



磁性塑料可配制成供注射、挤出、模压、压延、拉纤维、成膜、涂覆等成型工艺用的各种品种,但各种成型工艺都需要经配料、成型、转化处理等工序。以冰箱磁条为例,其工艺流程如图16-6所示。
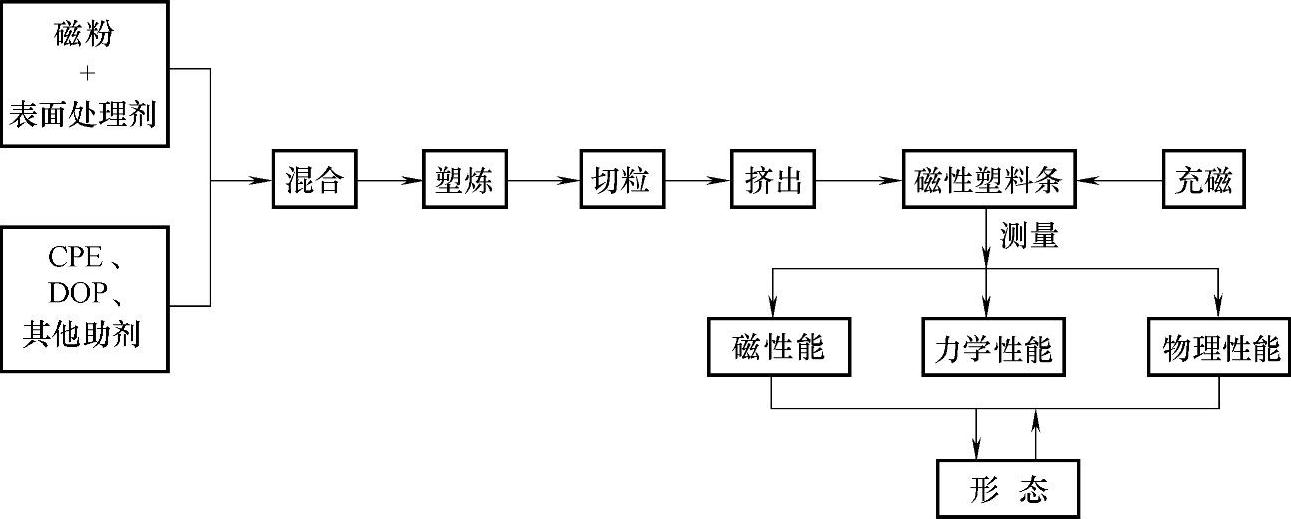
图16-6 电冰箱磁性塑料门条生产工艺流程
1.成型特性
由前述所知,多数磁性塑料中磁粉填充量大,分散性差,粘度大,流动性差,呈非牛顿流体特性,需采用高剪切率和高成型压力。同时,在注射、挤出成型时剪切热大,摩擦热高,易导致物料分解和磁粉的热氧化,且对料筒、螺杆及模具有较大的磨损。而且磁粉易吸湿生锈,制品在成型过程中或成型后必须经极化处理才能制成磁性塑料制品。由于有这些特点,所以磁性塑料成型工艺中有些特殊的要求。
2.配料
复合磁性塑料是由树脂、磁粉及各种助剂组成的。助剂的品种很多,除了为提高磁粉与树脂的粘结性、分散性、相容性所采用的偶联剂、表面活性剂、包覆剂、分散剂外,还要加入润滑剂、增型剂、阻湿剂、抗热氧化剂、防锈剂等各种功能助剂。配料时磁粉粒度应控制在一定的粒径范围内,各组分在双辊密炼机或双螺杆挤出机中进行多次反复混炼后才可造粒。
3.成型设备
复合磁性塑料成型不同于一般塑料,由于熔体粘度大,物料内外摩擦力大,故成型压力大,设备锁模力也大,功率较高,注射或挤出机螺杆应能承受较高的转矩,且用高强度、耐磨、耐蚀钢材制作。成型设备中应设置极化处理系统,如注射成型时用到的专用的磁场注射成型机等,如图16-7所示。
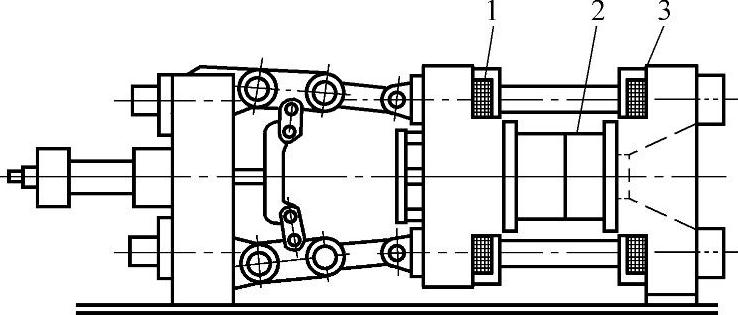
图16-7 磁场定向注塑机锁模装置
1—线圈 2—模具 3—线圈罩
其注射工艺程序如图16-8所示。
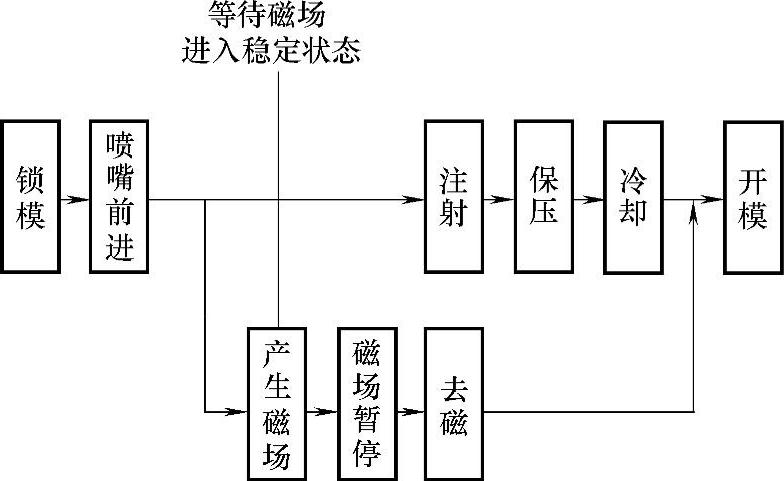
图16-8 磁场定向注塑成型过程
其成型设备的特点主要体现在如下几方面。
1)设有产生磁场的感应线圈。
2)料筒和螺杆用耐磨损、耐蚀的高强度材料(如Ti合金)制作。
3)拉杆、机架等采用难以退磁的机械结构和模具要由强磁性材料和非强磁性材料组合而成。
4)螺杆压缩比取1.5~2.0,长径比为14~16;喷嘴采用开放型。
5)选用传动转矩平稳的液压马达作动力源。
4.极化处理
极化对理是制作磁性塑料制品必须经历的一道工序,只有经极化处理后制品才有导磁性能。其基本原理是当配料在熔融状态时施加一个强磁场,使熔体中磁粉按外加磁场的方向内部取向排列(定向排列),取向度越高,则磁性能越好。各向异性的料比各向同性的料磁性能约高3倍左右。为了实现极化取向,通常在注射前0.5~1.5s内必须使磁化线圈通电,将模具置于高磁场下,且使熔体在较长时间内处于极化环境中,模具温度也较高,则可保持有充分时间让磁粉定向排列。
极化处理工艺按制品取向程度不同而选定。制品的取向性可分为各向同性和各向异性两类,如图16-9所示。
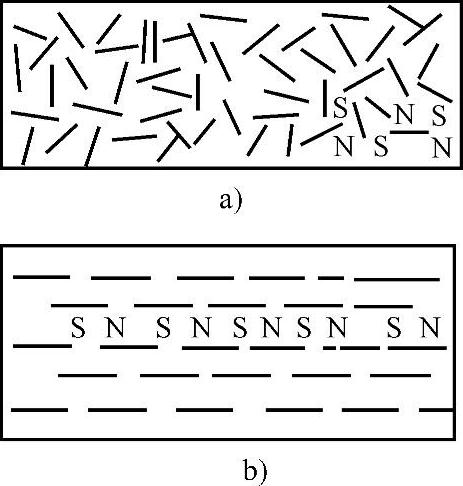
图16-9 磁性塑料的两种取向性
a)各向同性磁性塑料 b)各向异性磁性塑料
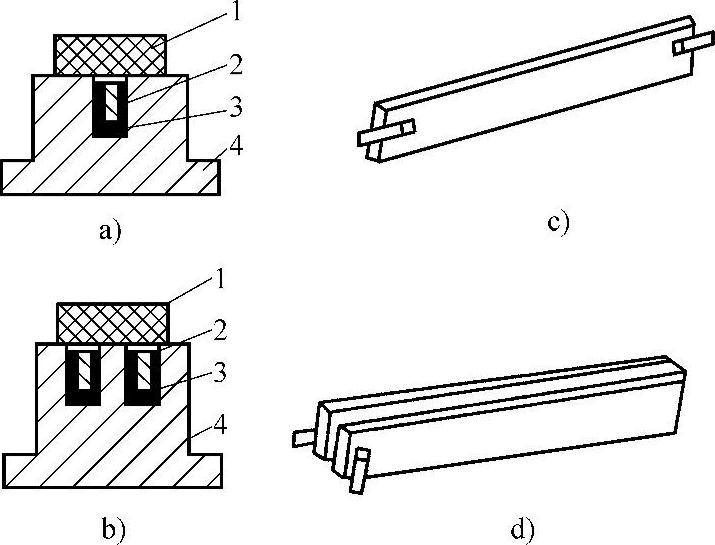
各向同性塑料中磁粉呈无规则排列,即磁粉粒子已充磁,但最大易磁化方向呈杂乱排列;其磁性能较低,通常是用于钡铁氧体类复合料,如CPE,铁氧体磁条用作冰箱密封条时采用脉冲充磁方法。两种磁极的结构示意图如图16-10所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图16-10 两种磁极的结构示意图
a)单向磁极 b)双向磁极 c)单向磁极内的铜导体 d)双向磁极内的铜导体 1—塑料磁门条 2—铜导体 3—电绝缘体 4—导磁基座
各向异性料是指被磁化的磁粉在外加磁粉极性作用下(或机械力作用下)使磁粉的最大磁化方向作顺序排列,如图16-9b所示,磁粉的N—S极定向排列,具有更高的磁性能(比各向同性料高2~3倍)。这种料需采用直流磁场极化处理,且可通过对模具材料的灵活设计和磁化线圈的配合,制成多极磁性材料。图16-11所示为将双极磁制品用特殊磁力线反复充磁、退磁处理后获得的多极磁,目前最高可达120极以上,可用作回转装置的多极磁性元件。
5.极化处理方法
极化处理方法可分为成型中磁化法及成型后磁化法。成型中磁化法又可分为模具外磁场处理和模具磁场处理。模具外磁场处理是在成型机上安装电磁线圈产生磁场进行磁化(称为外磁化法),模具磁场处理是在模具外周或内部安装电磁线圈产生磁场进行磁化(又称内磁化法),如图16-12~图16-14所示。
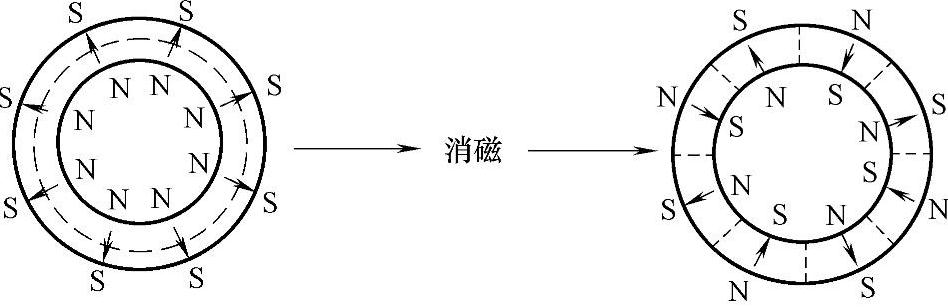
图16-11 多极磁性材料
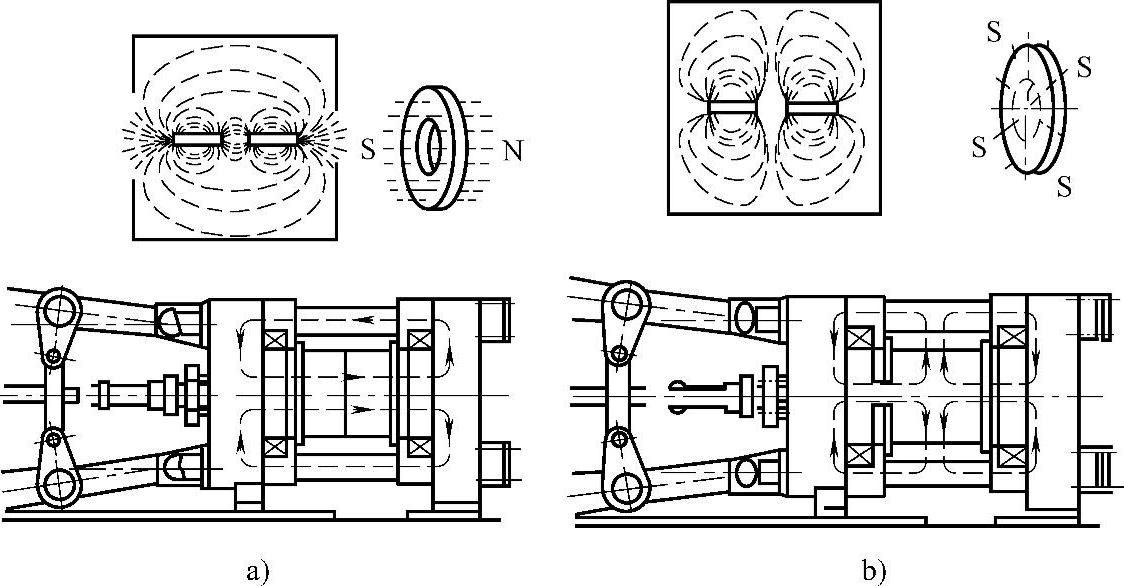
图16-12 外磁化法
a)产生轴向磁场 b)产生径向磁场
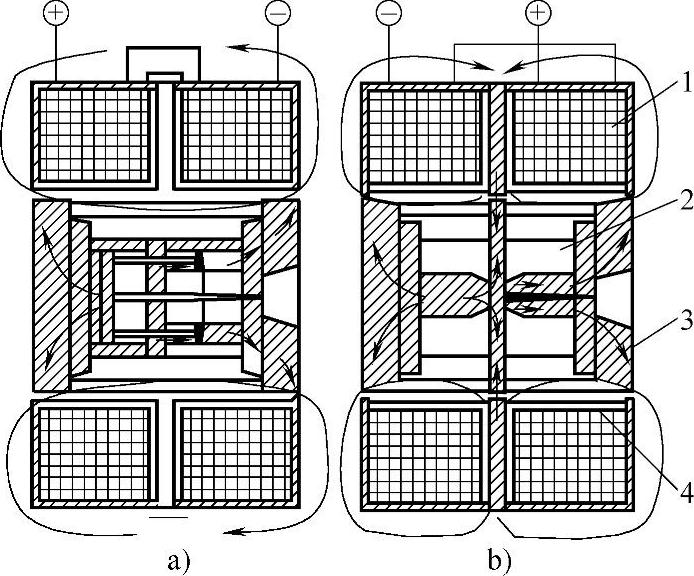
图16-13 模具外部线圈产生磁场的方式
1—线圈 2—非磁性材料 3—强磁性材料 4—拉杆
模具是由强磁钢和非磁性钢组成的,不同的组合形式可实现轴向、径向、环形充磁处理。模具中,磁钢常用Cr12MoV,非磁性钢常用镀铜和不锈钢等。
6.成型工艺举例
热固性及热塑性复合磁性塑料成型工艺举例如下:
(1)热固性磁性塑料模压工艺 图16-15所示为热固性磁性塑料的两种制备工艺。第一种是涂布法,将稀土类磁粉混入液态双组分环氧树脂中,均匀混合成浆料,再在磁场强度1.2MA/m以上的磁场中压制成型,加热固化而制得。其特点是力学强度高,但由于树脂用量较多,磁性较低,其最大磁能积约120kJ/m3。第二种称为真空浸渍法,此法是对磁场中压制成型的磁性体先进行真空脱气,然后再在粘度约0.2Pa·s的环氧树脂中浸渍,于100~150℃固化,并于1.6MA/m以上的磁场中磁化。其特点是磁粉填充率高达98%(质量分数),因而磁性高,其最大磁能积为136kJ/m3以上。缺点是力学强度有所降低。
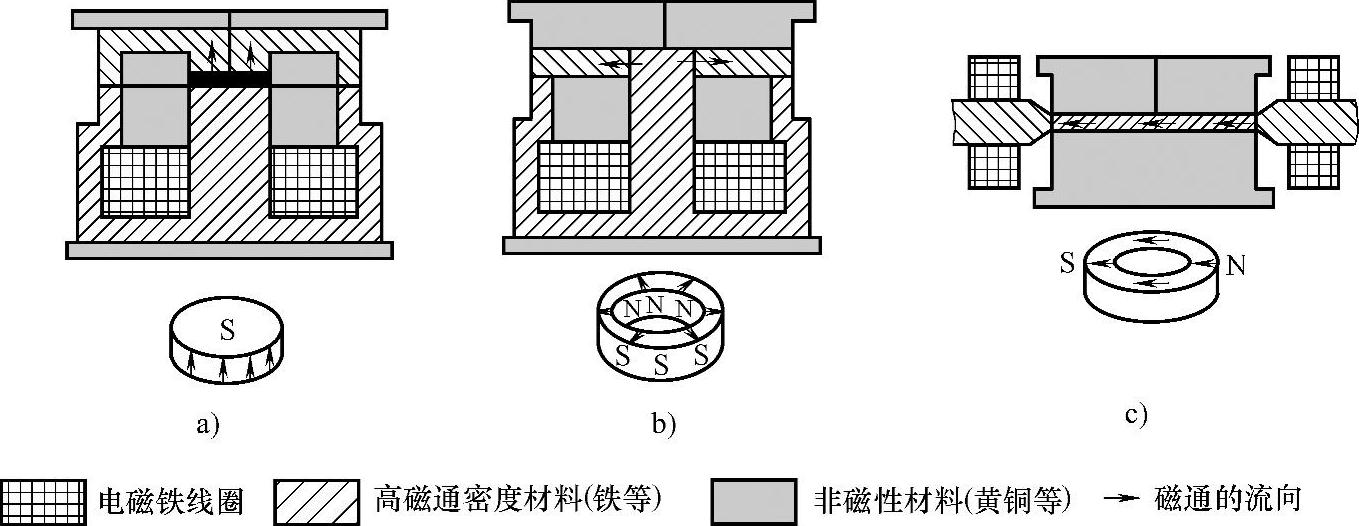
图16-14 磁场注射成型用模具及其成型体的磁化方向
a)圆板状(上下方向定向) b)环状(放射方向定向) c)环状(直径方向定向)
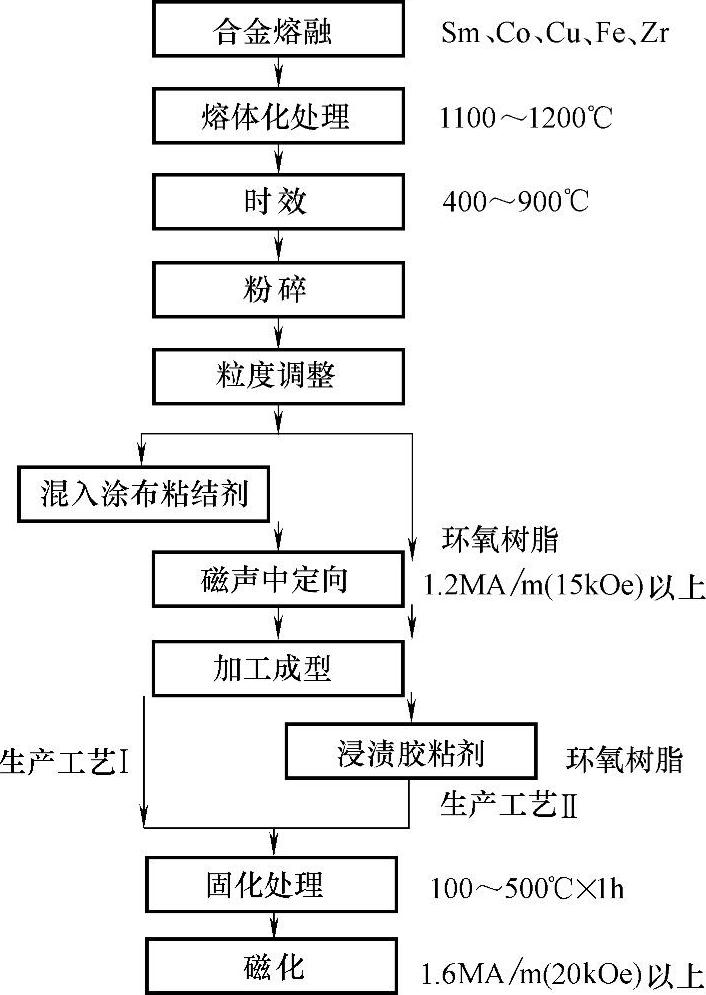
图16-15 热固性磁性塑料制备工艺
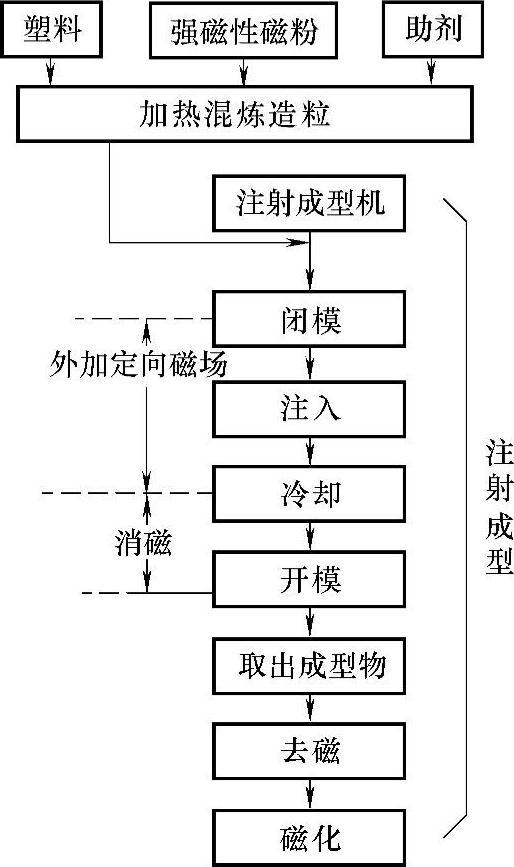
图16-16 热塑性磁性塑料的制造流程
(2)热塑性磁性塑料注射成型工艺 目前,热塑性磁性塑料以注射成型为主流。首先,将选用树脂、稀土类磁粉及助剂等加热混炼,制成模塑物。然后在磁场中注射成型(或挤出)而制得产品。其工艺流程如图16-16所示。
外加磁场是为了使磁粉定向,并同时在磁化状态取出制品,因此需要极高的磁场,最低需要磁通密度为1T。设置这种磁场可采用两种方式:一是把电磁线圈装入模具内(称之为内磁型)二是在成型机上安装电磁线圈(称之为外磁型)。不论哪种方式均要求模具由不导磁的非磁性材料(如黄铜)与普通模材(碳素钢等)构成,以便在模腔确定的方向感应磁场。
目前,注射成型法存在的缺点是,尽管使用高性能的稀土类磁粉,但磁能积却较低。这是由于模塑物的熔体粘度随着磁粉填充率的增加而提高,使流动性降低,因而不能过高地提高磁粉含量所致。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。