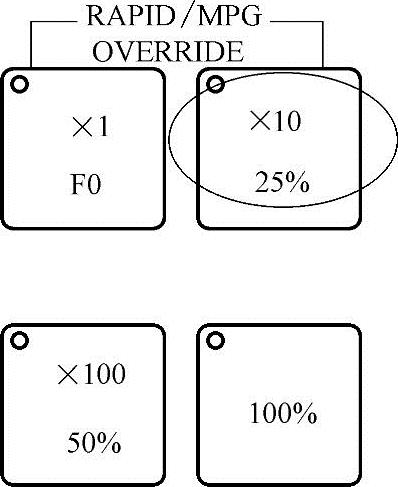
图4-30 快速移动倍率切换至25%的状态
3)将模式选择开关切换至自动加工模式,如图4-31所示。

图4-31 自动加工模式
4)打开单步执行开关,如图4-32所示。

图4-32 单步执行开关
5)将切削进给倍率切换至0%,如图4-33所示。(https://www.xing528.com)
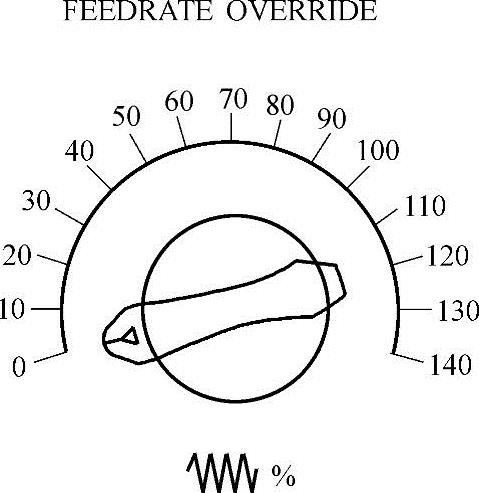
图4-33 进给切削倍率切换至0%
6)左手点按循环加工按钮,右手调整切削进给倍率按钮,如图4-34所示。
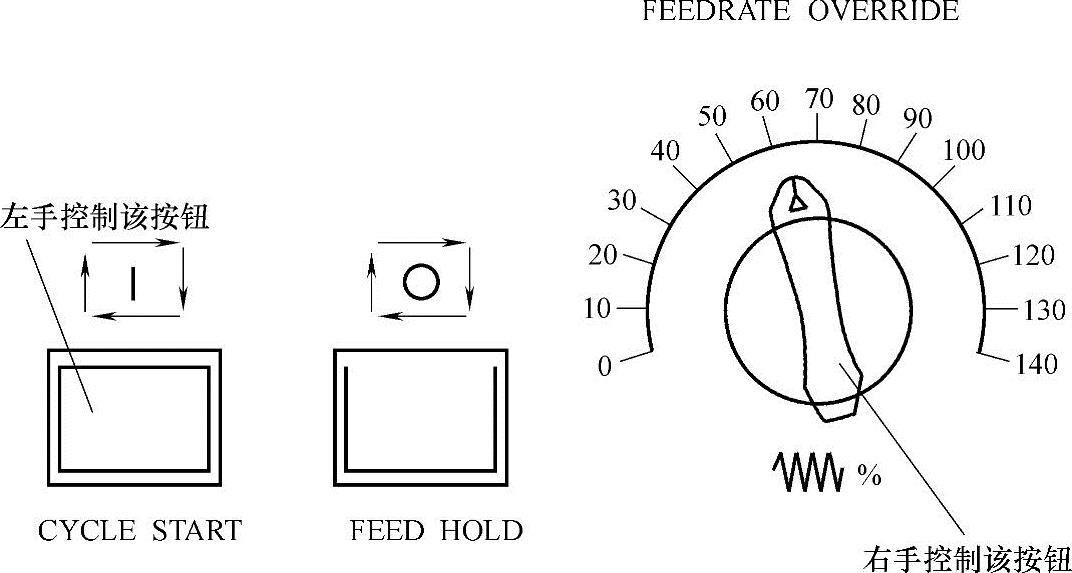
图4-34 开始切削时左右手分工
7)开始切削时,眼睛一边看机床的运动情况,一边观察数控系统CRT显示屏上的剩余坐标数值,如果移动情况正常则继续执行,如果判断有异常则应及时按“REST”按钮或急停按钮,使机床停止运动。
8)当机床安全移动至快速定位后且判断位置情况正常,表示该刀具对刀基本正确,可取消单步执行按钮。左手控制进给修调倍率,右手放在“REST”按钮边上,观察机床运动情况,如果有异常情况应及时按该按钮,如图4-35所示。
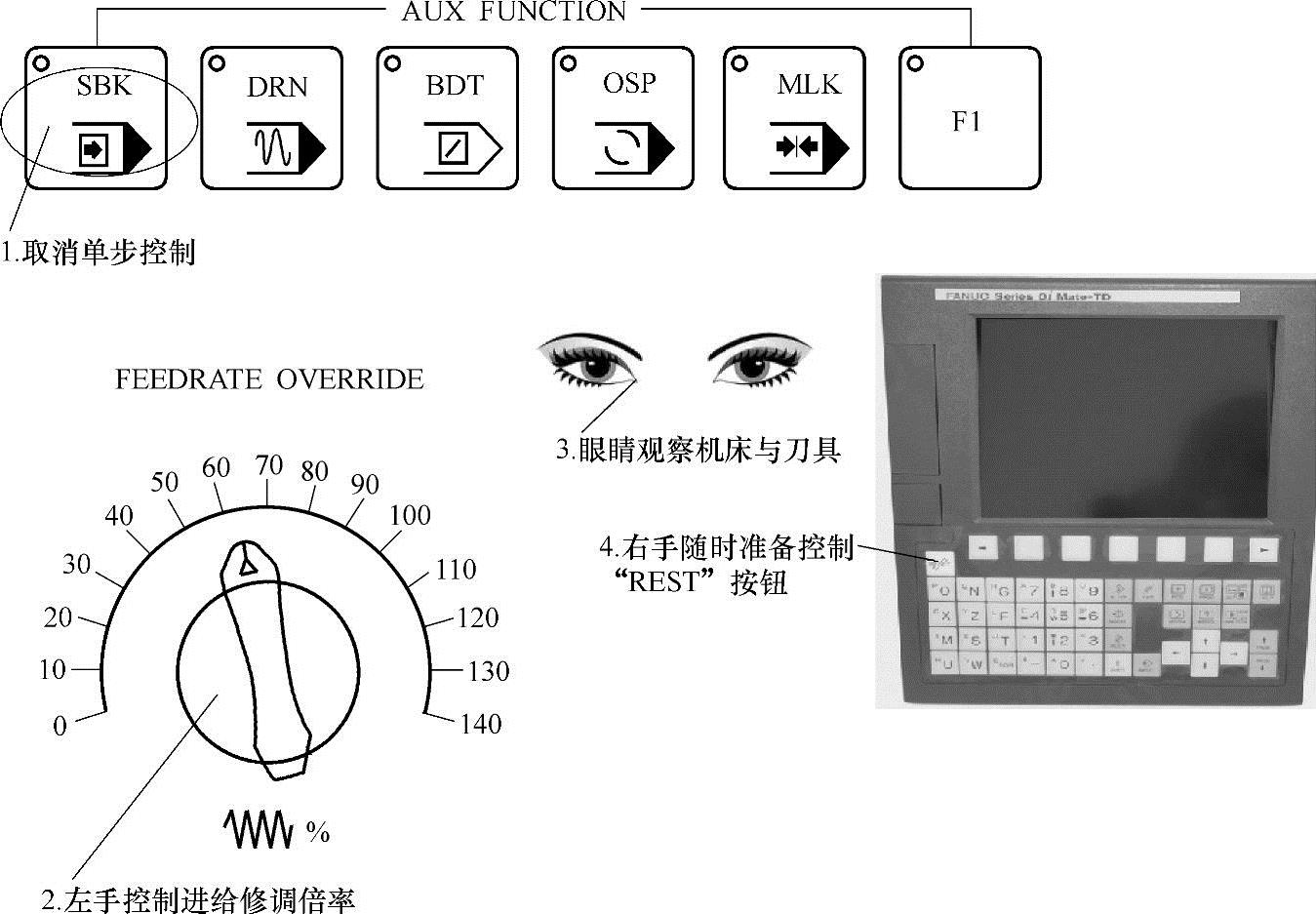
图4-35 切削过程中手眼分工
9)粗加工结束后,用量具测量工件尺寸,进行刀具偏置补偿。
10)精加工[步骤按4)~9)执行]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。