



经过大量的激光微焊接技术研究,我们已经非常清楚,一个理想的激光微焊接系统需要具备哪些特性。
显然,系统的核心部分是一束近衍射极限的激光及其光束传输系统,激光光斑直径应小于100μm(有时最低要到10μm)。要想有效地利用这一微小聚焦光斑,控制激光光斑和工件行走的运动系统定位精度就必须要高于光斑直径。运动控制系统需采用计算机控制,否则就只能进行激光点焊。此外,还需配备具有一定放大倍数的高质量视觉传感系统,配合工作台一起工作,否则很难甚至根本就不可能实现这一数量级微小尺度工件的可靠微连接。最后,可根据行走机构的运动速度来估算所需的平均激光功率,速度越快,所需的激光功率也越高。假设熔池为一个直径100μm的半球体区域(虽然在高速焊接时熔池会被拉长为水滴形),此时熔池的体积约为2×10-3mm3(半球体的体积为2πr3/3,r为半径)。熔化这些金属大约需要10J/mm3的热量。假设熔化效率为50%,激光吸收率为0.5,则所需的激光输出功率约为8mJ。若熔池移动速度为Xμm/s,则所需的激光功率可根据移动时间算出,用8mJ除以光斑移动100μm所用时间的两倍即为所需的平均激光功率(停留时间为2×100/X。因为光斑能量呈高斯分布,能量密度从光斑前边缘的0增加到中心的100%,然后再减小到后边缘的0,呈非线性变化。但为便于计算,我们在此还是近似取峰值能量的50%作为光斑的平均能量)。表14.4给出了不同焊接速度下所需的平均激光功率。
表14.4 不同焊接速度下微连接系统所需的激光功率近似值
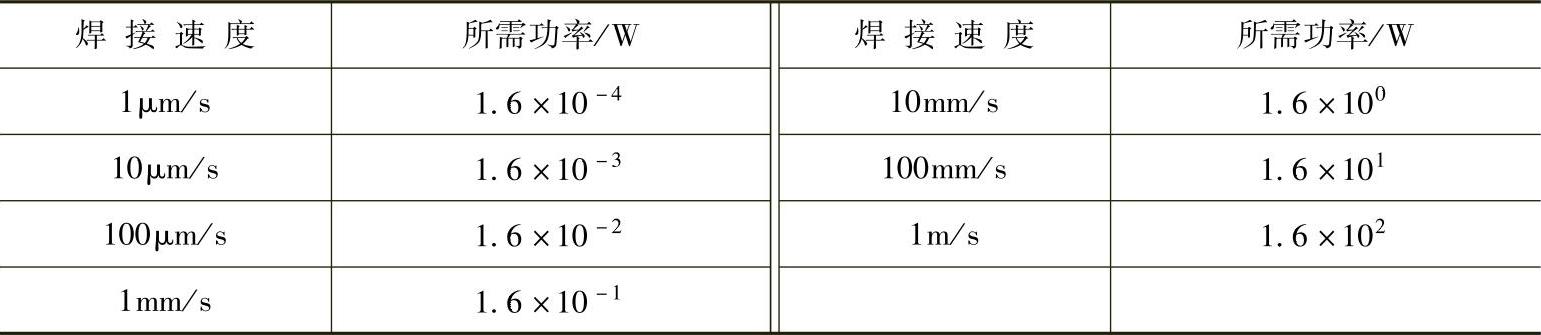
显然,微连接过程并不需要太高的激光功率,即使在较高速焊接时也是一样。焊接速度较低时,假设熔化效率为50%可能不太合适,所需的激光功率应适当调高,实际应用中,一般只需要几十瓦的激光能量即可。基于表14.4的算法,有研究者采用200W光纤激光器成功地获得了全熔透的接头[30],焊接材料为0.3mm原304不锈钢,焊接速度为500mm/s。(https://www.xing528.com)
综合以上考虑,一个典型的激光微焊接系统应包括:一个最大功率至少为50W的近衍射极限激光器、一个计算机控制的运动系统(如果焊接量较大,还需配备外围的上件、卸件机构)、一套高质量视觉传感系统、用于焊接过程自动监测与自适应控制的传感系统与零部件等,所有系统都需封装在一个防振和防激光辐射的柜体中,柜体还要求能防特殊污染与过滤焊接时产生的有害烟尘。完整的自动化微连接系统还需有专用控制软件,集成激光控制、工件运动控制和质量控制等各项功能。一般一套这样的自动微连接系统最高需要15万美元(2007年汇率),实际价格取决于所选功能。这种系统的设计模板最早来自于近年发展起来的微加工工作台,采用连续或毫秒脉冲激光器代替调Q(或更短脉宽)激光器时,必须采用这种微加工工作台。由于小功率焊接用激光器不需要一些稀有气体(如准分子激光器就需要含氟的气体),且应用十分方便(墙上的插座就能提供电能,不需要很大的冷却系统),也不需要特殊的透镜和镜片(远红外激光器就需要ZnSe透镜),因此,这套系统的占地面积很小,检修和维护的成本都非常低。与典型的微加工机床相比,其运动控制系统的运行速度要快很多。除此之外,最好还有一套测量聚焦光束光强分布和激光功率或能量(连续和脉冲激光)的设备,但这种设备目前还不常见。虽然连续功率和平均脉冲功率的测量并不困难,但是用于测量时间分辨超短脉冲能量的设备还处于实验室阶段,目前技术只能测量到毫米尺度的光斑能量分布情况,对10~100μm尺寸的微小光斑能量分布的测量技术还不成熟,除非采用钻小孔方法或在偏离聚焦一定距离的位置进行测量。
微连接系统的激光应采用近红外波段,这种激光适合于焊接大多数金属材料、不透明聚合物和一些玻璃材料,采用特殊技术有时也能焊接一些透明材料(如将不透光材料放置在接头结合面处,或在聚合物母材上涂一层吸光剂等)。如果采用其他波长的激光,则可焊接更多种类的透明材料,特别是石英玻璃,这种材料的可焊接性很好,采用紫外或远红外波长激光都可以避开材料对激光的透射波段。焊接用激光一般不选择紫外波段(如10~100ns脉宽的调Q倍频Nd∶YAG激光器或气体准分子激光器),多采用波长为10.6μm的CO2气体激光器。光束的聚焦衍射极限与波长成正比,理论上基本等于激光波长,但实际应用中衍射极限会大一个数量级,因此,10.6μm的CO2激光聚焦后的光斑直径可以小于100μm。另外,最近发现采用皮秒或是更短脉宽的激光可以精确控制未改性玻璃的加热过程,材料对激光为非线性吸收机制(见14.8.5节)。
由于透明材料是光子学、微生物学和微分析化学(“芯片上的试验”)技术实现快速发展的基础,因此,能实现透明材料焊接的微连接工具将会有广阔的应用前景。对于上述微连接系统来说,最重要是能够更换波长的激光器,或是皮秒脉冲激光器。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。