



铰链又称合页。传统的铰链结构是由凹凸一对铰链座中间插入销轴而组成的,它们分别将两个部件连接起来可绕销轴中心线做90°开合的转动。铰链过去常用金属材料制作,其质量和结构较大,加工及装配连接复杂,需进行防腐蚀处理,增加零件数量,但寿命长,连接牢靠,可承受较大的负载,因此目前仍应用广泛。这种原理也被用于塑料制品中,从而制成硬质塑料铰链(见图19-105a、b)。另外,利用PP等韧性塑料,现也已广泛用于制作一种柔性塑料铰链结构,如图19-105c所示,其优点是质轻,结构简单,加工方便,无需再装配,与制品成一体可直接用作组合结构制品,而且可开合180°,又可减少零件数量,使用寿命较长,一般弯折次数可达数千次到数百万次,这里主要介绍这种铰链结构。
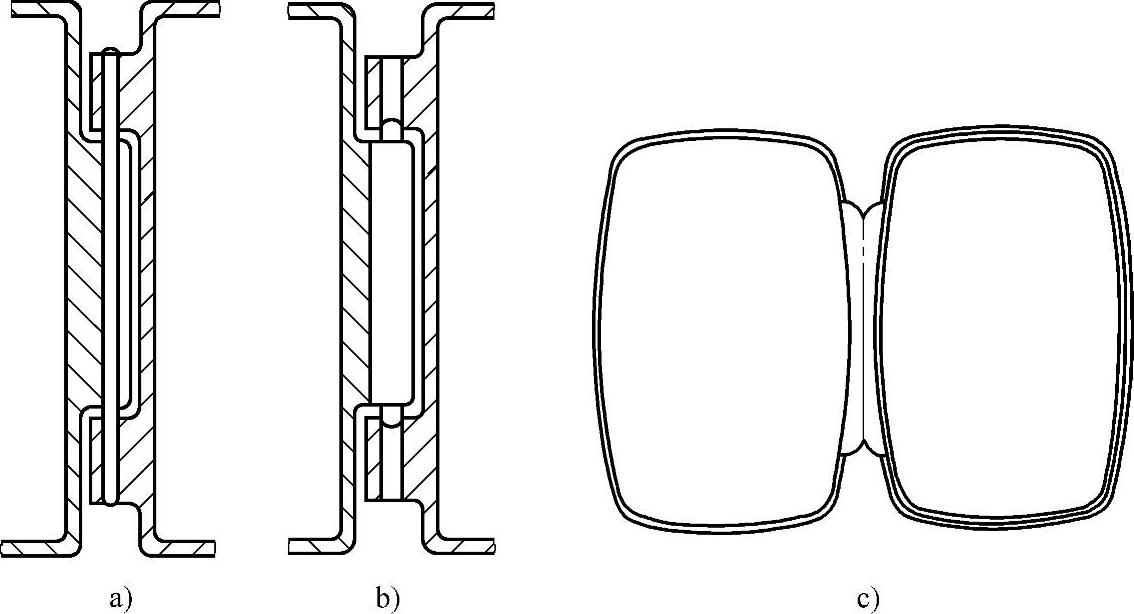
图19-105 塑料铰链结构示意图
1.选择材料
柔性铰链连接结构要选用抗挠屈性能优良的材料,目前广泛选用的塑料有PP、PE、PVC、PA、POM、热塑性弹性体等。其中,PP的屈挠效果最好,弯曲疲劳强度高,如用PP注射一体的柔性铰链,能承受7000万次返复折弯而无损坏痕迹,故应用很广。对于要求拉伸强度较高的铰链可用工程塑料,对屈挠次数较少的制品可用硬质塑料,如HIPS、PS等可作屈挠几次的一次性铰链。
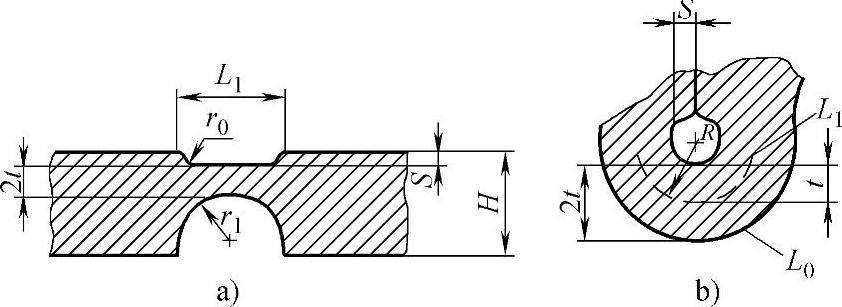
图19-106 完全弹性的铰链弯折前后的几何参数
a)弯折前 b)弯折后 L1—活动铰链的中性层长度 t—铰链厚度的1/2 S—槽的深度 R—铰链最外层的弯曲弧长
2.铰链形状及尺寸计算
图19-106所示为完全弹性的铰链弯折前后的几何参数。
铰链在弯折时外侧受拉伸应力,内侧受压缩应力。为了使弯曲后外层及内层产生的应力小于各自的允许应力,使中心层长度L1及位置不变,材料处于完全弹性变形状态,弯折区域要设计成图19-106a所示的形状,L1、t、S的关系式如下:
中心层弧长L1=πtEy/σy=πt/εy;
闭合角φ=L1σy/(tEy)≥π;
铰链最外层弯曲弧半径R≥tEy/σy
各式中,t是1/2壁厚;Ey、σy、εy分别是弯曲模量、弯曲应力及弯曲应变;R是铰链最外层弯曲弧半径,R=S+t。
不同塑料及结构的尺寸参数值也不同,如对常用的PP、PE铰链在闭合时槽深一般取S=0.2mm,此槽两端的连接圆角半径r0=0.1mm,此槽在闭合后会产生一个圆孔,可防止该部位过大的应力集中,阻止铰链里侧的开裂。铰链厚度为2t=0.3mm;柔性塑料PE铰链厚2t=0.5mm。铰链中性层长L1=1.5mm。外侧圆半径r1=0.75mm,形成一个拱桥形的几何结构。薄的铰链和大的r1圆弧,使铰链中材料在模塑的充模流动中产生足够的取向。这种结构可使铰链完全处于弹性变形状态,屈挠次数可达数千次以上,但久经弯折后达到塑性变形状态时,只弯曲数次就会破坏。另外,当铰链过分弯曲时,会使铰链截面的中央尚有部分弹性变形的厚度,而部分厚度在屈挠后会产生塑性变形,则此时只屈挠数百次就会破裂。所以,在设计时需根据使用要求计算几何形状及结构参数。这是技术性和实践性很强的工作,设计者需研究铰链闭合时的力学状态进行计算设计,而且还需进行试样测试修正。
(1)铰链弯曲时的力学状态 当铰链弯曲角度过大或反向弯曲时都会导致铰链厚度方向发生塑性变形,且中性层长度及位置也会发生变化,导致失去弹性,不能正常开合,甚至开裂和撕裂。因此,设计时要对已设定的L1、t值等参数进行校核,检查其在使用弯曲角度范围内铰链能否正常工作。下面以图19-107所示结构为例进行分析。
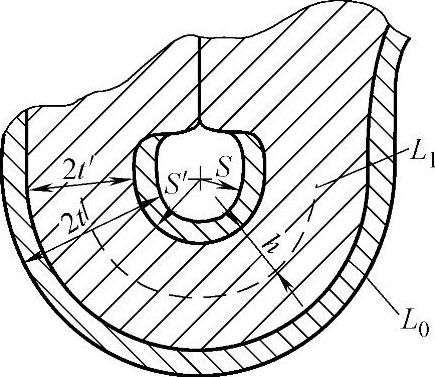
图19-107 有部分塑性变形铰链的原理图
2t′—闭合位置的铰链厚度 S′—闭合位置的槽深半径
图19-107所示为当活动铰链的过分弯曲时会产生塑性变形,铰链区域材料变形情况,弯曲产生的拉伸变形会引起铰链厚度方向的颈缩现象,使弯折后的铰链变薄,厚度从2t减薄成2t′;槽深S却加深为S′。如果中性层附近还存在弹性变形,中性层长度L1不变。但中性层位置有偏移,距内侧的位置为h,各参数计算如下:
1)铰链中性层位置h:

如果弯折铰链的拉伸变形εt很大,得到h为负值。说明弯曲后的厚度中没有中性层。原设计的模塑铰链中性层长度L1过短,弯折后整个铰链被拉伸;反之,弯折后h>2t也没有中性层,说明原设计L1过长。两者都是整个厚度上存在塑性变形。
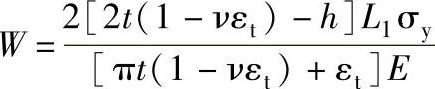
2)铰链中弹性部分厚度W:
常用铰链在正向闭合弯折时可设计成纯弹性变形。但铰链偶然在错误方向的反折会使其产生部分的塑性变形。估算此种状态下铰链中的弹性变形厚度有助于深入分析铰链的力学状态和失效原因。中性层两侧的弹性变形厚度,可按下式计算。
3)避免铰链开裂的中心层长度L′1:

式中,ν是泊松比;εlim>ε1+εb,

(2)铰链设计参数校核 在设计时可按完全弹性变形设定L1及t1值,然后用下列程序进行校核。
1)校核L1弯曲弹性界限值LA。
LA=πtEy/σy
2)校核L1弯曲塑性界限值LB。
LB=π(t+S)
3)校核L1弯曲开裂界限值LC。(https://www.xing528.com)
LC=πt/εlim
4)校核L1弯曲变薄断裂界限值LD。

5)校核中心层位置h。
6)校核计算结果。通过上述公式计算的LA、LB、LC和LD分别为中性层长度L1在铰链弯曲时弹性、塑性和开裂时的界限值。弯曲闭合时,铰链长L1过短,中性层位置h<0;铰链长L1过长,h>2t,弯曲后铰链失去弹性。在整个铰链厚度上产生了塑性变形。当L1>LD时,过短的铰链弯曲后变薄,外层应变超过强度极限值而断裂。当L1>LC时,过长的铰链弯曲后,外层应变超过极限值而开裂。LB用来判别铰链弯曲后,中性层长度L1过长外移,还是过短。
以上各式是针对铰链转动角度为π(180°)的,对于 、
、 或3
或3 等转角,应作相应的置换。
等转角,应作相应的置换。
设计过程中塑料材料的力学性能可在材料手册中查得,或经过试样的性能测试。其中泊松比ν可参考表19-181。
表19-181 各种材料的泊松比ν (变形速度为5mm/min)

7)校核计算举例。在图19-107所示的塑料铰链中,其σb=101MPa,εb=18%,σy=73MPa,εy=2.6%,E=2800MPa,ν=0.38。此铰链厚2t=0.5mm,长L1=4.5mm,槽深S=0.25mm,转动角180°,试进行工作状态的校核。解: m,铰链长L1=4.5mm,LA≫L1说明铰链弯曲180°后有塑性变形存在。
m,铰链长L1=4.5mm,LA≫L1说明铰链弯曲180°后有塑性变形存在。
LB=π(t+S)=π×(0.25+0.25)mm=1.57mm,LB<L1说明铰链过长,弯曲180°后中性层外移。

说明铰链弯曲180°后,外层并不会因伸长而开裂。
 ,h>2t说明铰链弯曲180°后,在铰链厚的中性层之外,完全失去弹性。
,h>2t说明铰链弯曲180°后,在铰链厚的中性层之外,完全失去弹性。
此铰链一旦闭合就产生完全塑性变形。因无弹性,可开闭弯折次数不多,但在使用期间不会开裂。
(3)几种铰链尺寸形式举例 图19-108a所示为日记本外壳;图19-108b所示为药片盒;图19-108c所示为录音带盒;图19-108d所示为聚丙烯铰链的尺寸;图19-108e所示为夹持器打开时的侧视图;图19-108f所示为阶梯铰链的工作图。
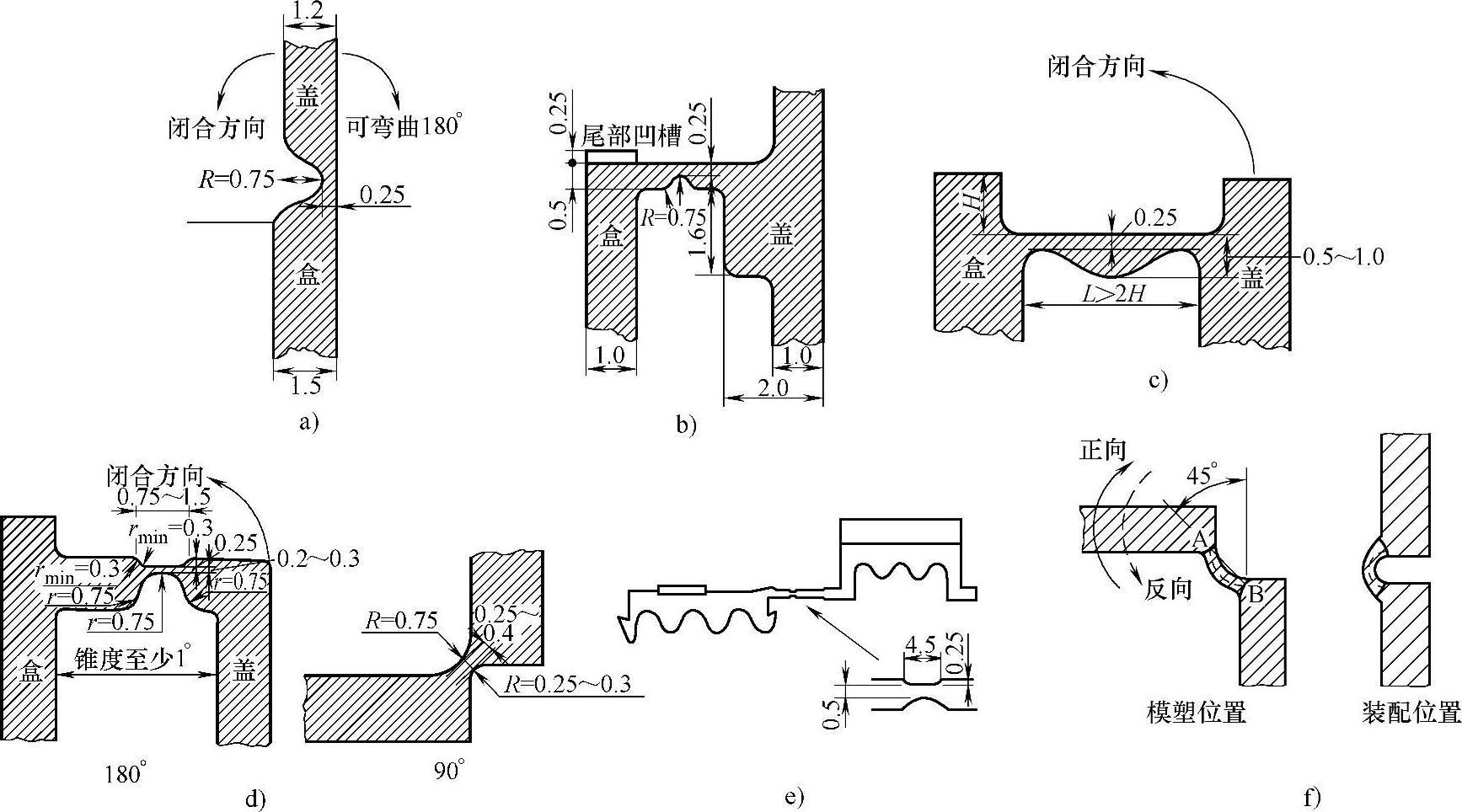
图19-108 几种柔性塑料铰链
3.塑料铰链的成型加工
铰链成型加工的方法及工艺条件与其屈挠性能有密切的关系,成型后要求聚合物有明显的取向性,即聚合物的分子链沿弯折方向取向排列。在弯折区域内不得有任何内在或表面质量缺陷和残余应力。塑料铰链成型加工方法可分为注射成型、热压成型、中空成型和挤出成型等。
(1)注射成型加工 为了使铰链部位有充分的取向排列,注射时应采取以下措施:
1)如对PP制品,铰链中间部位应取薄壁,厚度一般为0.25~0.38mm,长度为0.5mm,宽度即搭接长度为1.5mm左右,如果太宽,则挠曲力增大,且不易对准折合线。另外,铰链的肩部和唇部包括两个配合部件来帮助对准曲折线,使拉伸在一条直线上进行,其结构参数如图19-109所示。
2)模具进料口必须设在安排铰链的一侧,以保证料流取向流动并充分填充型腔,如图19-110所示。
3)成型工艺条件要防止剪切速率过高发生熔料降解或产生残余应力,在铰链出入端设置圆角过渡。另外,在铰链区附近应有足够的冷却,铰链区不得有任何表面和内在的缺陷。
4)待铰链塑件从模具中取出后,应趁热立即将铰链弯折若干次。弯折角度在90°~180°之间。这将使铰链在长度方向延伸200%~300%,使铰链厚度从0.25~0.38mm拉薄到0.13mm左右。铰链处的聚合物分子进一步得到拉伸取向,有效地提高疲劳强度和拉伸强度,可从34MPa增加到55MPa。
5)对模塑铰链进行冲压再加工,让铰链部位材料经延伸后有进一步取向,可有效地改善铰链的强度和弯曲弹性,如图19-111所示。
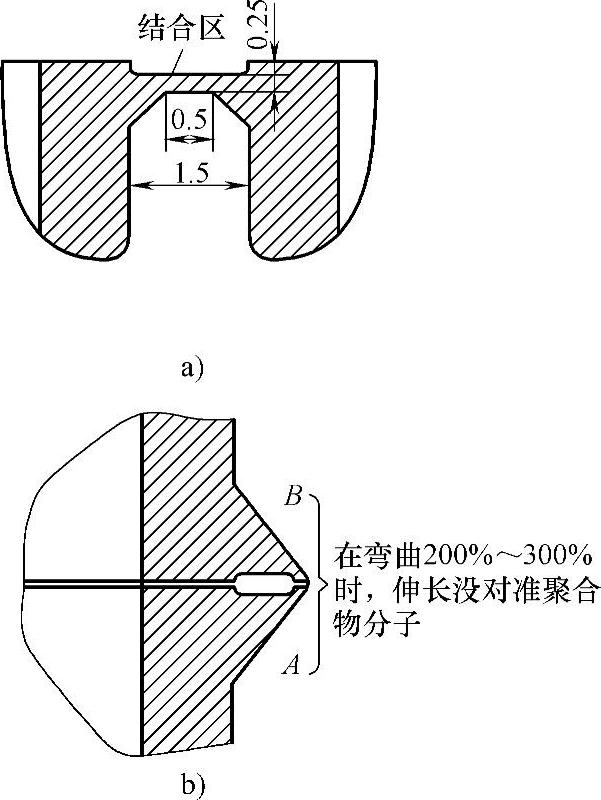
图19-109 PP铰链尺寸
a)塑料铰链在模塑时的位置 b)曲折时的铰链位置
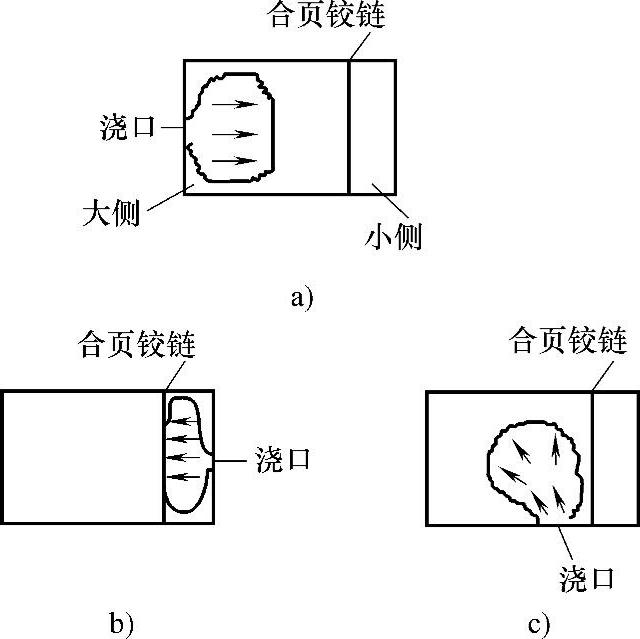
图19-110 浇口相对于铰链位置的选择
a)好 b)不太好 c)不好
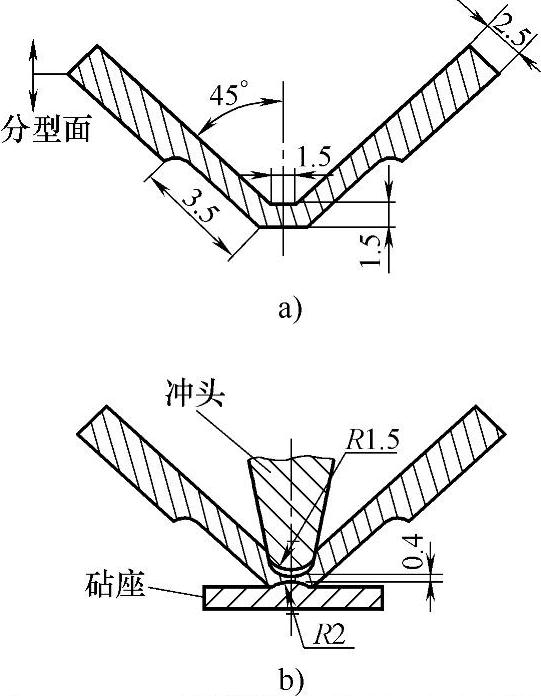
图19-111 模塑铰链的冲压工艺尺寸
a)模塑件 b)冲压操作
(2)热压成型 热压成型铰链屈挠特性不及注塑铰链,其挠曲次数少一些,但抗撕性能好,可室温或加热成型,也可用凹模和凸模对压或凸模与平面模压贴成型。需要注意的是,必须控制压力及行程,避免产生过大应力或压裂铰链。一般铰链中间部位厚度为0.25~0.5mm,沿弯曲轴线方向的模压压力均匀,此方向上冲头的作用长度在3mm以下。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。