



1.PLC选择设计思路
PLC具有可靠性高,抗干扰能力强,系统组合灵活方便,编程语言简单易懂,对生产工艺适应性强等优点。多工位回转工作台组合机床由于控制内容多,自动化程度要求较高,其继电器控制系统接线复杂,故障率较高,可靠性较差。应用PLC对其进行技术改造,可以把机械加工设备的功能、效率、柔性提高到一个新的水平,有利于提高产品的加工质量、生产效率,降低设备故障率,其经济效率显著。
在保持液压系统、动力头、夹紧装置以及电气元件型号参数不变的情况下,利用FX2N系列PLC来完成控制,经过统计和分配输入、输出元件端口,需要输入点数为25点,输出点数为19点;考虑指示灯和其他因素,选择总点数为64的FX2N-64MR可以满足要求。
电源类型有:PLC需要交流220V,接触器线圈需要交流110V,电磁铁为直流24V。
去掉了所有在继电器控制系统中的中间继电器和时间继电器,热继电器常闭触点直接连接到对应的接触器线圈回路,其他都选择常开触点,大大简化了连接线路。液压系统不变,如图9-2所示,液压系统的动作顺序同前。电气原理图如图9-4所示。
2.低压电气元件端口分配(https://www.xing528.com)
将继电器控制电路中的按钮、转换开关、行程开关、压力继电器触点等开关元件与PLC的输入端口相连接,作为PLC的输入信号;将继电器控制系统的接触器线圈、电磁换向阀的电磁铁线圈、离合器线圈等与PLC的输出端口相连接,每一个线圈构成一个负载回路,输出继电器相当于一个开关触点,由程序控制触点的闭合与断开,从而驱动负载工作。元件分配情况见表9-6。
表9-6 低压电气元件表与逻辑元件
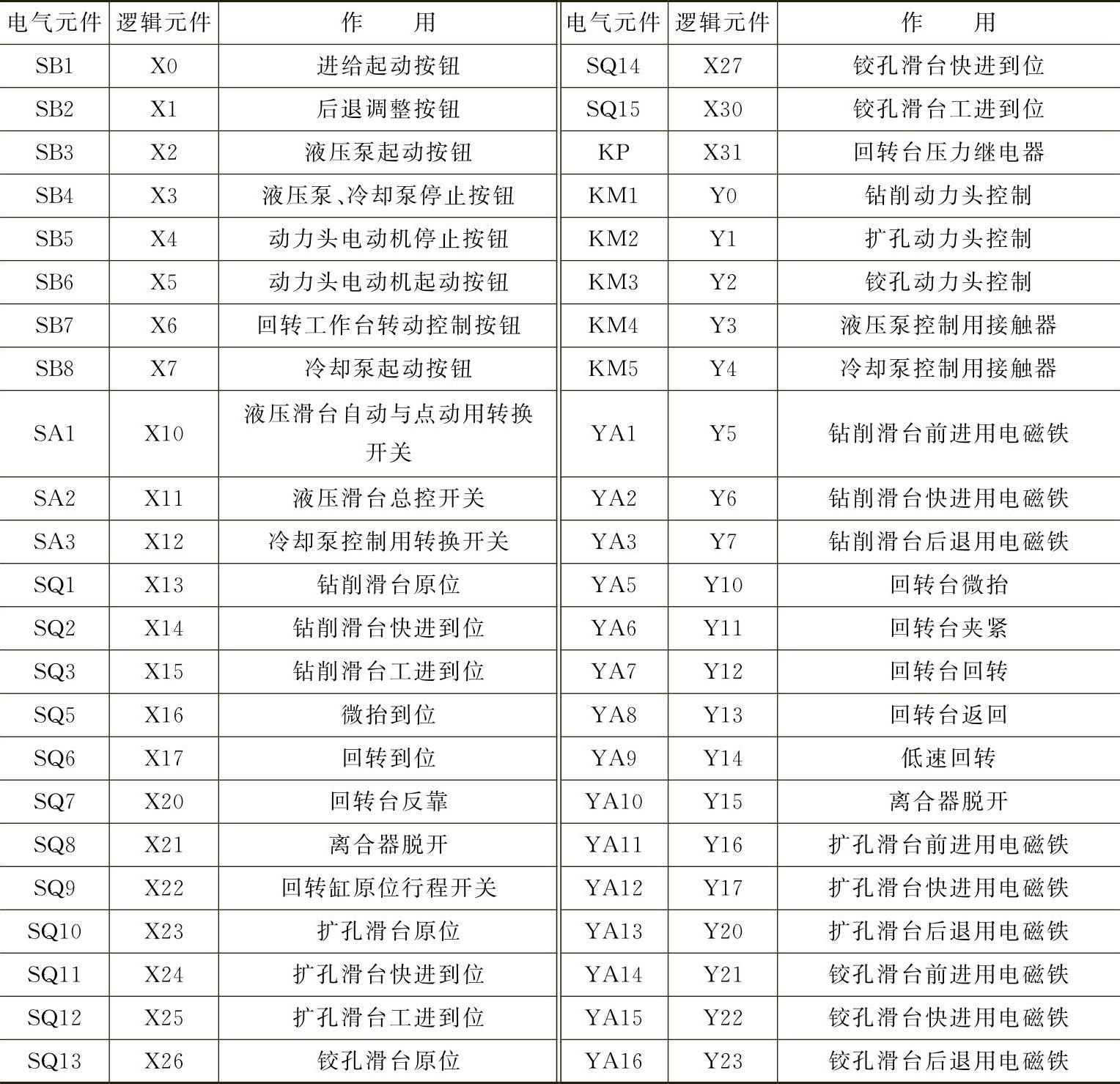
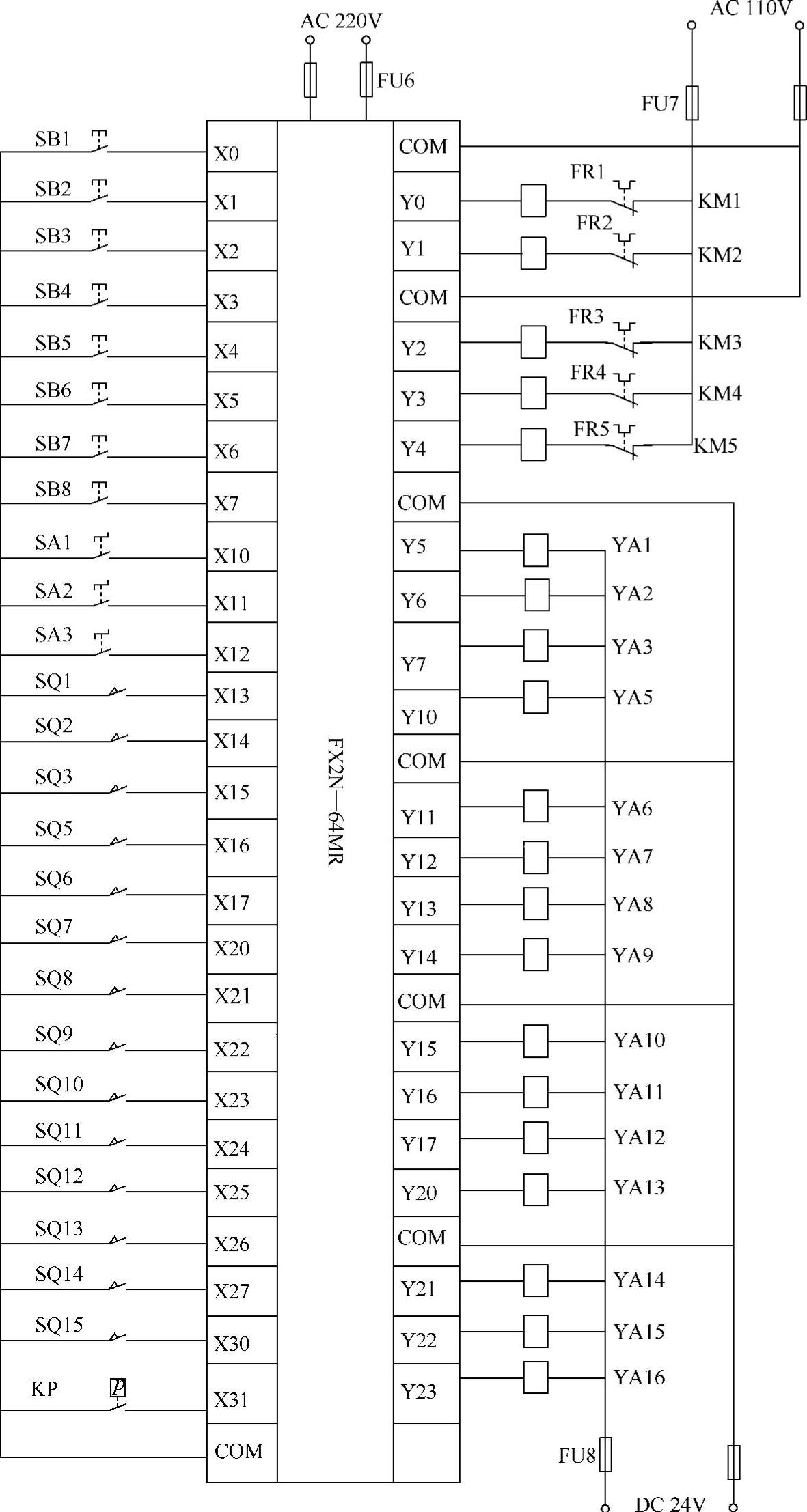
图9-4 PLC控制多工位回转工作台组合机床电气原理图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。