



为了成功地将表面安装件组装到PCB基板上,必须对钎焊过程进行控制而不至于由于过快过多的施加热量而使引线或焊点过热。激光钎焊过程可以通过很多方法进行控制,最简单的方法是监控激光电流的反馈控制激光能量。实时操作系统可以准确地控制能量和时间曲线。系统装配有CCD照相机和高温计。CCD照相机能够在线视觉的监控工艺过程,而高温计能够在线对温度进行监控。但是,当采用高温计时,必须考虑下列因素:每种材料具有不同的反射率、观察角度影响温度的读取,不同引针和焊盘尺寸影响温度数值,因此在每个特殊应用中都需要对高温计进行标定。
红外辐照是一种无接触的工艺控制方法,这种方法利用激光软钎焊过程中温度改变导致的红外辐射改变,对激光能量和加热时间进行控制,从而实时的监测焊点质量。这种方法在激光软钎焊系统中配置红外检测器,通过红外检测器,实时测量焊点的温度变化。焊点形成通过测量钎焊过程中温度改变进行监测。采用这种方式,可以通过改变激光功率和加热时间对焊点的形成和质量进行实时的监测。一旦温度过高,激光输入立即通过开关被关闭,从而避免焊点或元件引线的烧毁。
图12.1所示为装有红外检测器的Nd∶YAG激光软钎焊系统示意图[24]。波长为1.06μm的YAG激光属于红外谱区人眼不可见激光。为了对激光的扫描路径进行编程,在YAG激光器上耦合了波长为0.63μm的可见激光,HeNe激光的光学路径与YAG激光相同,以便使YAG激光能够准确的跟踪可见激光的路径。CCD摄像头用来观察激光和待焊部位的对准,也用来对激光软钎焊过程的监测。激光输入功率通过可编程序计算机进行控制,并提供准确的激光能量输入。特殊设计的光镜具有多重功能,包括:①全部反射Nd∶YAG激光(波长1.06μm),然后将其聚焦在待焊部位;②将焊点由于温度上升产生的红外辐射信号(波长3~81μm)聚焦到红外检测器中;③彻底隔断Nd∶YAG激光在焊点表面的反射,以避免干扰温度检测。(https://www.xing528.com)
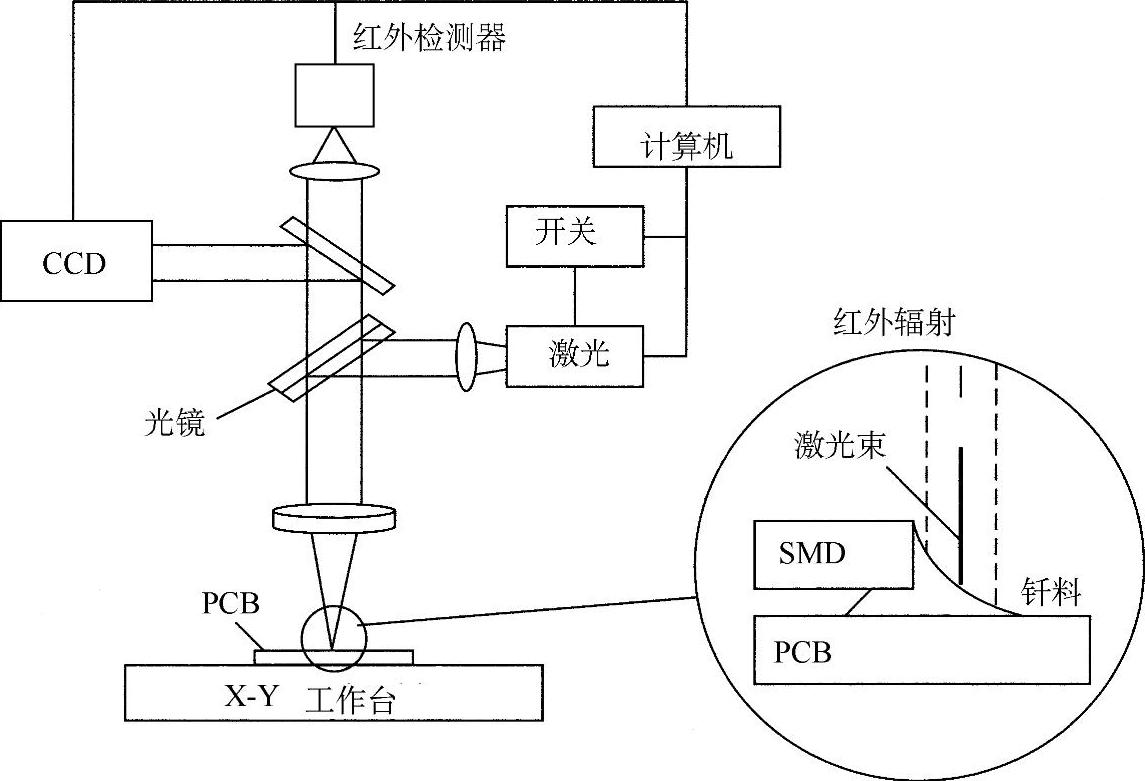
图12.1 采用红外检测器进行过程控制的Nd∶YAG激光软钎焊系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。