



电阻焊主要使用行频交流(a.c.)焊接电源,而电阻微焊接则使用各种各样的电源[10]:行频或高频交流(a.c.),电容放电(CD),高频逆变(HF)和直流(d.c.)。与大尺度焊接相比,精密焊接本质上需要更精确地控制焊接压力和电源。使用交流电源时(如图16.22所示),热功率是通过调节电压和部分关闭每一个循环电流来控制的[15]。使用基于晶闸管的电源控制器时,可控最小热量单位是1/2循环,也就是8.3ms或10ms,这取决于交流频率(60Hz或50Hz)。其他形式的电源控制精度远高于交流电源。使用电容储能放电电源时,能量由充电电容提供,它取决于电流脉冲的幅度和宽度,这些可通过改变电路特征或充电电压按任意所需精度调节。典型的脉冲宽度范围为1~5ms之间。逆变电源提供的典型电流波形是叠加高频低幅交流波纹的直流。典型的焊接时间范围为10~30ms之间,而典型的控制精度是1ms。大部分金属可通过上述任意一种电源进行焊接,尽管电源特征可能影响生成一定大小熔核所需的焊接电流大小[13,15]。例如,表16.2、表16.3和表16.4显示了使用不同电源时铜铬合金(Class2)或钼电极(Class14)生成400μm直径熔核所需的最小焊接电流[13,14]。
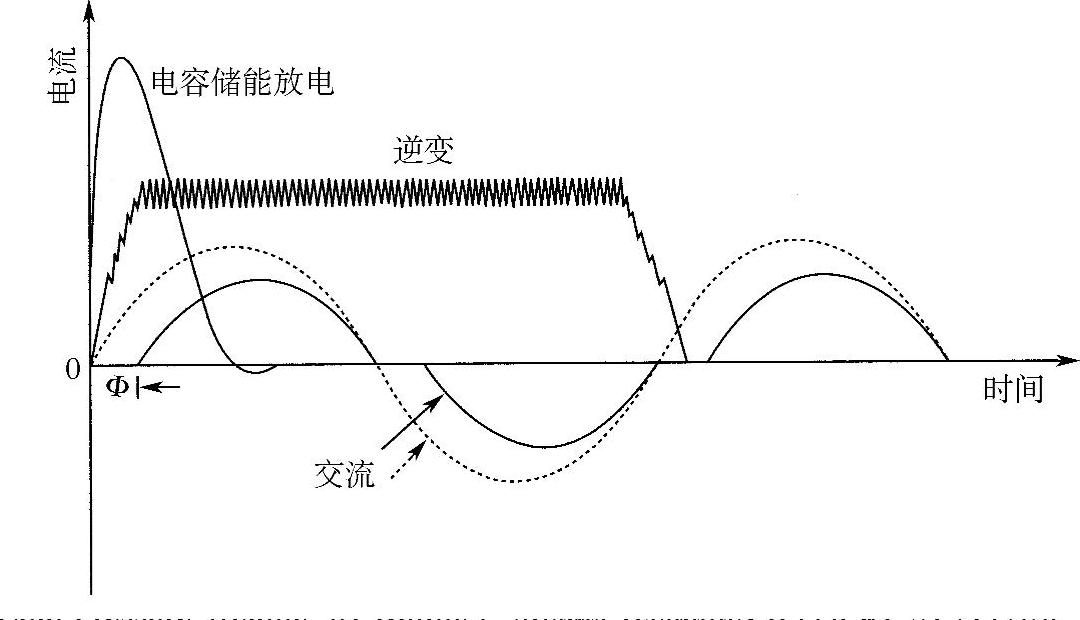
图16.22 电容储能放电(CD)、逆变(HF)和交流(a.c.)电源的电流波形示意图[15]
(实线表明每个交流周期部分时间段内切断电流后形成的电流波形,虚线表明交流电流波形)
表16.2 使用交流电源焊接0.2mm厚金属板时的焊接电流 (单位:kA)
注:定义0.4mm直径的熔核为最小熔核。电极压力为4.5kgf,焊接时间为8个交流周期。
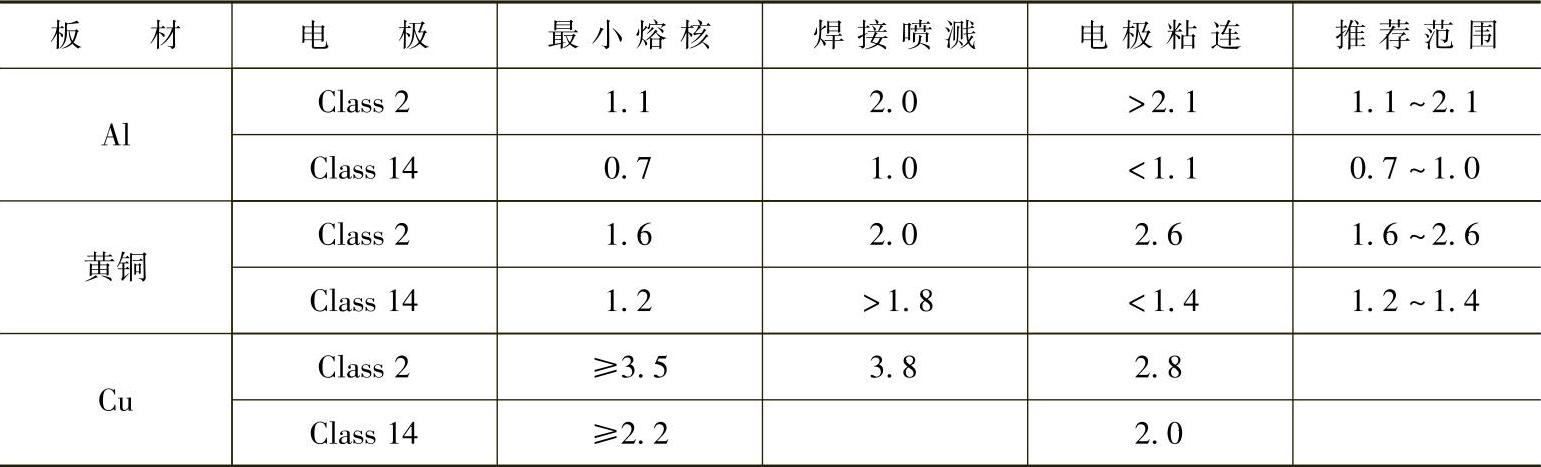
表16.3 使用逆变电源焊接0.2mm厚金属板时的焊接电流 (单位:kA)(https://www.xing528.com)

(续)
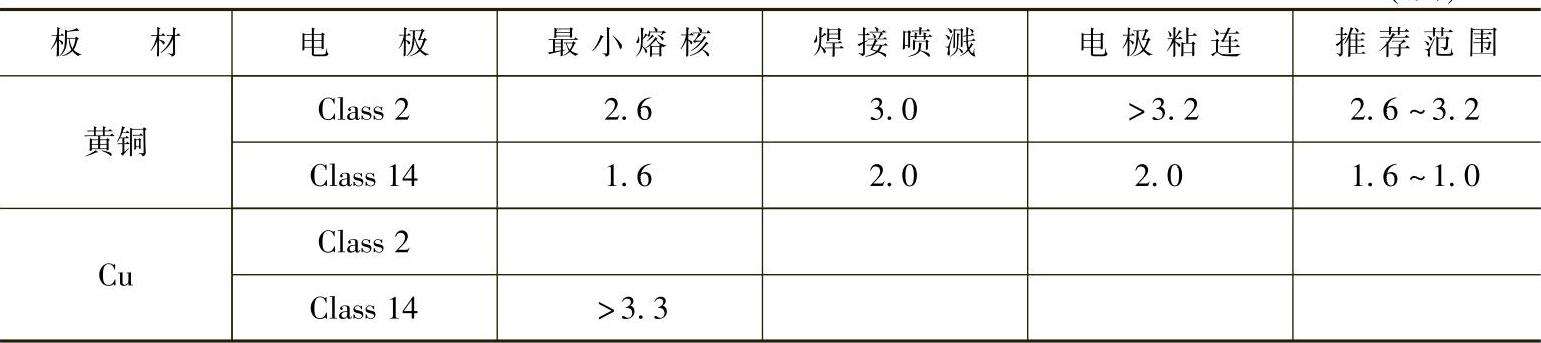
注:定义0.4mm直径的熔核为最小熔核。电极压力为4.5kgf,焊接时间为20ms。
表16.4 使用电容储能放电电源焊接0.2mm厚金属板时的焊接能量 (单位:J)
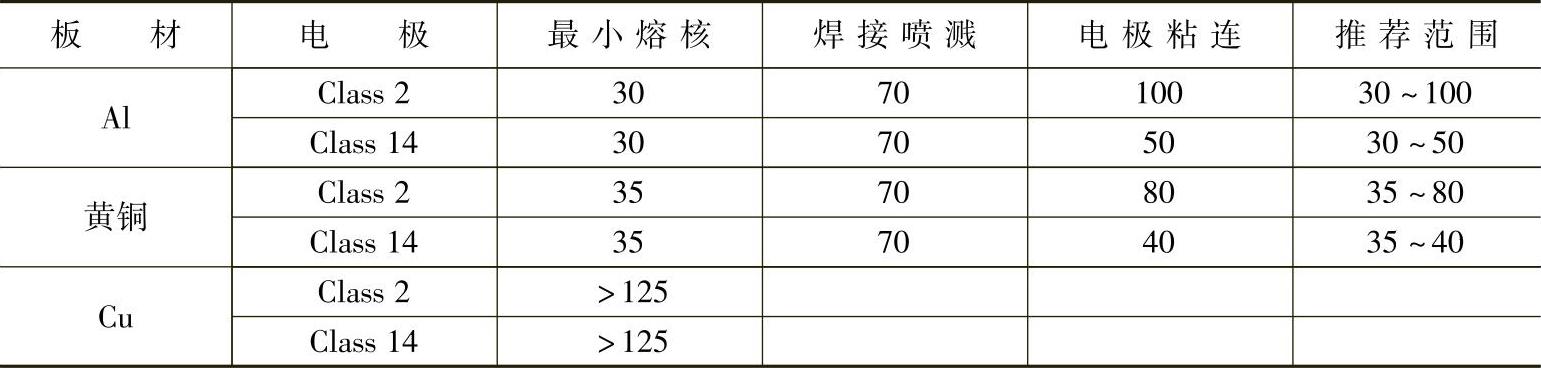
注:定义0.4mm直径的熔核为最小熔核。电极压力为4.5kgf,焊接时间为2.0ms。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。