



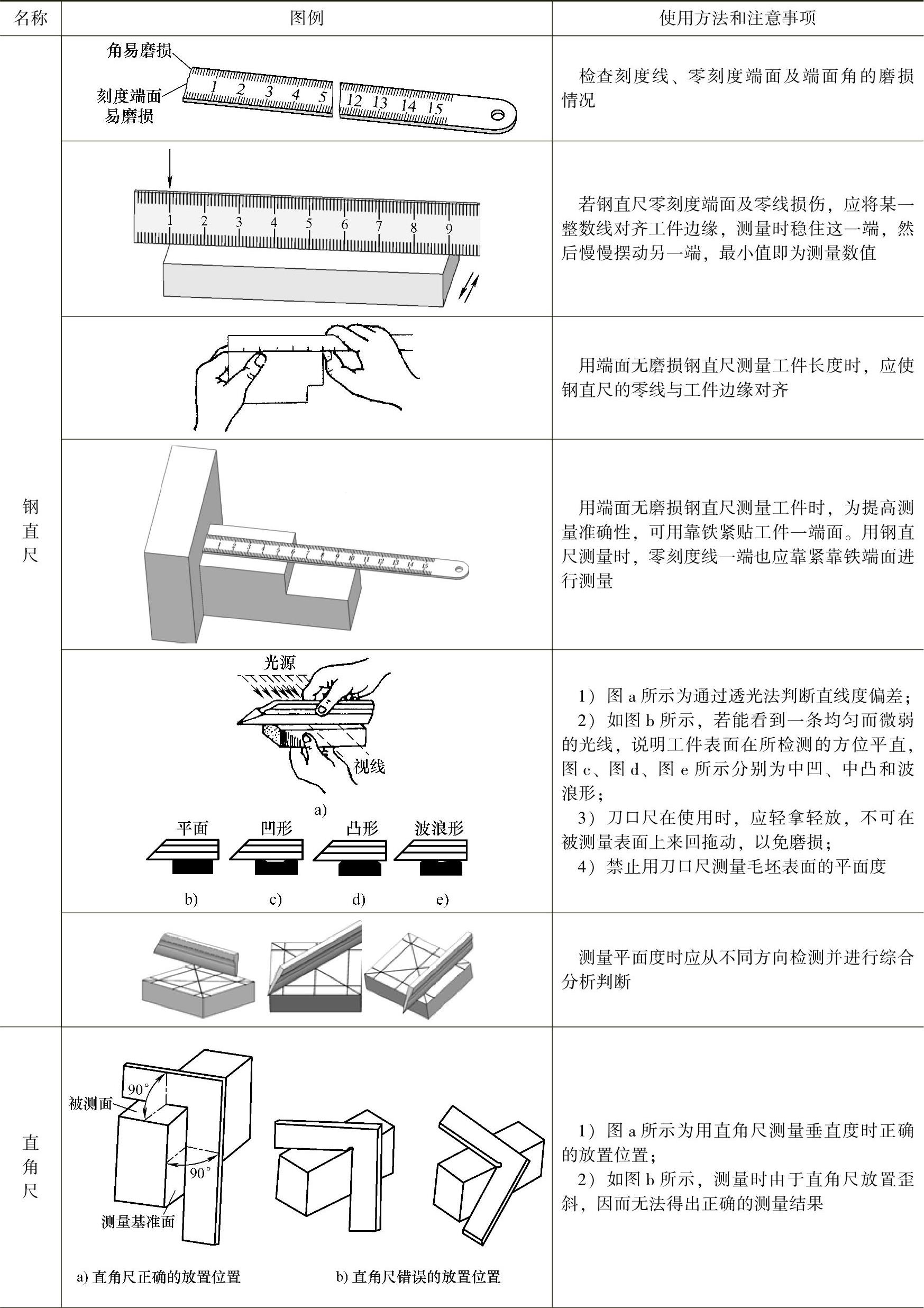
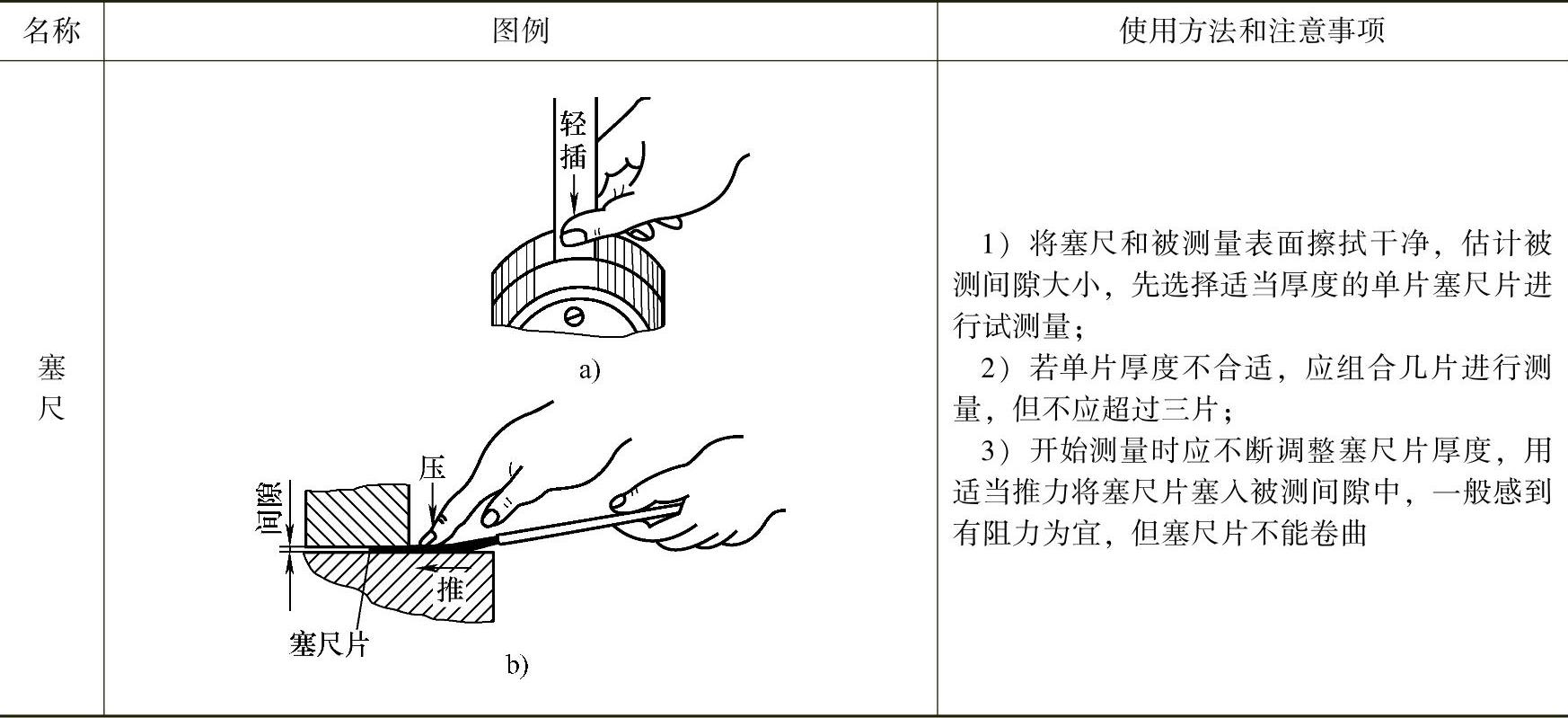
(一)常用简单量具的使用方法(见表2-2)
表2-2 常用简单量具的使用方法
(续)
(二)常用游标量具的使用方法
1.游标卡尺的使用方法和注意事项
(1)游标卡尺使用前的检查(见图2-26)
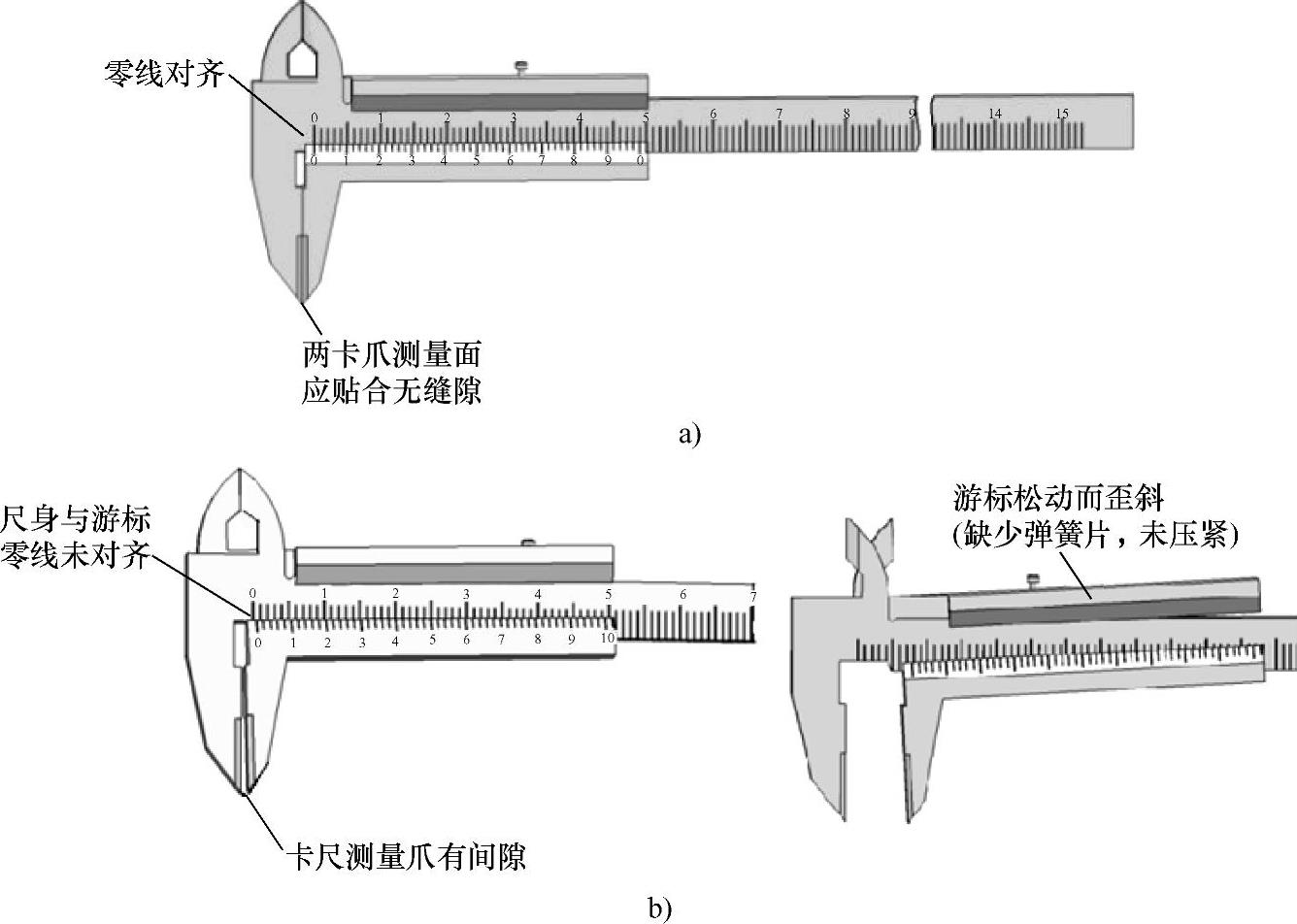
图2-26 游标卡尺使用前的检查
a)检查后符合使用要求的卡尺 b)检查后不能使用的卡尺
(2)游标卡尺的测量注意事项
1)用游标卡尺测量后,进行读数时应把卡尺水平地拿着朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差。
2)游标卡尺的具体使用方法如图2-27~图2-30所示。
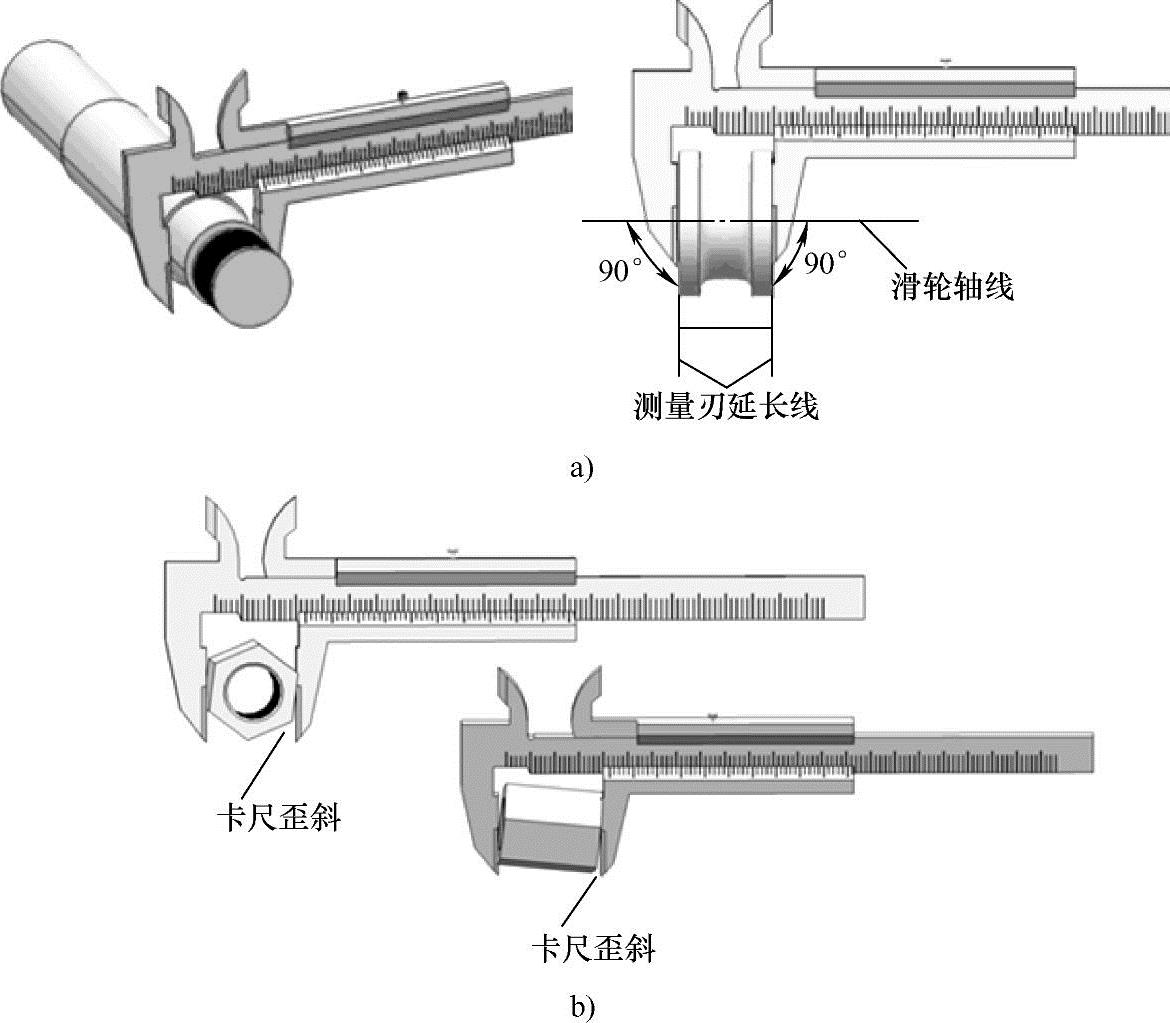
图2-27 测量外形尺寸时正确与错误的位置
a)正确的测量方法 b)错误的测量方法
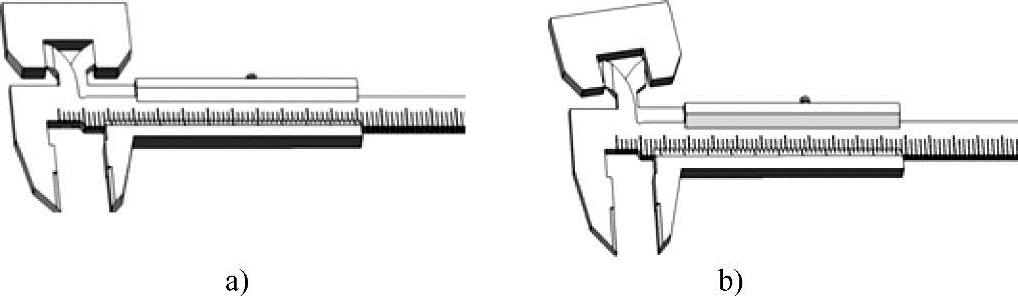
图2-28 测量沟槽宽度时正确与错误的位置
a)正确的测量方法 b)错误的测量方法
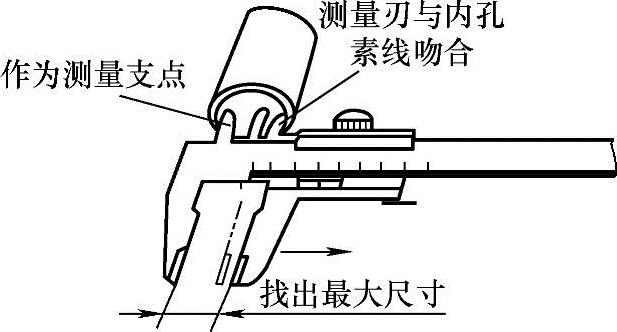
图2-29 测量内孔径的方法
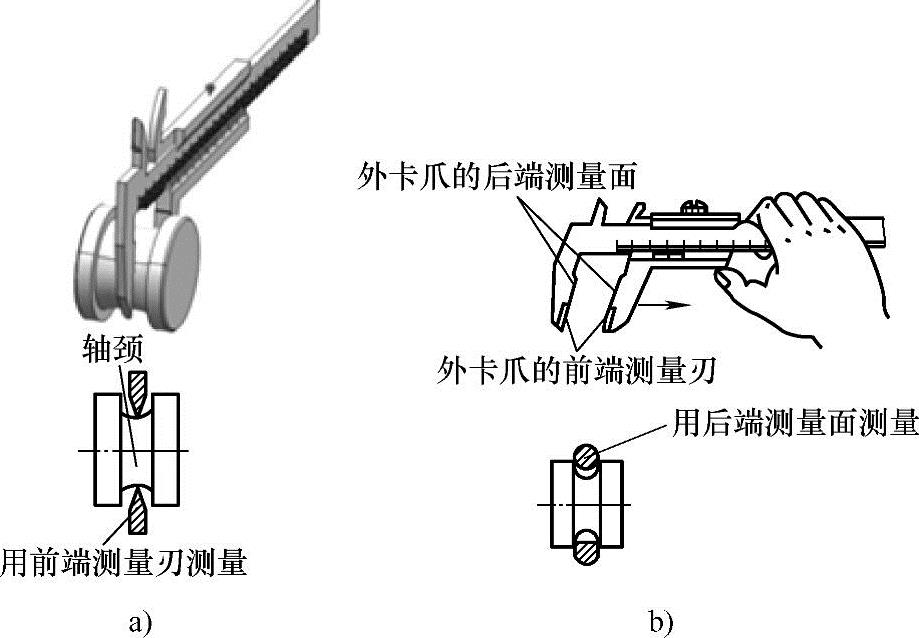
图2-30 测量沟槽内径时正确与错误的测量方法
a)正确的测量方法 b)错误的测量方法
2.游标万能角度尺的使用方法及注意事项
1)图2-31a所示为测量0~50°时游标万能角度尺的组合形态及测量实例。此时应按扇形尺身第一行(含刻度50、60、70等)进行读数,如实例中所测得的角度值为22°42′。
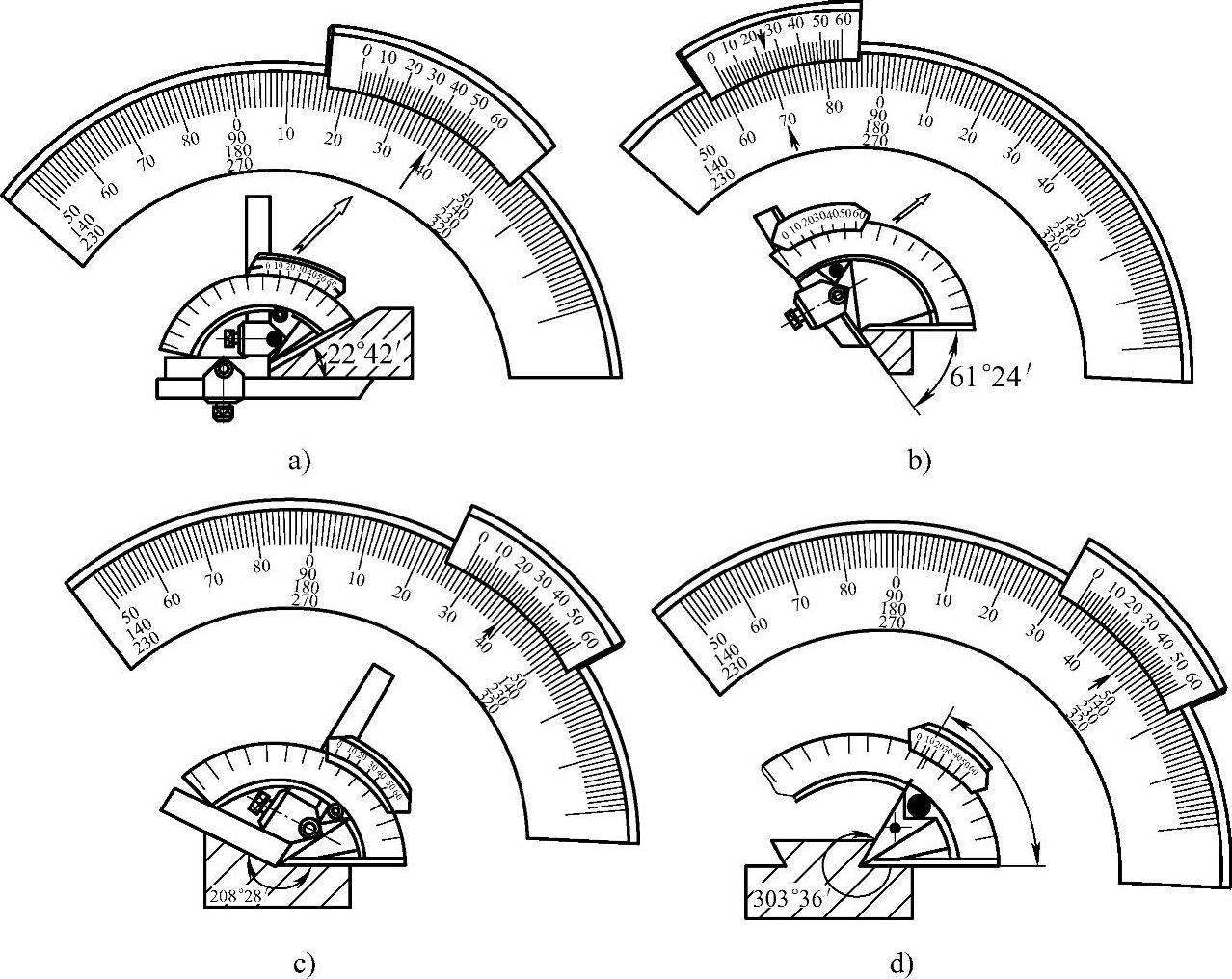
图2-31 游标万能角度尺的使用方法
a)测量0~50° b)测量50°~140° c)测量140°~230° d)测量230°~320°
2)图2-31b所示为测量50°~140°时游标万能角度尺的组合形态及测量实例。此时应按扇形尺身第二行(含刻度140、90)进行读数,如实例中所测得的角度值为61°24′。
3)图2-31c所示为测量140°~230°时游标万能角度尺的组合形态及测量实例。此时应按扇形尺身第三行(含刻度230、180)进行读数,如实例中所测得的角度值为208°28′。
4)图2-31d所示为测量230°~320°时游标万能角度尺的组合形态及测量实例。此时应按扇形尺身第四行(含刻度270、320)进行读数,如实例中所测得的角度值为303°36′。
使用注意事项如下:
1)根据加工要求,将游标万能角度尺调整为要求的角度值并拧紧相应螺钉。
2)如图2-32所示,将尺座基准边紧靠在加工好的工件基准面上,并移动基准边,测量被加工面。
3)和测量直角方法类似,通过透光法确定角度是否符合要求。
4)测量时,夹头锁紧状态应保持良好,直尺、角尺、尺身及游标应均无松动现象,若发生松动或移位,应按要求的标准角度重新定制,并拧紧锁紧螺钉。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-32 游标万能角度尺的使用注意事项
3.游标深度尺的使用方法及注意事项
游标深度尺的使用方法及注意事项如图2-33所示。
1)将活动底座紧贴工件表面。
2)将尺身推下至被测底面。
3)旋紧紧固螺钉。
4)读出测量数值。
(三)外径千分尺的使用方法及注意事项
1)使用前,应把千分尺的两个测砧面擦拭干净,转动测力装置,使两测砧面接触(若测量上限大于25mm时,在两测砧面之间放入校对量杆或相应尺寸的量块),接触面上应没有间隙和漏光现象,同时微分筒和固定套筒要对准零位。
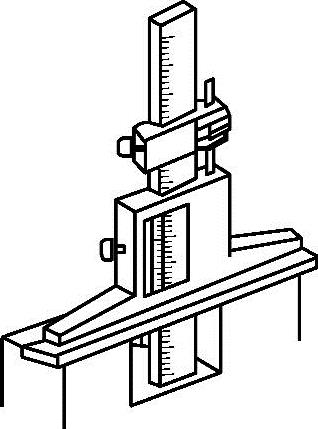
图2-33 游标深度尺的使用方法
2)转动测力装置时,微分筒应能自由灵活地沿着固定套筒活动,没有任何卡滞和不灵活的现象。如有活动不灵活的现象,应送计量站及时检修。
3)测量前,应把零件的被测量表面擦拭干净,以免有脏物存在影响测量精度。绝对不允许用千分尺测量带有研磨剂的表面,以免损伤测量面的精度。用千分尺测量表面粗糙的零件也是错误的,这样易使测砧面过早磨损。
4)用千分尺测量零件时,应当手握测力装置的转帽来转动测微螺杆,使测砧面保持标准的测量压力,即听到“嘎嘎”的声音,表示压力合适,并可开始读数。要避免因测量压力不当而产生测量误差。
绝对不允许用力旋转微分筒来增加测量压力,使测微螺杆过分压紧零件表面,致使精密螺纹因受力过大而发生变形,损坏千分尺的精度。有时用力旋转微分筒后,虽因微分筒与测微螺杆间的连接不牢固,对精密螺纹的损坏不严重,但是微分筒打滑后,千分尺的零位走动了,就会造成质量事故。
5)如图2-34所示,使用千分尺测量零件时,要使测微螺杆与零件被测量的尺寸方向一致。如测量外径时,测微螺杆要与零件的轴线垂直,不要歪斜。测量时,可在旋转测力装置的同时,轻轻地晃动尺架,使测砧面与零件表面接触良好。
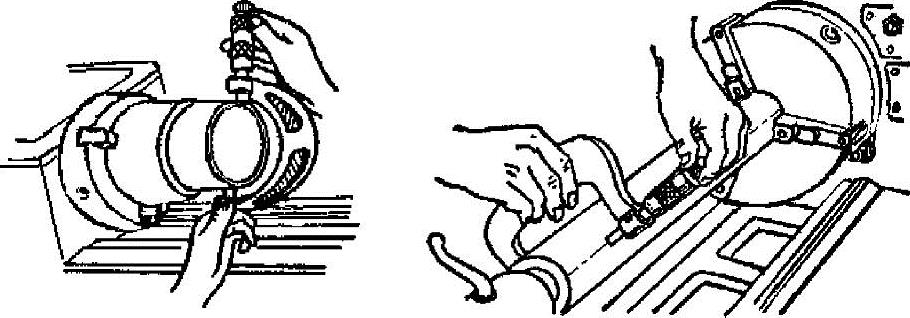
图2-34 在车床上使用外径千分尺的方法
6)用千分尺测量零件时,最好在零件上进行读数,放松后取出千分尺,这样可减少测砧面的磨损。如果必须取下读数时,应用制动器锁紧测微螺杆后,再轻轻滑出零件。把千分尺当卡规使用是错误的,因这样做不但易使测量面过早磨损,甚至会使测微螺杆或尺架发生变形而失去精度。
7)在读取千分尺上的测量数值时,要特别留心不要读错0.5mm。
8)为了获得正确的测量结果,可在同一位置上再测量一次。尤其是测量圆柱形零件时,应在同一圆周的不同方向测量几次,检查零件外圆有没有圆度误差,再在全长的多个部位测量几次,检查零件外圆有没有圆柱度误差等。
9)对于超常温的工件,不要进行测量,以免产生读数误差。
10)用单手使用外径千分尺时,如图2-35a所示,可用大拇指和食指或中指捏住活动套筒,小指勾住尺架并压向手掌,大拇指和食指转动测力装置就可测量。
用双手测量时,可按图2-35b所示的方法进行。
值得提出的是几种使用外径千分尺的错误方法,比如用千分尺测量旋转运动中的工件,很容易使千分尺磨损,而且测量也不准确;又如贪图快一点得出读数,握着微分筒来回转(见图2-36),如同碰撞一样,也会破坏千分尺的内部结构。
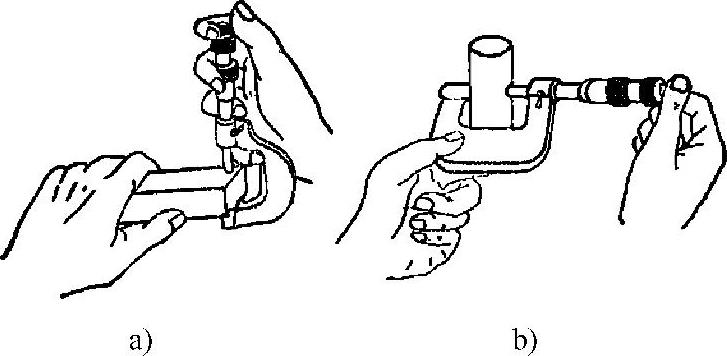
图2-35 正确使用方法
a)单手使用 b)双手使用
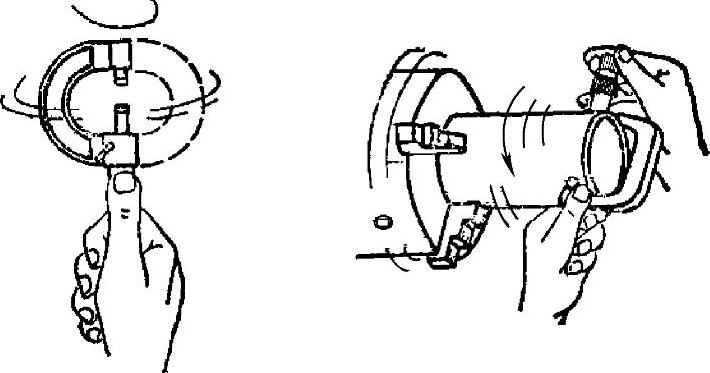
图2-36 错误使用方法
(四)量具的保养与维护
为了保持量具的精度,延长其使用寿命,对量具的维护保养十分必要。为此,应做到以下几点:
1)量具在使用过程中,不要和工具、刀具放在一起,以免被碰坏。
2)机床开动时,不要用量具测量工件,否则会加快量具磨损,而且容易发生事故。
3)温度对量具精度影响很大,因此,量具不应放在热源(电炉、暖气片等)附近,以免受热变形。
4)量具用完后,应及时擦净、涂油,放在专用盒中,保存在干燥处,以免生锈。
5)精密量具应实行定期鉴定和保养,发现精密量具有不正常现象时应及时校验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。