



模塑成型制品(如注射、压塑制品)在成型后制品会发生冷缩,型腔会发生弹性回复,致使制品内外表面都会贴覆包紧于型腔和型芯上,故脱模时要克服外形脱模的开模力和内形脱模时的脱模力。对于孔底密闭的制品,脱模时还要克服真空吸力。为了便于脱模,保护制品表面,防止脱模变形和擦伤制品表面,在制品内外壁面应设置沿脱模平行方向扩大的斜度,称为脱模斜度。
脱模斜度的大小与塑料的性能(弹性模量、润滑性、收缩率)、制品尺寸形状(如壁厚、刚性、制品深度)、塑料与金属成型零件的表面性能、模具成型面的表面粗糙度、成型方法及工艺条件、脱模方式及允许脱模温度等诸因素有关,故需全面考虑有关因素来选择脱模斜度。
1.选择脱模斜度的原则
(1)按塑料性能选择 塑料刚性好、收缩率小、热刚性好、脱模温度高、脆性小、有自润滑性的塑料脱模斜度小,一般热固性塑料比热塑性料的脱模斜度小;结晶型、高透明、硬脆性、增强塑料的脱模斜度可取得大一些。
(2)按制品尺寸形状选择 尺寸较大、精度高的制品脱模斜度宜取小值,收缩大、壁厚、形状复杂(如深孔、狭槽、形状不规则)制品的脱模斜度应取大值;制品表面有文字、花纹图案,侧面有蚀刻花纹者脱模斜度应取大值;内腔脱模斜度应大于外形脱模斜度。
(3)按成型方法选择 需保证开模时制品留在顶出一端,其制品内表面的斜度应小些;对真空吸力大的一端,其脱模斜度应取大些,如果需利用脱模斜度强制脱模,则其脱模斜度可取负值。成型压力小、脱模温度高、顶出制品条件好(如顶出力分布均匀),则脱模斜度可取小一些。
2.脱模斜度的表示方式
(1)斜度方向 轴状塑料制品,应保证其大端尺寸符合公差要求,斜度向小的方向取;孔类塑料制品,应保证其小端尺寸,斜度向大的方向取;一般情况下,脱模斜度不包括在制品公差范围内,如图19-17所示。高精度制品的斜度应控制在制品尺寸公差范围内,或采用无脱模斜度的开模结构。
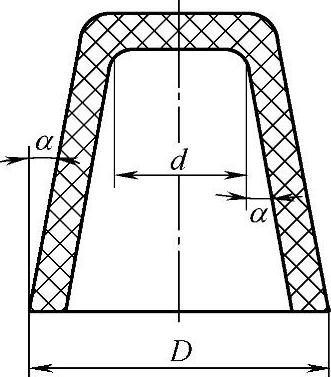
图19-17 塑料制品的脱模斜度
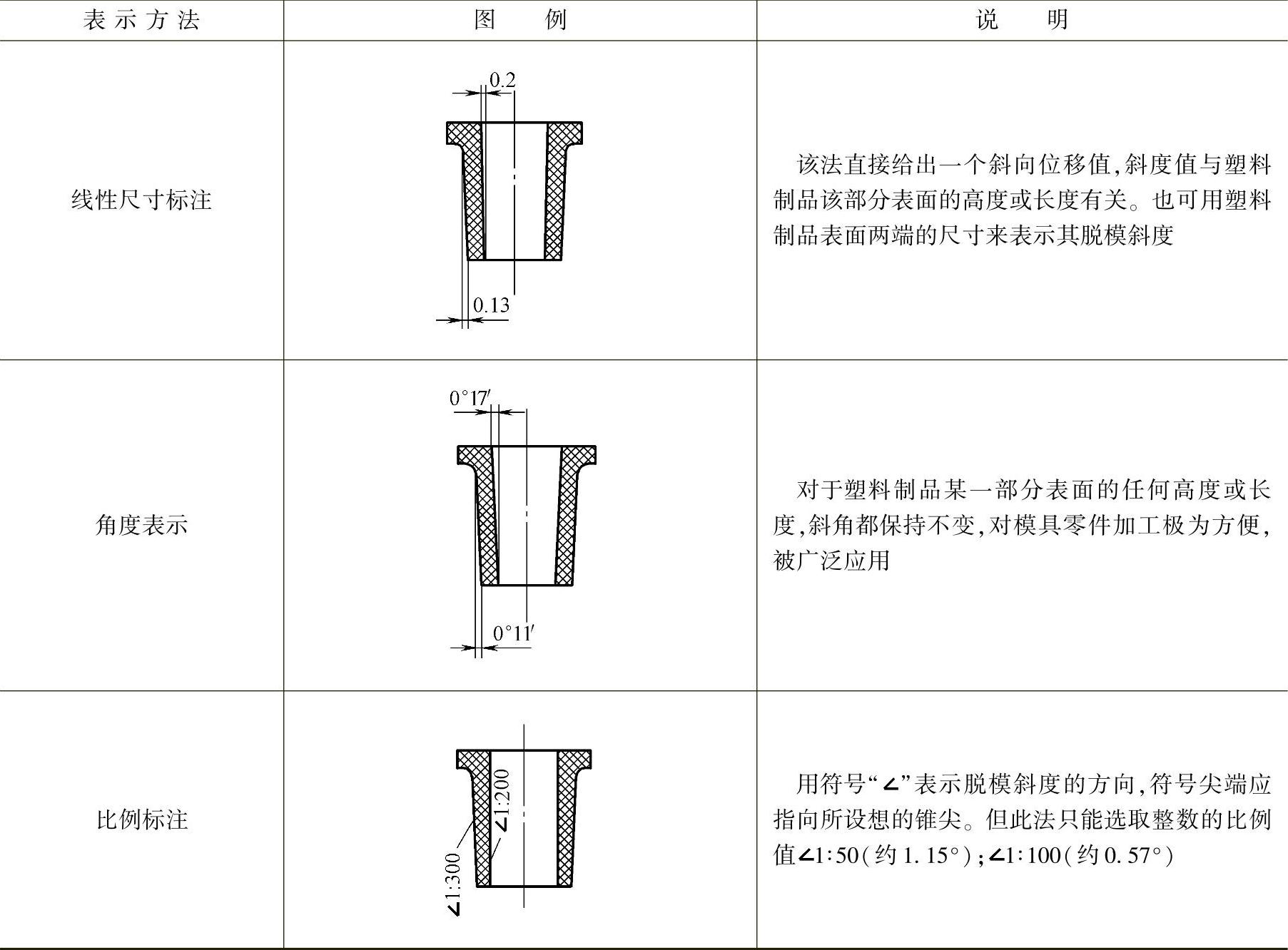
(2)脱模斜度的表示方式 脱模斜度的表示方法见表19-16。(https://www.xing528.com)
表19-16 脱模斜度的表示方法
(3)不同塑料的脱模斜度推荐值 通常,在许可情况下脱模斜度取得大一些为好,一般取30′~1°30′,在多数场合取30′;内孔一般取40′~1°30′;外形取20′~45′;对制品侧面有花纹的表面;脱模斜度常取4°~5°,每0.025mm的花纹深度要增加1°以上的斜度。常见热塑性塑料制品几种常见形状塑料制品的脱模斜度见表19-17和表19-18。
表19-17 常见热塑性塑料制品的脱模斜度
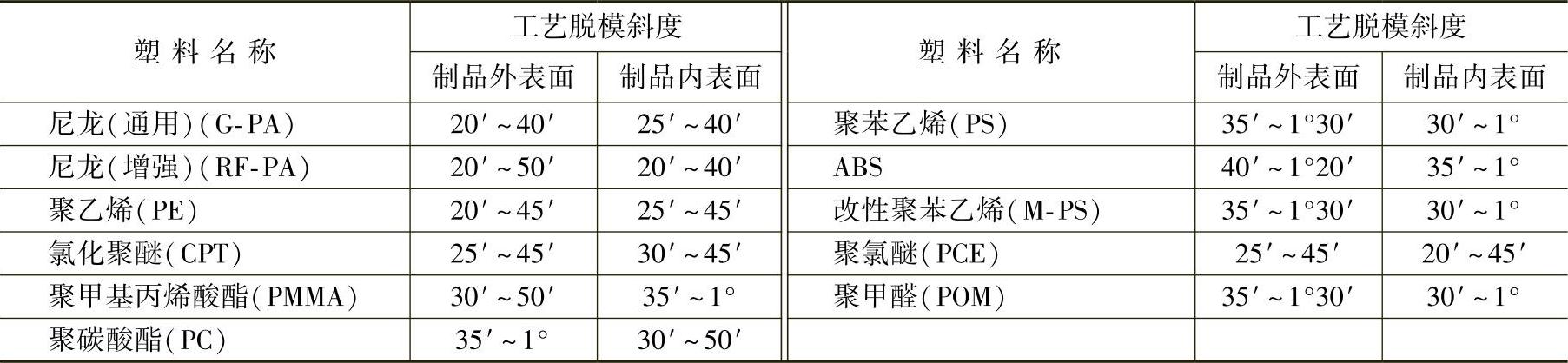
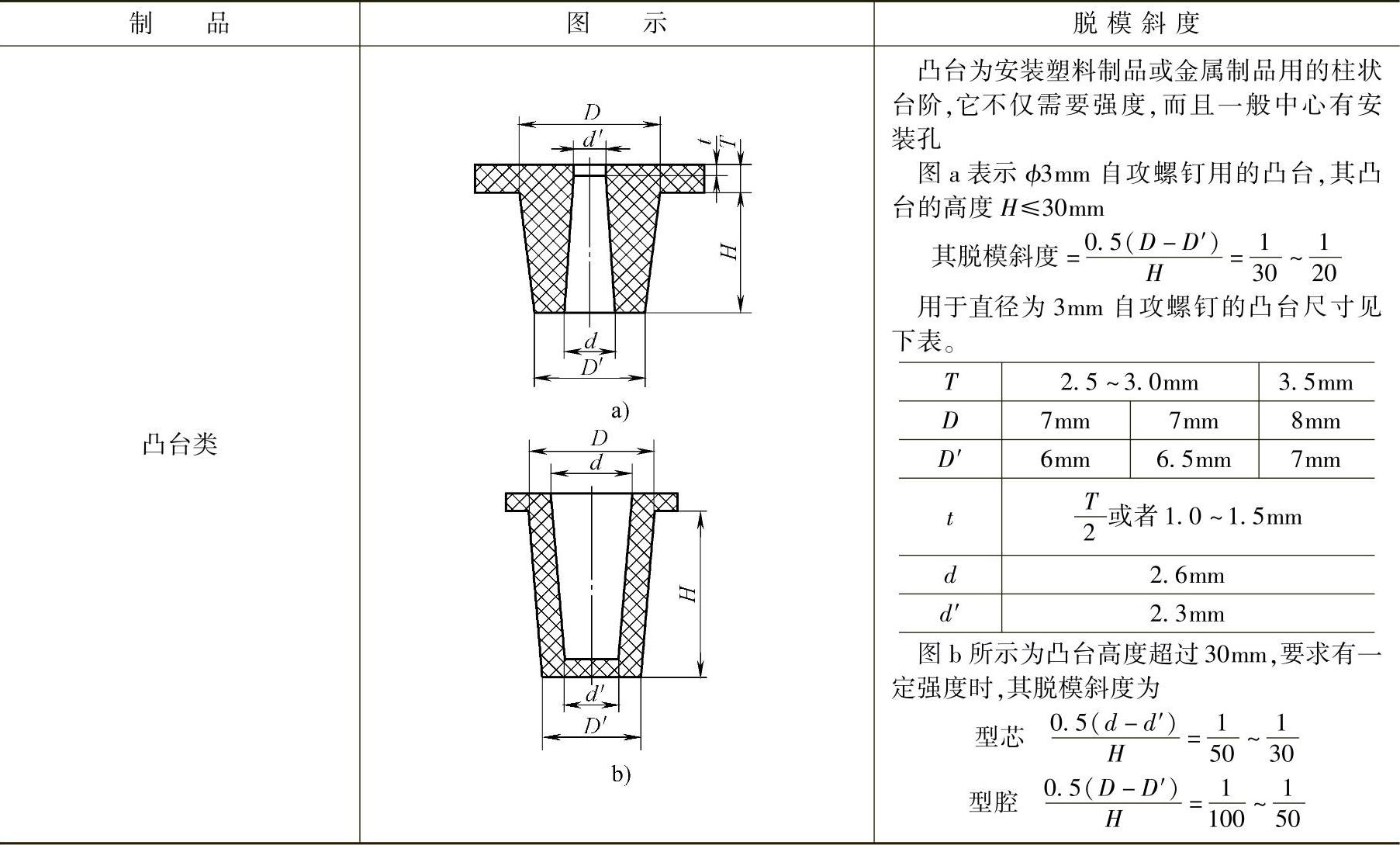
表19-18 几种常见形状塑料制品的脱模斜度

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。