



1.基本性能
PAR结构与PC相似,但耐热性、抗蠕变、耐紫外线性能比PC好。
(1)一般性能 PAR为无定形、极性聚合物,外观呈白色或淡黄色粒料或粉料,无毒透明,制品2mm厚时,透光率为87%(与PC的相似),折光率为1.61,优于PC、PMMA,稍逊于PES。
质地刚硬,薄壁件有韧性,吸湿性小,阻气性好。其密度为1.21g/cm3,与PC的相似;成型收缩率为0.3%~0.8%,蠕变小,尺寸稳定性好,宜作精密制品。此外,PAR还具有良好的涂覆性、粘接性及耐焊性和超声波焊接性。
(2)力学性能 PAR有较高的强度、硬度及刚性,抗蠕变性、抗冲击性、应变回复性、耐磨性、抗疲劳性等性能好,且在较宽的温度范围内也能保持较高的性能。
拉伸及弯曲强度优于PC和POM,120℃时拉伸强度可达50~60MPa,刚性略逊于PC。
冲击强度随相对分子质量而变化,高相对分子质量品种的冲击强度可达250~350J/m,低相对分子质量者的冲击强度为80~150J/m,抗冲击性略低于PC,但试样厚度变化对冲击强度的影响比PC的小,而且厚度增大时冲击强度反而比PC的高。
PAR抗蠕变性及应变回复性优良,如在21MPa负载下经104h后应变量仅为0.5%,且卸载后回复性好,滞留永久变形量很小,这些指标均优于PC和POM。即使高温下,PAR仍能保持这种性能。
PAR耐磨性好,摩擦因数小,pv值高。如日本尤尼奇卡公司的耐热润滑型PAR,动摩擦因数可达0.1~0.26,pv值0.4~1.2MPa·m/s。可作齿轮、轴承、带轮等滑动零件。PAR无自润滑性,如果用F4改性,则pv值远高于PC及POM的。
(3)热性能 PAR耐热性好,热变形温度(1.82MPa)为175℃,玻璃化温度为193℃,熔点约为330℃,热分解温度为443℃,长期使用温度为-70~180℃,热稳定性优于PC和POM,是一种耐热性优于PC、POM和PSF等的耐热性塑料。
PAR线胀系数小,一般为(3~6.2)×10-5K-1,热收缩率低,尺寸稳定性好,且耐焊锡性比PC、POM、PSF、GFPBT好,焊锡焊接时间10s内不发生变化,焊接15s时才稍有变形。此外,其超声波焊接性也良好。
PAR为自熄低发烟性材料,不加阻燃剂即可达到UL94V-0水平,OI值为36.8%,燃烧时发烟少,且烟无毒性,阻燃性仅次于PVC、F4、PVDF及PPS。
(4)电性能 PAR属于极性材料,电性能与POM、PC、PA相似,但吸湿性小,电性能稳定,是中/低频率及潮湿环境下使用的优良绝缘材料。其体积电阻率达1016Ω·cm等级;耐电压性优异,介电强度可达20~30kV/mm,增强PAR的介电强度可达35kV/mm;耐电弧性优良,可达120s;介电常数及介质损耗因数较大,故不宜用于高频场合;但电性能对温度变化不敏感,耐热等级可达F级。
(5)耐蚀性 PAR耐蚀性不理想,它可耐酸、耐油,但不耐碱、浓硫酸、氨水、热水及卤代烃(如四氯化碳、三氯乙烯)、芳香烃、酮、酯、香蕉水等有机溶剂,且易产生应力开裂,相对分子质量小的PAR温度高时耐应力开裂性更差。
(6)耐候性 PAR耐候性优异,耐候性优于PC并有优良的耐紫外线性能,厚度为0.1mm的PAR薄膜就能全部阻挡350nm以下波长的光。
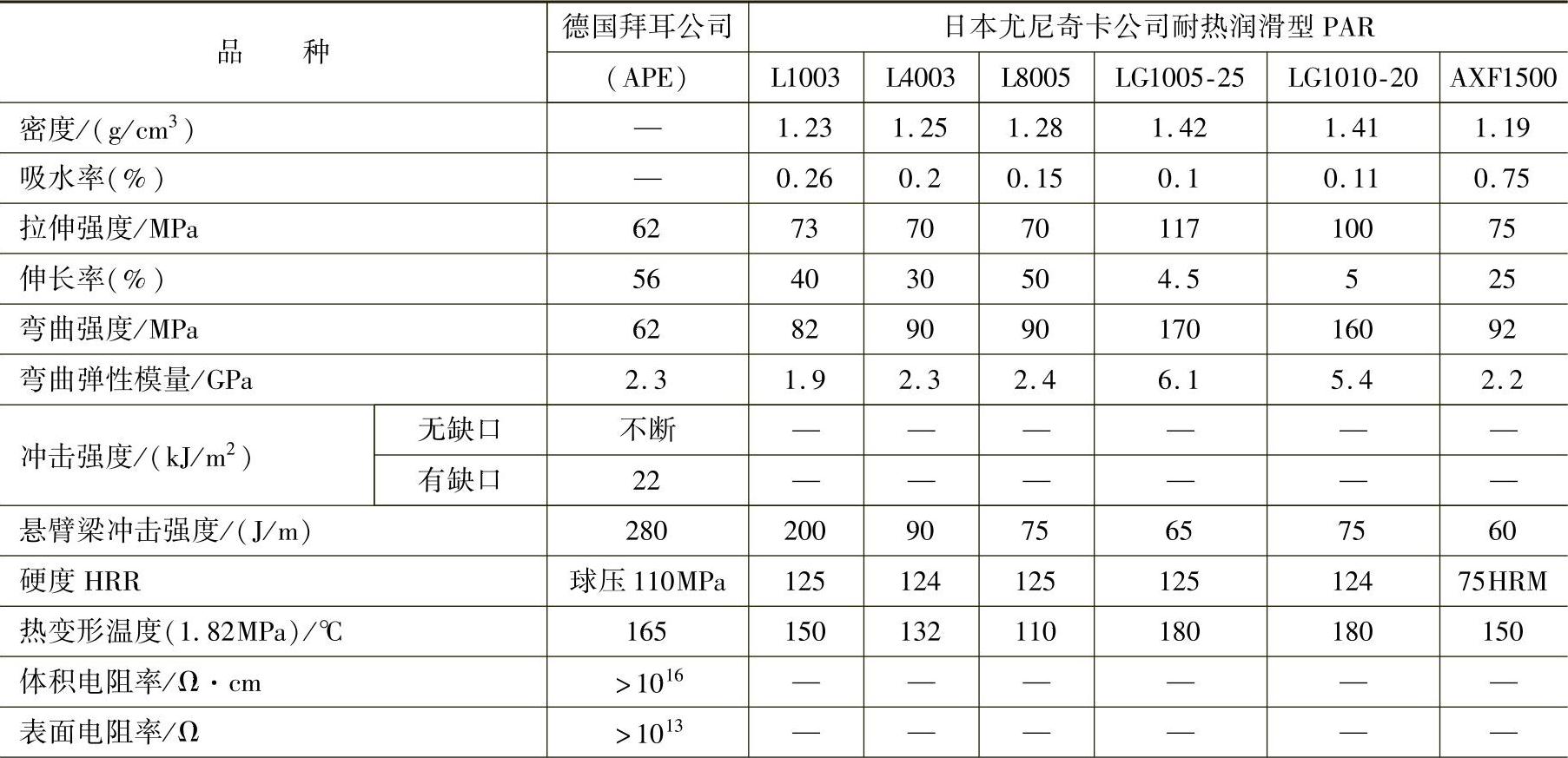
部分PAR品种的性能见表10-90和表10-91。
2.加工性
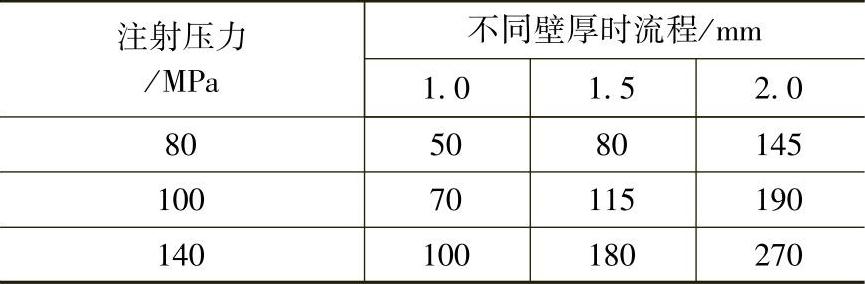
PAR熔点高,熔体粘度大于PC,流动性比PC差,熔体粘度对温度变化敏感,当温度为300℃时熔体粘度为6×105Pa·s,350℃时熔体粘度为1×105Pa·s。制品壁厚<2mm时,流动性会迅速下降。当成型温度为360℃、模温为120℃时,PAR流程比与注射压力和壁厚的关系见表10-92。
表10-90 部分PAR品种的性能(一)
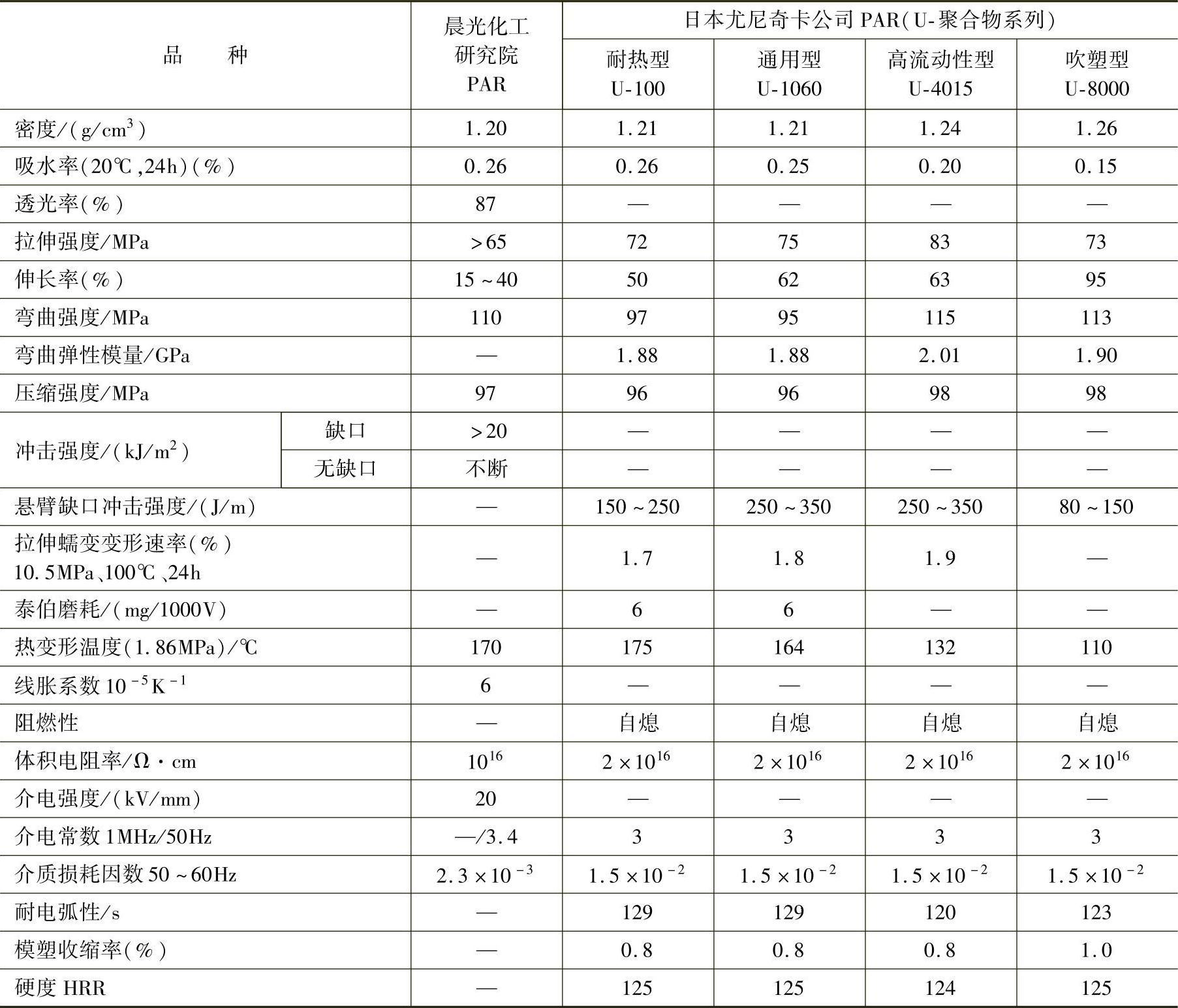
表10-91 部分PAR品种的性能(二)
(续)(https://www.xing528.com)
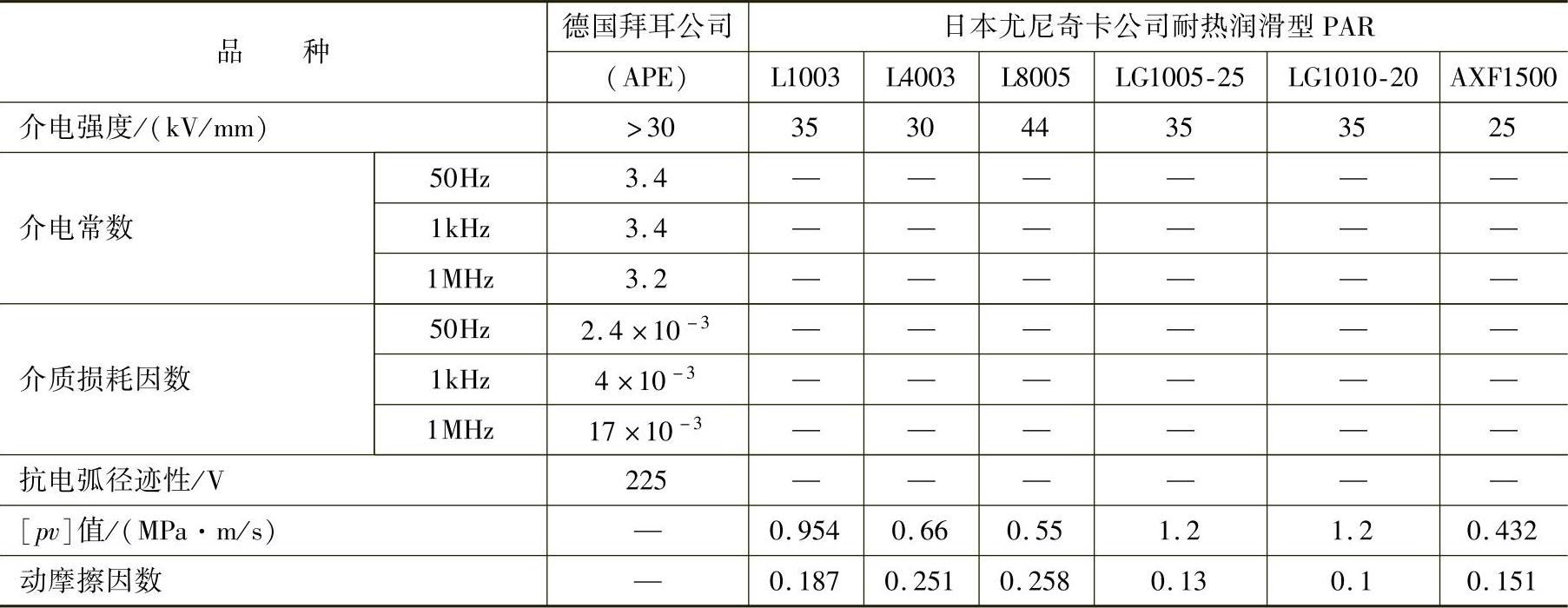
表10-9 2PAR流程比与注射压力和壁厚的关系(参考值)
加工前含水量<0.02%,含水量高可提高流动性,但含水量>0.02%会发生水解现象,干燥条件:110~140℃×6h。
成型收缩率与PC的相似,约为0.5%,但易产生内应力,残留应变大,制品弯角处应选择较大圆角半径,圆角半径R与制品壁厚t之比应大于0.5,否则易产生应力集中和制品开裂。
PAR可采用注射成型、挤出成型、吹塑成型及粘接、涂覆等工艺加工制品。
(1)注射成型 可用通用螺杆式注射机。常采用高料温、高模温及高注射压力的注射工艺。模具浇注系统应粗短,平直。此外,PAR的加工温度接近分解温度,为防止分解,最好在原料中加入0.1%~0.3%的亚磷酸三苯酯等热稳定剂。PAR注射成型工艺条件见表10-93。
表10-93 PAR注射成型工艺条件
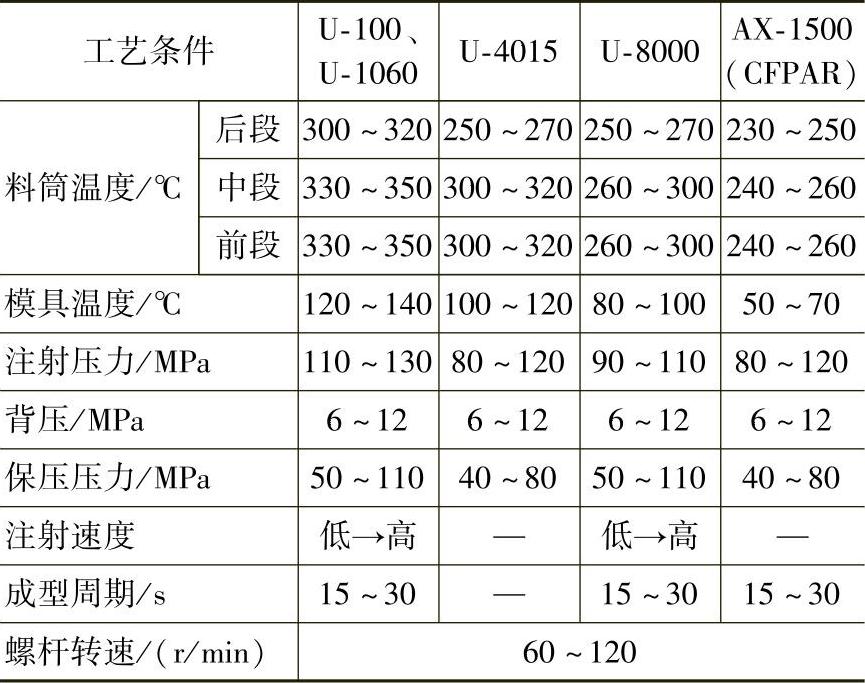
表10-94 PAR挤出成型工艺条件
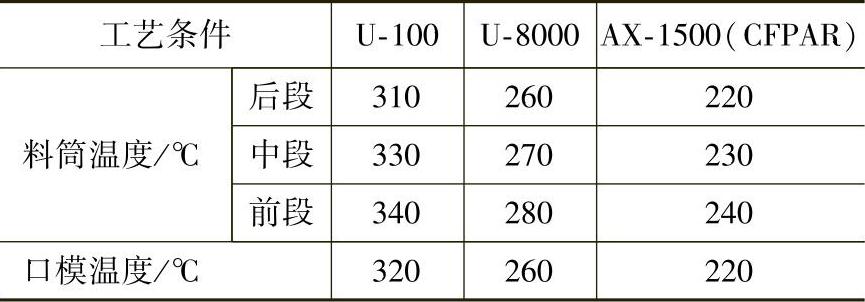
(2)挤出成型 可采用长径比大,转矩及功率较大的挤出机,成型温度比注射成型低10~20℃,为防止分解或烧结炭化螺杆转速应低,机头结构内流道应通畅,防止死角滞料。PAR挤出成型工艺条件见表10-94。
(3)吸塑成型 常采用热型坯法成型(一步法),即注射型坯后在同台设备上进双轴拉吹成型,可加工耐热瓶(热灌装瓶)和饮料瓶。常用U-8000品级料,干燥温度为80~100℃,干燥时间为6h或更长一些。吹塑成型时料筒温度取后段260℃/中段280℃/前段280℃;模具温度≤30℃;注射压力为70MPa;拉伸温度为100~110℃。
(4)其他成型方法 PAR可用二氯甲烷等卤代烃溶剂,溶解后进行粘接,也可用环氧树脂、有机硅树脂、α-氰基丙烯酸酯、醋酸乙烯酯等粘结剂进行粘接。
PAR涂装性良好,故可用聚氨酯、环氧树脂、乙烯基类涂料进行表面涂饰和烘烤涂装,也可以用有机硅树脂系列的硬质涂料进行涂硬处理,可进一步提高PAR制品的表面硬度(PAR表面铅笔的硬度为H级)。
3.制品应用
在电子电气产品中除了常用作开关、插件、连接器、继电器、电位器等各种元件上的电绝缘结构件、键盘、骨架、外壳、基板等外,还利用其特殊的性能可制作一些特殊的结构件,如利用其透光及反射性可作发光二极管外壳、反射板、LED反射板;利用其防水、隔气性可作密封继电器外壳;利用其介电常数及介质损耗因数大可作高频电子加热器,干燥器零件;利用其阻燃、耐热、刚性、抗蠕变性可作非接触式开关、光盘驱动器零件。此外,也常用作录音机等用的齿轮、摇臂、滑杆等滑动零件。
在汽车上利用其耐热、高温蠕变小、尺寸稳定、可高温烘烤涂装、反射性及遮光性等特点,可作灯光反射器、汽车灯座、灯外壳、透明外装件及雾灯、内透镜的透镜、反光罩等,也常用作各类滑动件、弹簧等。
在机械零件中可作齿轮、衬套、轴承保持架、叶轮、塑料泵体、传真机及打印机上的凸轮、手表和照相机上的精密零件及各类滑动零件。
在医疗领域中可作透明、耐紫外线、耐化学药品的容器、器皿、点眼药容器、义齿及眼科、耳鼻喉科医疗器材料。
在食品工业中利用U-8000系列(U-8060、U-8200、U-8400)的耐热性、透明性、阻气性、耐紫外线、抗冲击性、卫生性和保香性等特点,可用作耐热瓶(热变形温度为75~95℃,比PET的高)及中温灭菌容器,如果汁、碳酸饮料、乌龙茶饮料的容器等。还可制作PET/PAR/PET三层复合材料及容器。该容器可以在85℃以上灌装,70℃左右的温水灭菌,加入热水后密封。同时,利用其低温冲击性,可用板材进行深拉伸制作胶冻容器。
此外,PAR还可作梳子、眼镜架、夹子等日用品。PAR梳子应变回复性好,且梳头时柔软舒适。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。