



1.M1432A磨床电气控制系统的特点
1)砂轮架的旋转运动由交流电动机M5经过平带传动拖动,无齿轮变速机构,砂轮的切削速度不需要改变。
2)内圆磨具砂轮的旋转运动由电动机M4经过V带传动拖动,也不需要变速。
3)工件的旋转进给运动由电动机M2直接拖动,由于工作过程中有快速和慢速的需要,所以电动机M2需要变速,采用三角形联结和双星形联结两种不同的联结方式实现低速和高速。
4)液压泵电动机M1提供液压系统的压力油。
5)冷却泵电动机M6提供切削液。
2.电气原理图及低压电气元件表
M1432A万能外圆磨床的电气原理图如图3-1所示,所用的电气元件见表3-1。
表3-1 M1432A电气元件表
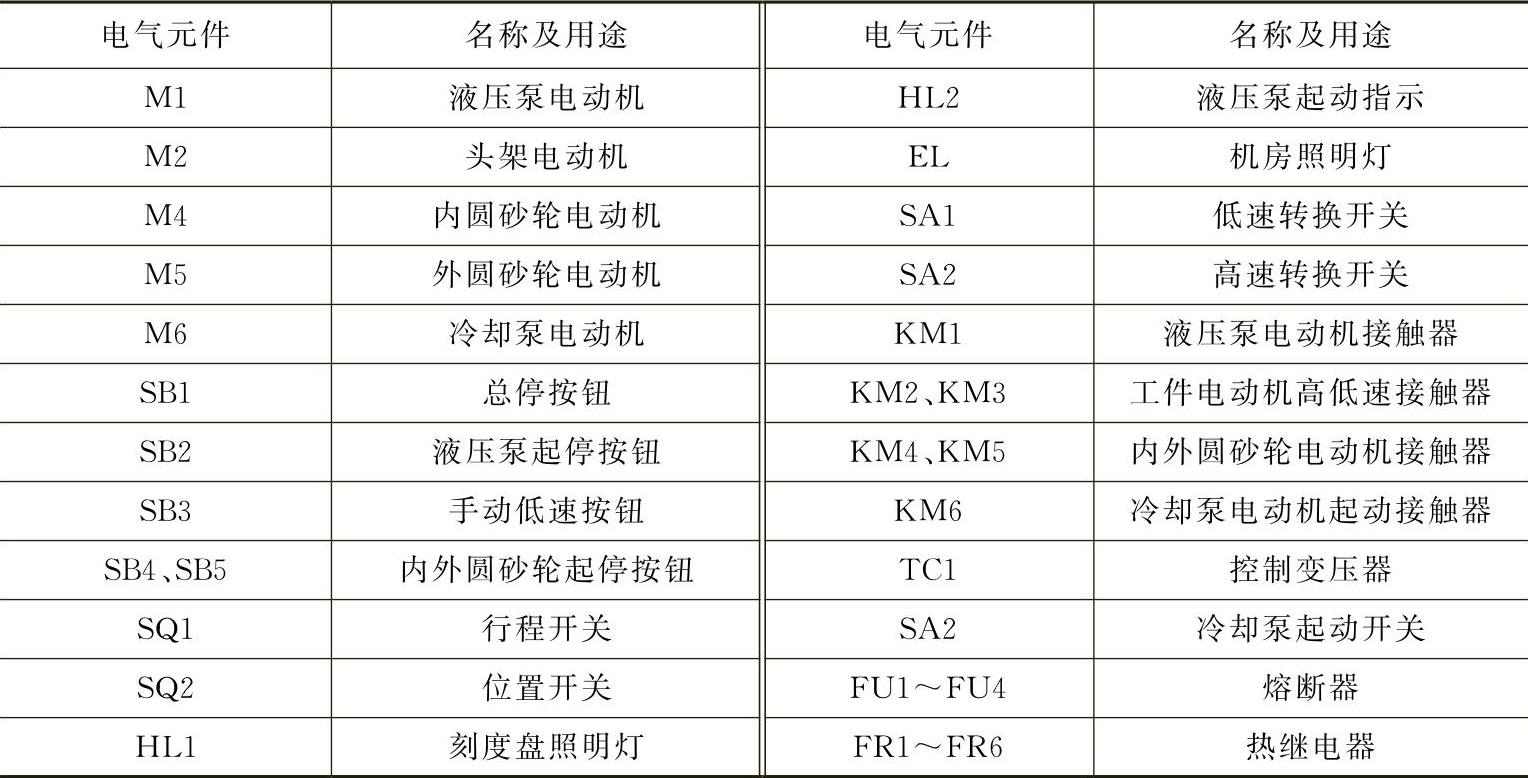
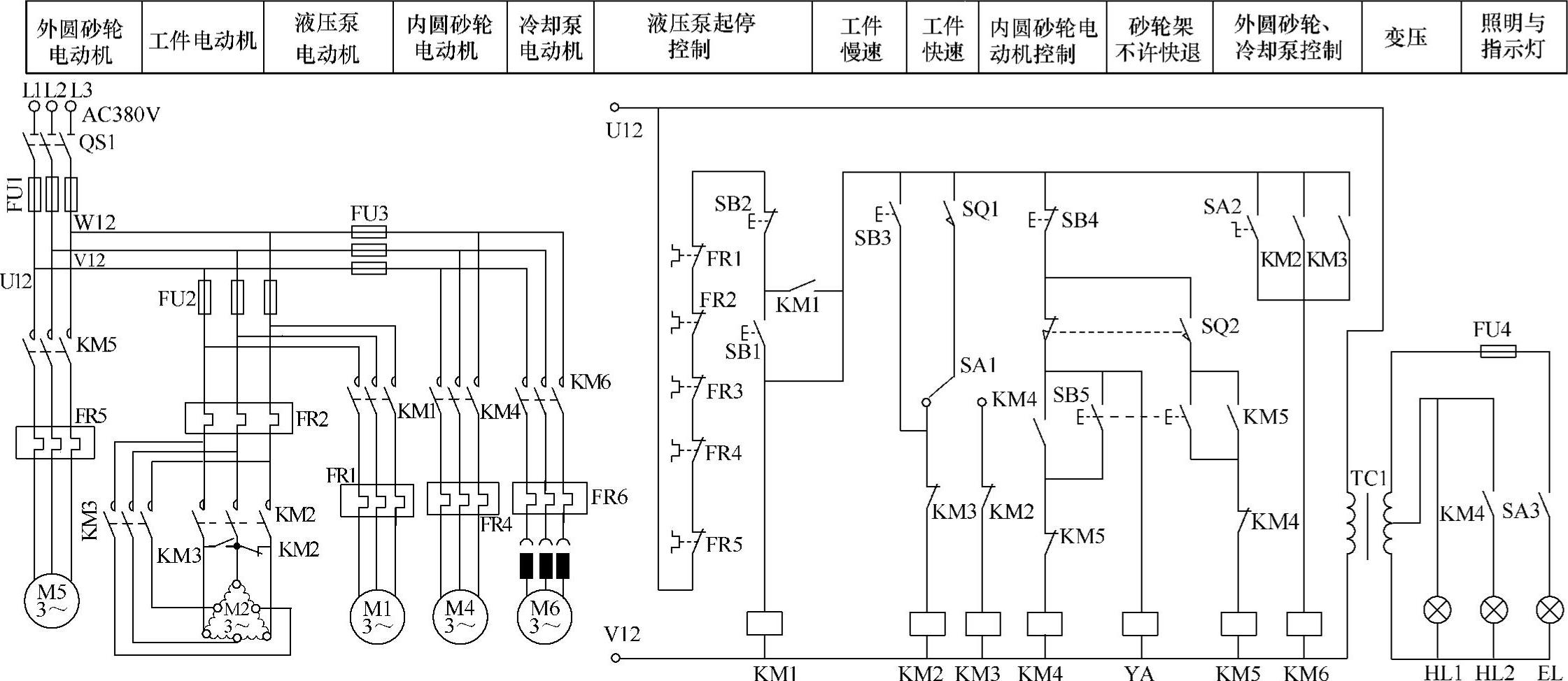
图3-1 M1432A万能外圆磨床电气原理图
3.M1432电路分析
(1)主电路
M1432A万能外圆磨床有五台电动机。液压泵电动机M1由接触器KM1控制。头架电动机M2为双速电动机,由接触器KM2、KM3控制,当KM2线圈得电时,KM2的主触点闭合,头架电动机被连接成三角形,磁极对数多,转速低;当接触器KM3线圈得电时,其主触点闭合,头架电动机定子绕组被连接成双星形,磁极对数少,转速高。拖动内圆砂轮的电动机为M4,由接触器KM4控制;拖动外圆砂轮的电动机为M5,由接触器KM5控制。M6电动机为冷却电动机,由接触器KM6控制。电动机M1、M2、M4、M5、M6由各自的热继电器FR1、FR2、FR4、FR5、FR6进行过载保护。(https://www.xing528.com)
(2)控制电路
1)液压泵电动机。液压泵电动机M1提供的压力油是供给工作台的纵向进给和砂轮架的快速进退液压系统的。按下起动按钮SB2,接触器KM1线圈得电,其自锁触点KM1闭合,实现自锁,同时其动合触点KM1闭合,液压泵起动指示灯HL1亮。主电路中KM1的主触点闭合,液压泵电动机起动并运转。由控制电路知,只有在KM1得电以后,其他电气控制线路才能接通。也就是说,只有在M1起动以后,液压系统准备就绪,其他电动机才能接通电源,起动运行。按下停止按钮SB1,KM1线圈断电,M1断电停转。此时其他控制电路都无法实现接通。
2)头架电动机。磨削加工时,有头架和尾架把工件沿中心轴顶紧。头架电动机M2安装在头架上,电动机M2带动工件旋转。由于加工工件的直径大小以及精磨和粗磨的要求不同,要求头架电动机M2的转速能够调节。M1432A万能外圆磨床采用塔式带轮配合双速电动机,以满足所需的速度要求。在控制电路中,SA1为速度转换开关,分成“低”、“停”、“高”三挡。
①低速,即SA1置于“低速”位置。当工件安装完毕(M1已起动)时,操纵液压手柄使砂轮快速接近工件,砂轮架压住行程开关SQ1,因SA1置于低速位置,通过SQ1和SA1接通接触器KM2线圈,其互锁触点KM2断开,实现对接触器KM3的互锁。主电路中KM2的主触点闭合,M2得电低速运转,配合塔式带轮的传动比可以得到工件所需的转速。此时,动合触点KM2闭合,接通接触器线圈KM6,主电路中KM6的主触点闭合,冷却泵电动机M6起动并供给切削液。
②停车,即SA1置于“停”位置。此时控制线路被断开,“低速”、“高速”控制都无法实现,但能够进行点动调试。按下按钮SB3,接触器KM2线圈得电,但不能自锁,头架电动机低速点动运转。
③高速,即SA1置于“高速”位置。通过行程开关SQ1,接触器KM3线圈得电,其互锁触点KM3断开,实现对接触器KM2的互锁。KM3的动合触点闭合,主电路中的主触点闭合,电动机M2高速转动,配合塔式带轮的传动比可以得到工件所需要的转速。此时,动合触点KM3闭合,接触器线圈KM6得电,其主触点闭合,冷却泵电动机M6起动并供给切削液。
无论采用那种速度,在切削完毕时应用液压手柄操作使砂轮快速退回原处,行程开关SQ1被释放,头架电动机停止转动。
3)内、外砂轮电动机。内、外砂轮分别由电动机M4、M5带动,由接触器KM4、KM5以及行程开关SQ2的动合、动断触点控制,确保内外圆砂轮电动机M4、M5不会同时转动。
①外圆磨削。在进行外圆磨削时,把外圆磨具往上翻,使内圆磨具移开,压下行程开关SQ2,其动合触点SQ2闭合,动断触点SQ2断开,为接通接触器KM5线圈做好准备。按下按钮SB5,接触器线圈KM5得电,其互锁触点KM5断开,实现对接触器KM4的互锁。主电路中的KM5的主触点闭合,外圆砂轮电动机M5定子接通电源,拖动外圆砂轮旋转。
②内圆磨削。在进行内圆磨削加工时,将内圆磨具翻下来,SQ2被释放复位,接触器线圈KM5断电,不能接通,电磁铁YA通电吸合,其衔铁被吸下,使砂轮架不能快速移动,其原因主要在于在磨削内圆时,内圆磨头伸入工件内孔中,砂轮架横向快速移动,必然造成设备事故;如果要求砂轮架快速退回,应先将工件退下,将内圆磨砂轮架翻上去,YA断电后才可操作液压手柄,进行砂轮架快速退回。安装好工件后,按下起动按钮SB5,KM4线圈得电,其自锁常开触点KM4闭合,实现自锁;其互锁常闭触点KM4断开,实现对接触器KM5的互锁。主电路中KM4的主触点闭合,电动机M4定子绕组接通电源,内圆砂轮电动机运转,拖动内圆磨头的砂轮进行内圆磨削加工。
③内、外圆砂轮磨削停止。无论是在进行内圆磨削还是在进行外圆磨削时,按下停止按钮SB4,接触器KM4或KM5线圈断电,其主触点释放,内、外圆砂轮电动机M4或M5断电停止转动。
4)冷却泵电动机。头架电动机M2在拖动工件旋转时,不论是高速还是低速运转,都需要冷却泵提供切削液。这时由接触器KM2或KM3的动合触点接通KM6,KM6的主触点闭合使冷却泵电动机M6得电,便可提供切削液。此外,在修整砂轮时,电动机M2不需要起动,但需要提供切削液,此时可以通过手动开关SA2接通KM6线圈,使电动机M6得电运转。
5)照明与指示电路。照明灯EL、刻度盘照明灯HL1、液压泵起动指示灯HL2由变压器TC1降压供电。照明灯EL电源电压为24V供电,由开关SA2控制。液压泵起动指示灯由KM1控制,由6.3V电源电压供电,指示液压泵电动机是否正常运转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。