



YB6016半自动花键铣床的电气控制系统电路图如图6-5所示,电气元件见表6-3。下面分析其工作过程。
表6-3 YB6016半自动花键铣床电气元件
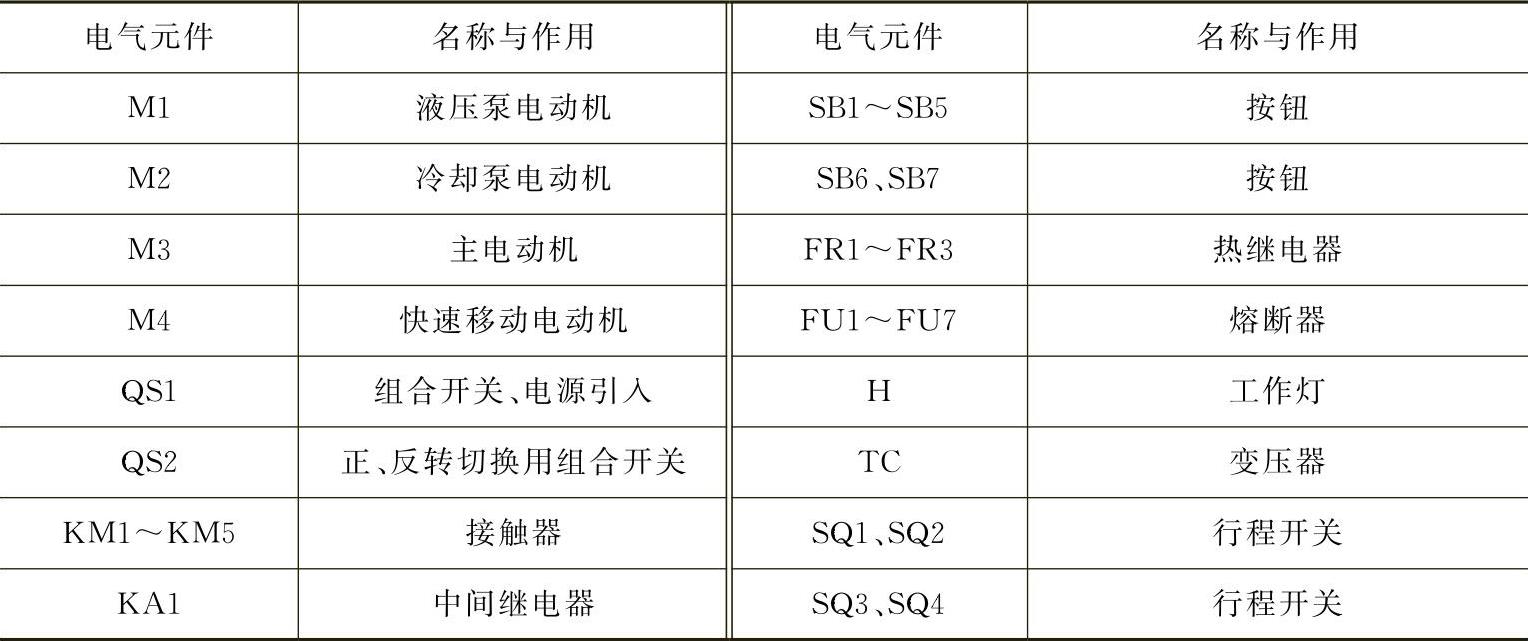
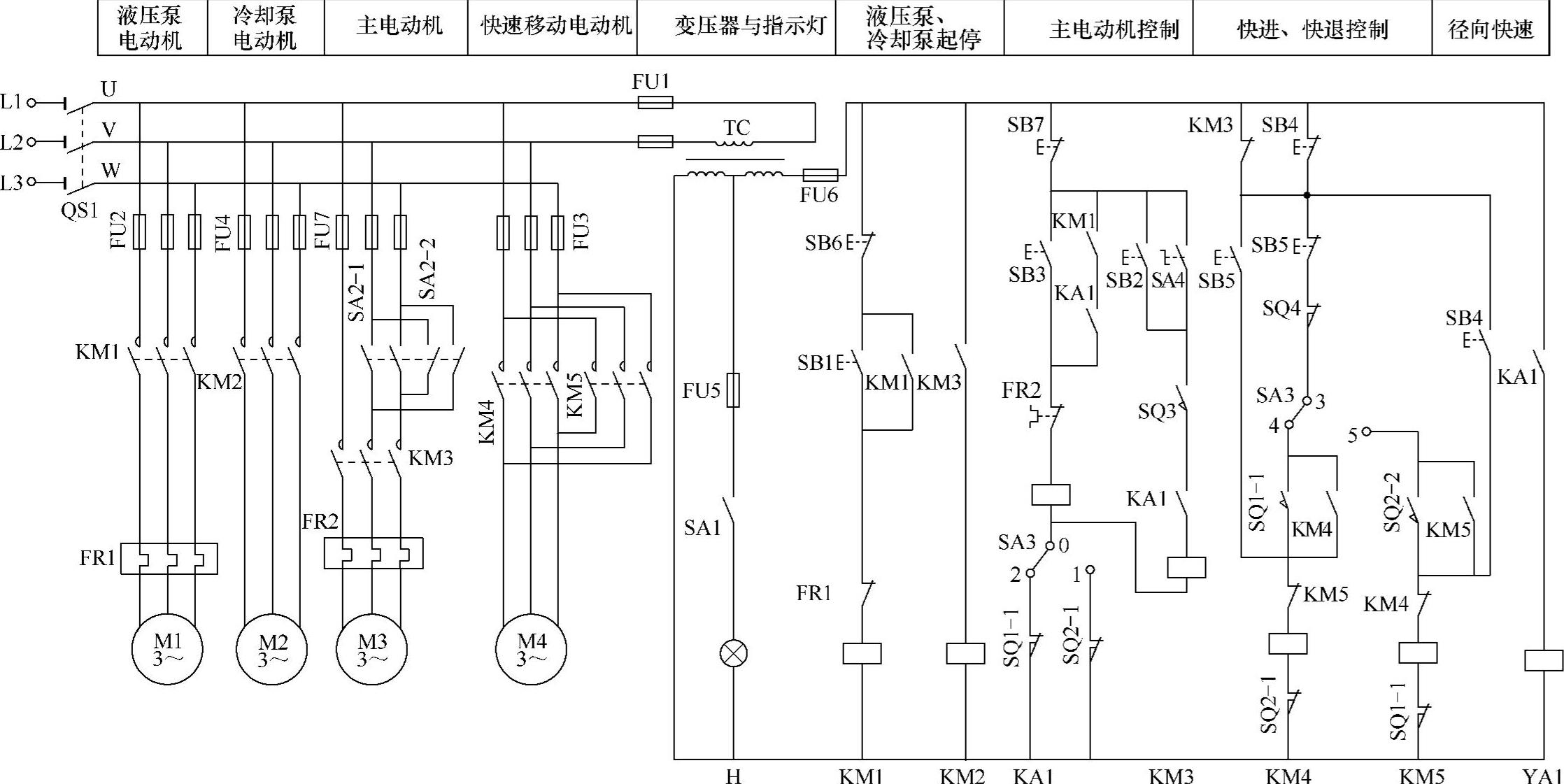
图6-5 YB6016半自动花键铣床的电气控制系统原理图
1.主电路
铣床的电源采用三相380V交流电源,由组合开关QS1引入,M1、M3、M4分别采用热继电器FR1、FR2、FR3进行过载保护。
组合开关SA2控制主电动机M2的正、反转,组合开关SA2有顺铣、停、逆铣的三个转换位置。
接触器KM4、KM5控制快进电动机M3的正、反转,实现快进和快退。
只有在主轴电动机M3起动后,中间继电器KA1得电,冷却泵电动机M2才能起动,M2由接触器KM2控制。
为保证主电路的正常运行,分别有熔断器FU1、FU2、FU3对电动机M1、M2、M3实现短路保护。
2.控制电路
(1)液压泵的起停控制
按下按钮SB1,则接触器KM1线圈得电并自锁,KM1主触点闭合,接通液压泵电动机M1。按下按钮SB6,则断开液压泵电动机M1主电路。
(2)冷却泵电动机的控制
冷却泵电动机M2的起动是在主电动机起动后才能起动,是典型的顺序起动。主电动机起动,接触器KM3得电,其常开辅助触点闭合,接通接触器KM2线圈电路,KM2主触点闭合,冷却泵起动;反之,当主电动机停止,KM3断电,则KM2也随之断电,冷却泵电动机M2停止。(https://www.xing528.com)
(3)主电动机的控制电路
铣床主轴的正、反转是通过主电动机的正、反转来实现的。在切削加工前,先确定采用顺铣还是逆铣,从而确定刀具的转向,将组合开关SA2转到相应位置,并且根据零件轴的装夹方式不同,机床可以从左向右走刀,也可以从右向左走刀,这由转换开关SA3来完成。所以在加工之前,需要将转换开关SA3转换到相应位置。
在液压泵已经起动的情况下,KM1线圈得电,KM1的辅助常开触点闭合,然后按下起动按钮SB3,中间继电器KA1线圈得电,KA1动合触点闭合,KA1接通电磁铁YA1,刀架实现快速径向运动,到达加工位置,压下行程开关;当转换开关SA4转换到自动循环状态下,则接触器KM3得电并自锁,电动机M3按照一定的方向带动主轴转动,进行切削加工,并通过内联系传动装置带动刀架作进给运动。当花键轴加工完毕,压下终点位置的行程开关(SQ1或SQ2),KA1线圈断电,KA1的常开触点断开,KM3断电,加工结束。
(4)刀架的快速移动
当花键自动加工完毕,主轴停止,刀架压下终点位置的行程开关。为了节约辅助时间,控制电路自动接通接触器KM4或KM5线圈实现快速前进或后退,当到达极限位置时,压下行程开关SQ4,实现自动停止。
(5)自动循环过程分析
YB6016花键铣床半自动循环过程及转换开关位置对应关系如图6-6所示。
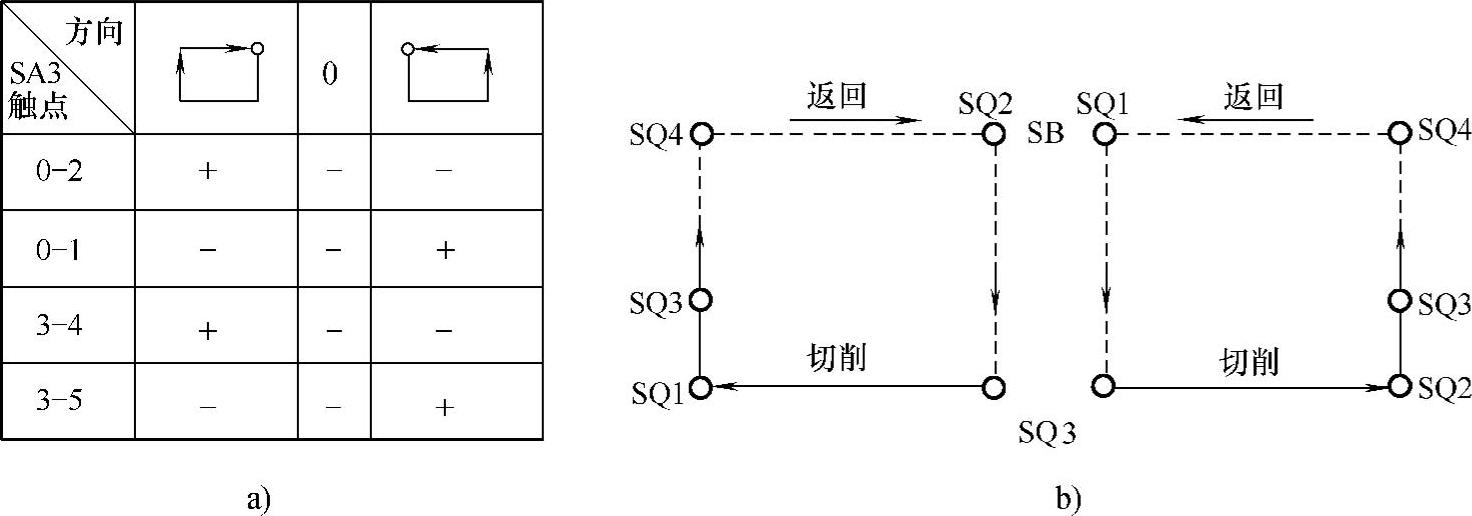
图6-6 YB6016花键铣床半自动循环过程及转换开关位置对应关系
以从右至左的加工形式为例来介绍半自动循环。刀具在工作台右侧,先将转换开关SA3的触点0-2、3-4接通,SA4置于自动循环状态,半自动循环过程如图6-6b所示,液压泵先起动,KM1线圈得电,此时按下起动按钮SB3,则接通中间继电器KA1线圈电路并自锁。KA1常开触点闭合,接通电磁铁YA1线圈,液压系统驱动刀架径向快速运动,当刀架快速到达背吃刀量位置时,SQ3被压下,然后KA1的常开触点闭合,接通接触器KM3的线圈电路,其主触点闭合,电动机M3转动,刀具转动加工,并带动进给机构进给,刀架从右向左运动,当刀具切削结束,刀架到达工件左边,压下行程开关SQ1,切断中间继电器KA1和接触器KM3线圈电路,电磁铁YA1断电,刀具停止转动,同时停止进给。在液压系统的作用下,刀架径向后退,SQ3断开,然后接触器KM4线圈得电自锁,接通快速进给电动机M4,电动机带动刀架快速运动,直到压下行程开关SQ4,快退结束,卸下工件后,通过手动操作返回到起点SQ2处,一次循环结束。
从左至右的循环过程中,需要将SA3转换到另外一个位置,终点压下的行程开关是SQ2,快速退回时接通了接触器KM5。其余控制过程类似。
(6)调整控制
1)主轴点动调整。点动调整控制时,将转换开关SA4断开,当按下按钮SB3后,KA1得电并自锁,此时按下点动按钮SB2,线圈KM3得电,但不能自锁,主电动机M3实现点动。
2)快速进给调整。在主轴停止转动的非自动循环状态下,按下按钮SB4或SB5,会使对应的接触器KM4或KM5线圈得电,但不能自锁,从而实现快进或快退的点动调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。