



【摘要】:TPEE可用普通热塑性塑料加工方法加工制品,如注塑、挤出及吹塑等。表13-26 LOMOD聚酯热塑性弹性体的主要性能注:LOMOD为美国通用电气公司商标;AE系列系汽车外装专用级;FR系列系阻燃级。表13-27 Hytrel聚酯热塑性弹性体的主要性能注:Hytrel为美国杜邦公司商标。美国杜邦公司Hytrel系列TPEE成型工艺条件见表13-28。成型用料为φ3mm的圆柱状颗粒料,挤出成型时应选用MI值稍低的物料,TPEE的吹塑成型工艺与PE相似。
TPEE通常用结晶型、高熔点的PBT为硬段,其熔融粘度对低剪切速度变化不敏感,在高剪切速度时随速度增大而下降,但对温度变化非常敏感,在10℃变化范围内粘度变化很大,所以要严格控制温度。
TPEE可用普通热塑性塑料加工方法加工制品,如注塑、挤出及吹塑等。
加工前物料应干燥处理,控制含水量<0.1%,干燥条件80~120℃×2~6h。
表13-26 LOMOD聚酯热塑性弹性体的主要性能

注:LOMOD为美国通用电气公司商标;AE系列系汽车外装专用级;FR系列系阻燃级。
①断裂拉伸强度。
表13-27 Hytrel聚酯热塑性弹性体的主要性能

注:Hytrel为美国杜邦公司商标。(https://www.xing528.com)
注射成型可采用普通注射机,注射螺杆为渐变式结构,压缩比为3.0~3.5,长径比为18~24,加料段槽深>5mm。
美国杜邦公司Hytrel系列(简称HYT)TPEE成型工艺条件见表13-28。
成型用料为φ3mm的圆柱状颗粒料,挤出成型时应选用MI值稍低的物料,TPEE的吹塑成型工艺与PE相似。
成型收缩率特性与热塑性塑料相似,不同品种HYT的线性收缩率见表13-29。
表13-28 美国杜邦Hytrel系列TPEE注射成型工艺条件
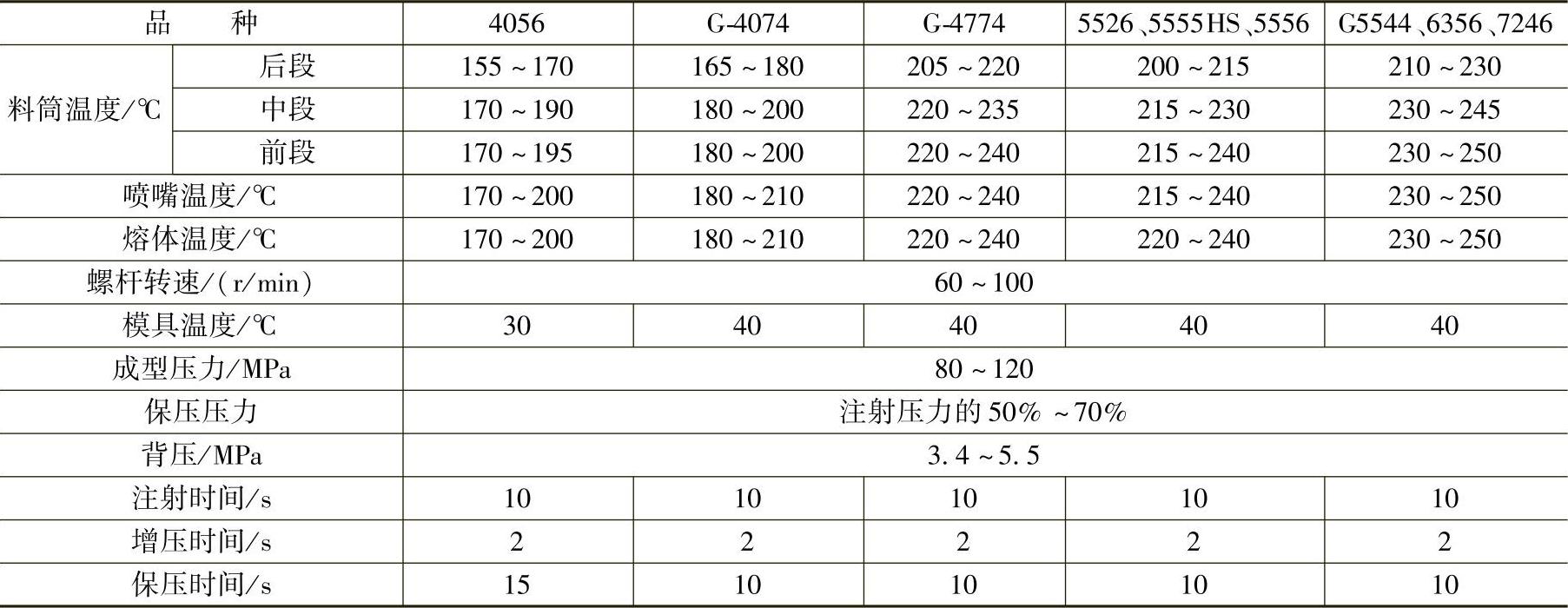
注:螺杆式注射机,额定注射量为90g,制品厚度为1.9~3.2mm。洗清料筒用料为LDPE(MI值为0.25g/10min)。废旧料回用率为50%。
表13-29 不同品种HYT的线性收缩率

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。