



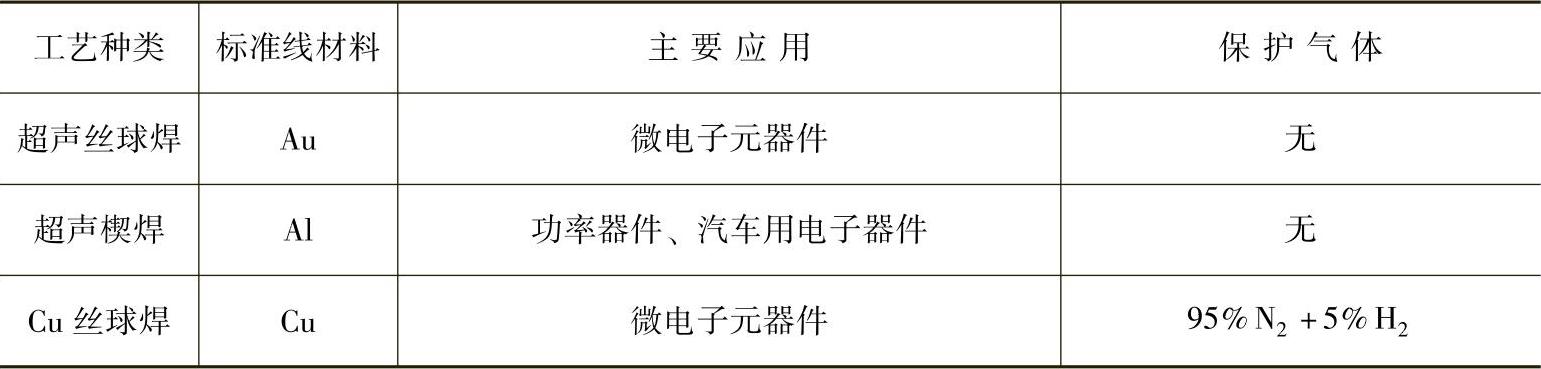
如今,大部分引线键合点生产都采用丝球焊技术。然而,由于应用场合的不同,所采用的丝球焊技术也有较大的差别,需要使用不同的金属丝材料和不同的焊盘金属化组合来实现键合。表8.1中列举了三种引线键合方法。它们常用的金属线材料为Au、Al和Cu,均具有良好导电性。能够用来键合的材料组合通常都是延展性较好的金属材料,如Au线经常键合在Al金属化层上,而Cu线则经常键合在Ag金属化层上。
表8.1 主要引线键合技术及材料
超声楔焊技术是超声引线键合技术最早的扩展应用[1]。该技术不需要在金属线(通常为Al线)末端形成金属球,金属线本身在楔形劈刀作用下直接横向键合在键合点上。除键合Au线外,楔焊工艺通常在室温下进行。图8.6所示为楔焊工艺过程示意图。楔焊工具一般被称为楔形劈刀,如图8.7所示,其材料一般为碳化钨。对于功率器件,需要采用500μm甚至更粗的丝线进行键合。
在球形凸点键合的制作工艺中,首先形成一个球焊点,然后利用劈刀将金属线在球颈位置上截断,取消随后的拉弧动作。该工艺可以重复进行并形成几个叠加的球形凸点,它可应用于倒装焊工艺中,作为倒装焊中所需的凸点。
超声楔焊的第二种应用就是在楔焊点上叠加一个球形凸点以提高楔焊点的键合强度。第三种应用场合就是在芯片焊盘上预置一个球形凸点,然后在基板上键合一个新的球焊点,将与之对应的楔焊点键合到芯片预置的球形凸点上。这种方法能获得一个非常低的线弧高度,且能保证金属线不接触芯片表面。
利用丝球焊方法制作凸点的工艺与热超声工艺的前三个步骤完全相同。当金属球与基板完成键合后,线夹关闭并截断丝线,在基板上留下键合好的球形凸点。但有时候,键合完成后,劈刀先抬高到焊点上方,然后通过水平方向的移动使丝线软化,以使丝线更容易被截断。图8.8所示为球形凸点SEM照片。(https://www.xing528.com)
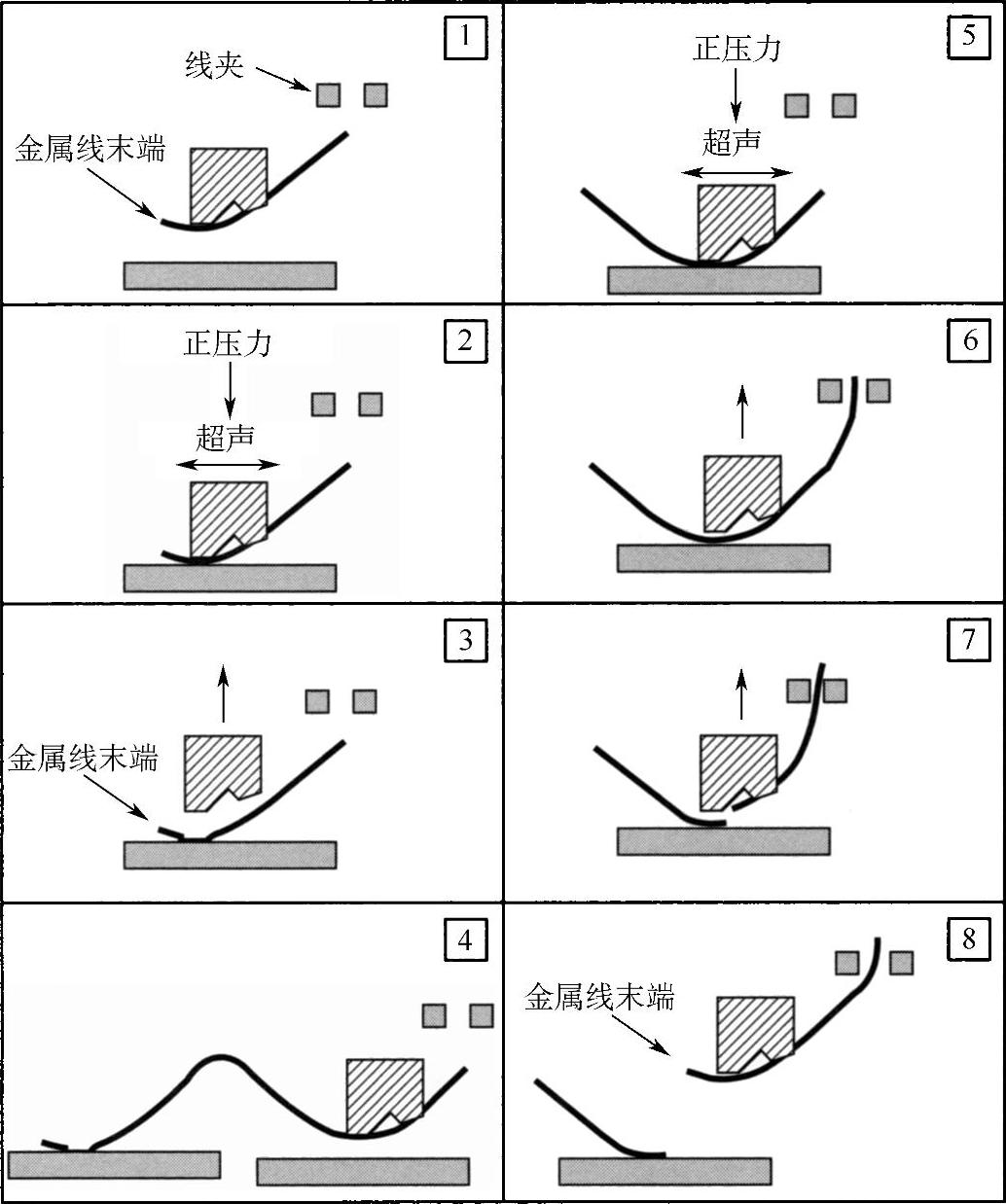
图8.6 楔焊键合过程示意图
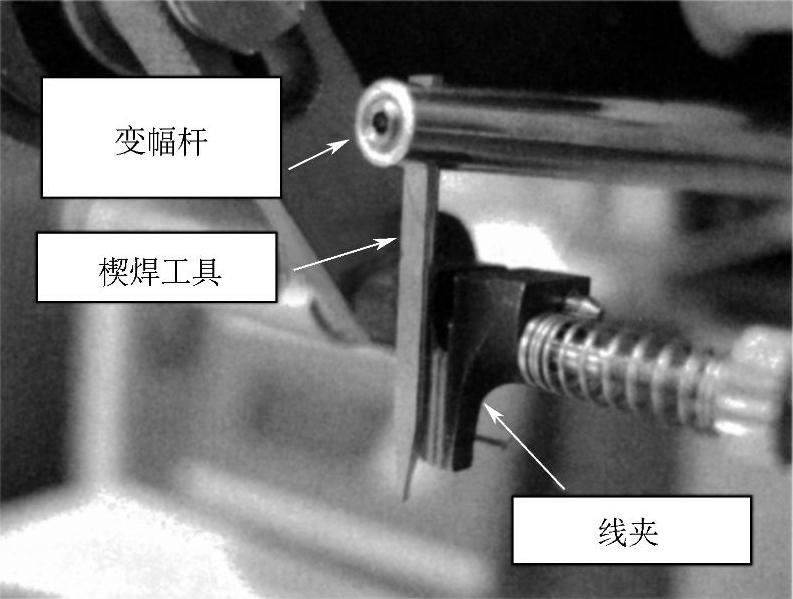
图8.7 楔焊键合工具光学照片
超声金属带键合方法与超声楔焊类似,只是所采用的键合材料由原来的金属线变为金属带,因此键合工具也有所不同。与金属丝相比,宽而薄的金属带进行键合可以获得一个较大的键合截面和键合接触面,键合过程中也需要更大的键合压力和更多的超声能量。因此,相同参数下金属丝相比金属带更容易获得高的可靠性。然而,在金属带键合工艺中,由于金属带和芯片之间的接触面积较大,能够承载更大的电流,因此该方法非常适用于功率器件的互连[5]。另外,与金属线相比,该键合点具有更高的周长-截面积比,因而也能够传输更高频率的信号。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。