



压延发泡成型工艺加工能力强,生产效率高,常用于连续生产加工热塑性或热固性泡沫塑料人造革、壁纸、地板革、薄膜和片材等制品。
压延成型的基本原理是将塑化好的发泡配方料,在压延机中在辊筒挤压和延展作用下,制成规定尺寸的连续片状半成品后,再经塑化发泡制成压延制品。发泡塑料压延制品通常是由发泡塑料层与基材组合而成的,所以压延加工过程还包括物料与基材的粘合、表面装饰等工序。整个加工过程与制品结构及用途有关。
1.压延制品的组成
以人造革为例,制品由基材、发泡层和表面涂层组成。
1)基材常用合成纤维无纺布、平纹布和棉毛布等。壁纸制品的基材为纸基材料。这些基材在粘合前都需预先经上浆处理,即基材需浸渍树脂、干燥处理后以树脂为粘结剂,保证基材的耐寒、强韧和耐磨等性能。
2)发泡层,它是用树脂与发泡剂等助剂组成的配方料,经混炼塑化后的团状、片状或糊状预聚体。在压延机中经压延与基材粘压成整体(目前常用的树脂有PVC和PU等),然后送至发泡箱中塑化发泡,一般为微细多孔的高发泡或低发泡结构,也可用不同树脂配制复合材料。
3)表面涂层。表面涂层可用粘合或喷涂方法覆盖于发泡层上。按不同要求可选用不同材料的涂层,如用甲基羟甲化尼龙为涂料,可提供防水、防潮、保温、耐溶剂和柔软等性能,涂层还可提高革制品的强度,改善外观和手感等。
各组成材料的品种、规格、厚度、配方料组分及压延成型工艺条件等因素都会影响制品的性能。
2.压延工艺流程
按物料在压延时有无载体,压延工艺过程可分为压延法及载体法。PVC人造革压延工艺流程如图14-24和图14-25所示。
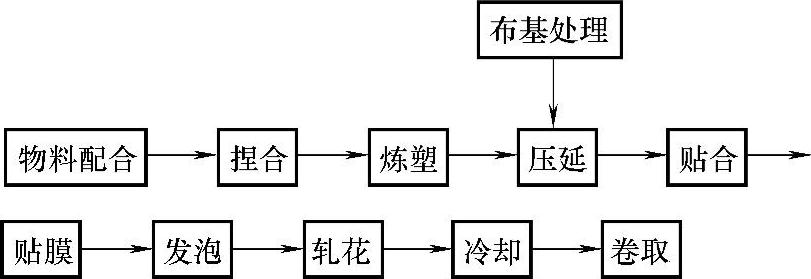
图14-24 压延法聚氯乙烯泡沫人造革生产工艺流程(https://www.xing528.com)
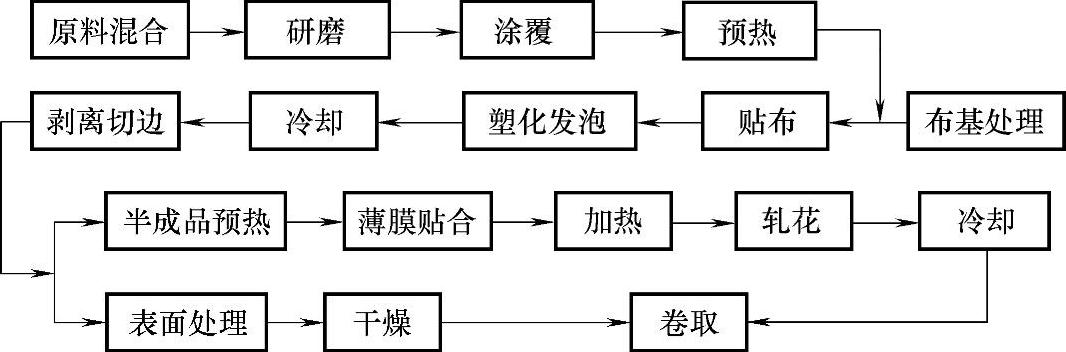
图14-25 载体法人造革工艺流程
载体法人造革是把聚氯乙烯及添加剂组成的塑性溶胶涂在一个循环运转的不锈钢带载体上,通过预热烘箱使其在半胶凝状态下与布基贴合,再使其进入烘箱塑化发泡,然后冷却并将其从钢带载体上剥离下来,经轧花或印花、表面涂饰处理,制成的泡沫人造革称为载体法人造革。
载体法生产的针织布基泡沫人造革具有手感柔软、延伸性大等特点,广泛用于衣帽、手套、软包及家具复面材料等。
3.成型工艺及设备
(1)物料配方及混炼 不同用途的制品选用不同的树脂为基体配制配方料。树脂的相对分子质量要适当的大,要保持革制品强度和耐磨性,但不能影响泡孔结构。另外,树脂对基材的粘结性要良好。一般采用化学发泡法。发泡剂在树脂中的分散性要好,其分解温度应低于树脂分解温度,分解速度快,混炼时不发生分解,但加热发泡时能充分分解,且保持熔体强度,不发生并泡、串泡及破泡现象。配方料在混炼前必须经筛检(如采用磁性装置),防止物料中夹杂金属杂质,损伤压延辊筒。
对载体法工艺用的配方料需经捏合机或密炼机充分搅拌混炼成糊状料,对直接压延工艺用料,则用开炼机配制成团状或片状料。
(2)压延成型 压延成型时采用压延机(常采用四辊压延机),压延前先预调好每段辊筒的温度和辊间间隙,如温度高则会粘辊,过低则塑化效果不良。物料由喂料机送入压机进行压延,再将经处理后的基材在贴合辊段与塑料层贴合。表面层可采用贴合方法覆上一层薄膜或用涂刷方法涂上一层表面涂料(涂层厚一般为0.01~0.04mm),然后冷却送至发泡工序。
载体法的物料为糊状料,由涂料机将物料直接均匀地涂覆在循环运转的不锈钢带载体上,经预热烘箱加热呈半胶凝状态,然后在贴合机中贴合基材,送入烘箱加热发泡、冷却后把半成品从载体上剥离下来送入贴膜等工序,将半成品预热后由贴合辊复合薄膜。
(3)发泡 压延后的半成品直接送入烘箱中加热发泡。烘箱一般为长方形的单元组件,可按工艺需要将几个单元拼装成所需的长度。加热方式有很多,如电热器热辐射加热、热风循环加热、远红外加热等方式。根据配料品种、发泡倍率和制品厚度等因素调节发泡温度和半成品行进速度。
(4)轧花 轧花机由表面刻各种凹凸花纹图案的钢辊和普通橡胶辊组成,通常在发泡后直接进行。如半成品温度低,则需加热后再轧花。压花辊与橡胶辊的间隙<发泡层厚度的15%~25%为宜,速比为1.1~1.2。轧花后制品应逐级冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。