



在设备检修及安装工作中,常会遇到某些零件,在外力作用下变形或受热变形的情况,为此,钳工通常通过手工或借助某些机械设备消除这些缺陷,使零件恢复到原有的形状,这样的操作称为矫正。矫正又可分为冷作矫正与火焰矫正两种形式,冷作矫正由于存在硬化现象,所以只适用于塑性较好(如钢、有色金属及合金等)、变形不严重的材料。冷作矫正又可分为机械矫正与手工矫正两种形式,本教材针对冷作矫正工艺作如下详述。
(一)常见条料及板料的变形形式
为便于阐述,这里把具有类似细长杆件结构的金属构件统称为条料,其中包括不同的断面形状,如长方形、圆形、直角形(角钢)、开口长方形(槽钢)等。
1.条料的常见变形形式
(1)整体弯曲变形与局部弯曲变形(见图10-1)。
(2)单方向弯曲变形与多方向弯曲变形(见图10-2)
(3)扭曲变形(见图10-3)。
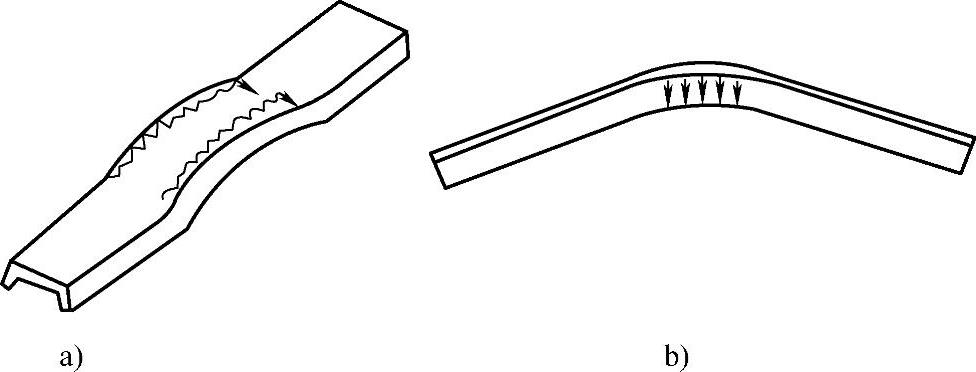
图10-1 整体弯曲变形和局部弯曲变形
a)槽钢整体弯曲变形 b)角钢局部弯曲变形
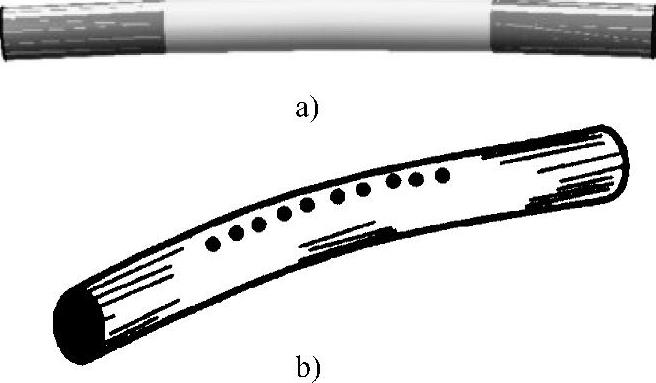
图10-2 单方向弯曲变形与多方向弯曲变形
a)单方向弯曲变形 b)多方向弯曲变形
2.板料的常见变形形式(见图10-4)
板料变形形式较为复杂,通常有中间凸起(俗称“鼓包”)、整体波浪弯曲或扭曲变形、边角翘曲(通常呈起伏状)以及复合变形等形式。

图10-3 毛坯的扭曲变形
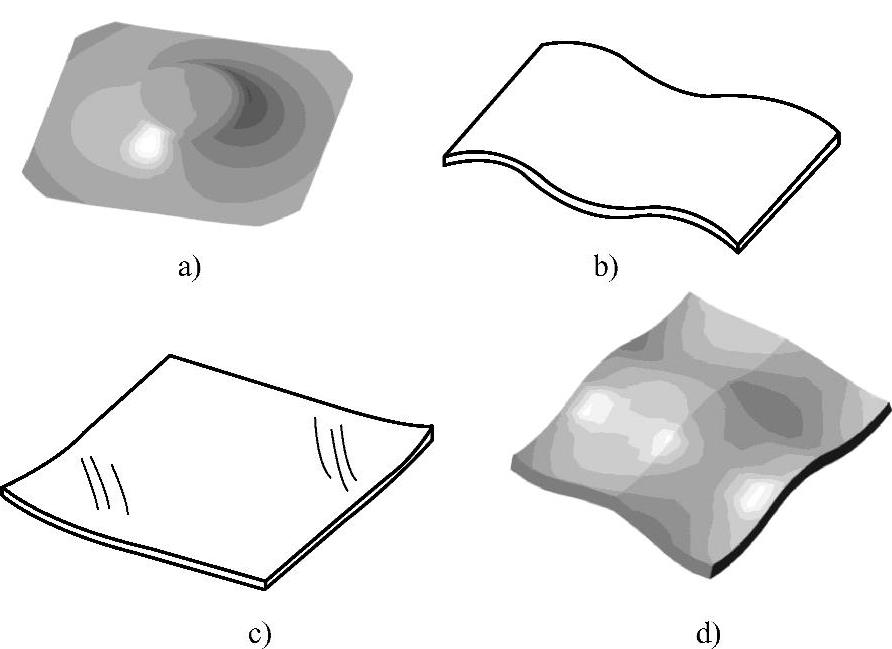
图10-4 板料的常见变形形式
a)中凸变形 b)板料波浪形变形 c)边角翘曲 d)板料复合变形
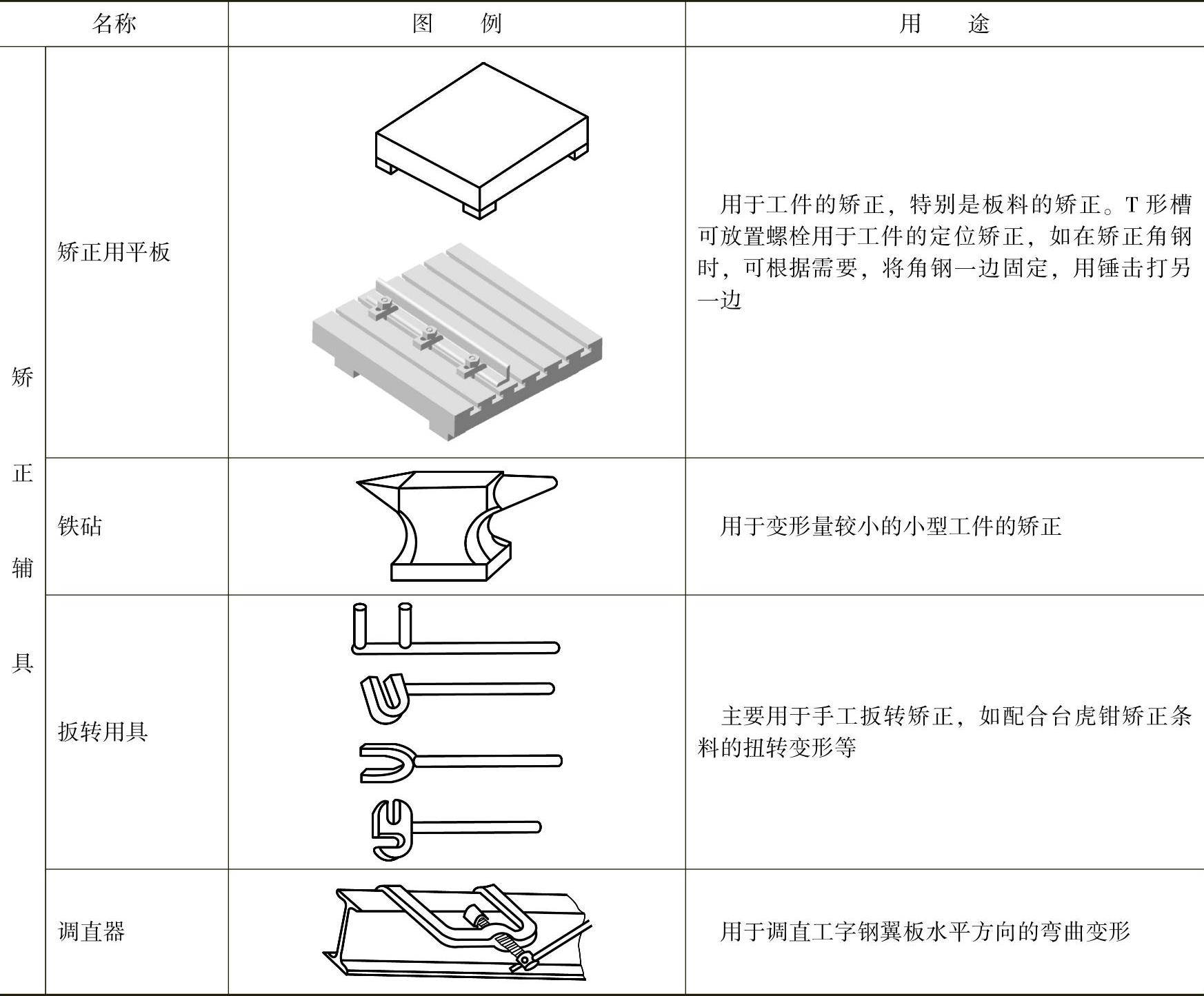
(二)矫正常用工具及辅具
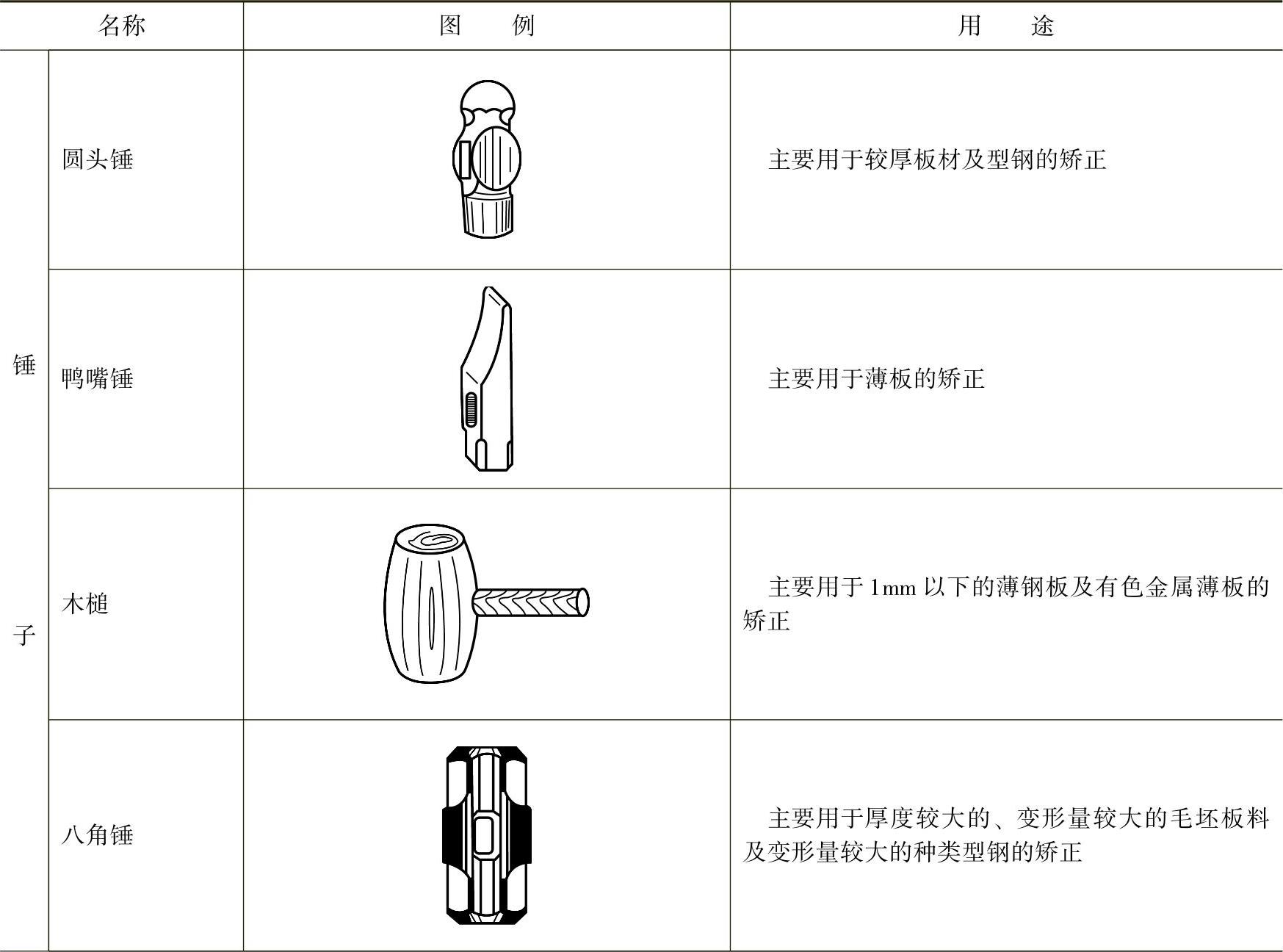
1.手工矫正常用工具及辅具见表10-1。
表10-1 手工矫正常用工具及辅具
(续)
2.压力机
压力机种类较多,如摩擦压力机、曲柄压力机、偏心压力机及各类液压机等。手工矫正时常用手动螺旋压力机(见图10-5),它结构简单,操作方便,可用于矫正变形量不大的条料及棒料。
较薄板料的变形可手工矫正,而厚板材的弯曲变形通常采用钢板矫正机矫正,但若无钢板矫正机时,也可用液压机进行矫正。图10-6所示为常用液压机的外形图,它主要由电动机、液压驱动装置、立柱、导向柱、工作平台等组成。
(三)条料及板料的基本矫正方法(https://www.xing528.com)
1.条料的基本矫正原则
因条料弯曲或扭曲部位正是金属材质的密集结合处,即较“紧”的部位,因此矫正的目的是用相应工具施力于这些部位,使之“松开”,并达到材质各部位松、紧相对平衡的状态,即平整状态,这就是矫正的效果。条料的冷矫正应根据断面形状、材质厚度及变形量大小具体情况具体分析,现针对单件条料矫正的基本方法作如下分述:
1)若条料上整体弯曲变形及局部弯曲变形同时存在,应先矫正局部弯曲变形,再矫正整体弯曲变形。
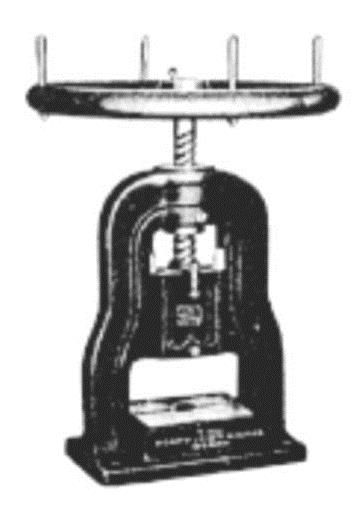
图10-5 手动螺旋压力机
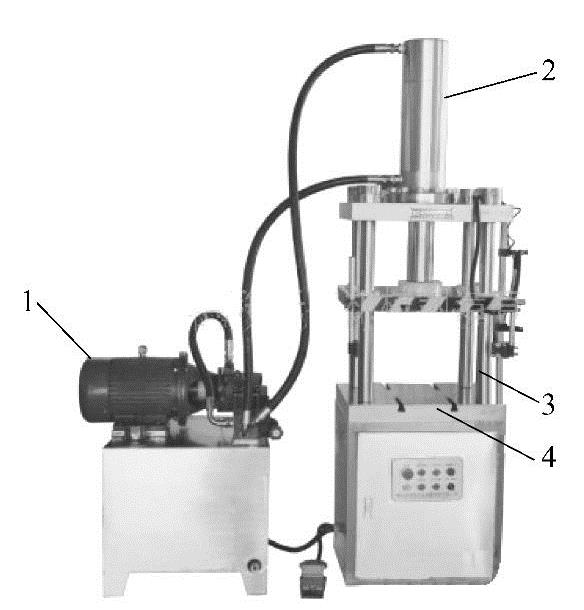
图10-6 液压机
1—电动机 2—液压驱动装置 3—导向柱 4—工作平台
2)条料上若存在多方向的弯曲变形,应从不同方向检测其弯曲变形量,通常首先矫正弯曲变形量较小的侧向,然后矫正变形量较大的侧向。对于截面为长方形的条料(如扁钢),应先矫正立面方向(宽度方向)的弯曲,再矫正平面方向(长度方向)的弯曲;对于角钢或槽钢,应先矫正面与面相交的棱处,再矫正立面,最后矫正平面。
3)先矫扭曲变形后矫弯曲变形。
①扭曲变形的条料首先检测出扭曲部位,并采用扭转法矫正。其过程是,将条料夹持在台虎钳上,用扳手把条料扭转到原来的形状(见图10-7)。
②对于既存在扭曲又存在弯曲变形的条料,通常应先矫正扭曲后矫正弯曲。
4)矫枉过正原则。为了消除因弹性变形所产生的回翘,矫正弯曲变形时,应施压于凸起部位,并适当压过一些。矫正扭曲变形时也应使扭转角度适当增大,以消除回弹。
2.板料的基本矫平方法
1)金属薄板料中凸的矫平。如图10-8所示,薄板中凸说明薄板中心的材料厚度已变薄,所以在平整薄板料中凸操作时,应用锤子由外而内、由密到疏、由重到轻地锤击薄板。图10-8a所示箭头表示了锤击的方位。只有这样,才能使薄板各部位材料厚度均匀一致,达到矫平的目的。图10-8b板料在矫平时,锤击力施加于已经变薄的中凸位置上,只能使中凸部分变得更薄,因而只能使变形加剧,所以是错误的矫平方法。
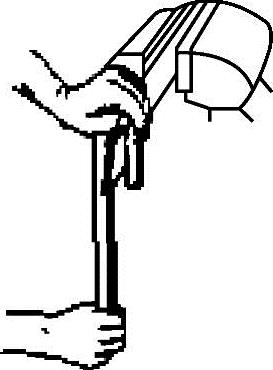
图10-7 条料扭曲变形的矫正
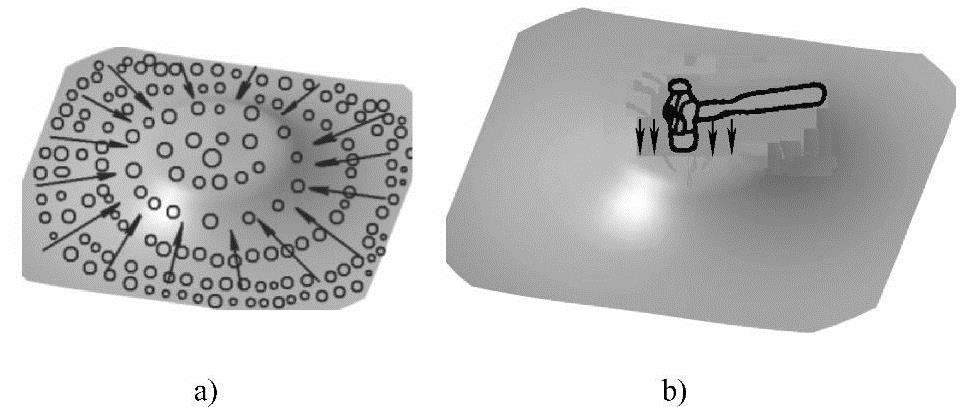
图10-8 薄板的矫平(一)
a)正确的矫平方法 b)错误的矫平方法
2)边缘成波浪形的金属薄板料的矫平。边缘已成波浪形的变形薄板(四边已变薄而伸长)在矫平时,应由内而外、由密到疏、由重到轻地用锤子击打(图10-9a所示的箭头示意了锤击方向),其最终目的是使薄板心部的材料厚度和边缘一样的薄,从而通过如此延展性击打的方式,达到使薄板料平整的目的。
3)对角翘曲的金属薄板料的矫平。如果薄板发生对角翘曲时,就应沿另外没有翘曲的对角线锤击,使其延展而矫平,如图10-9b所示。
4)对于整体呈波浪形的板料,应首先将变形较小的弯曲部位矫平,然后用压力机碾压,以达到整体平整的目的,如图10-10所示。
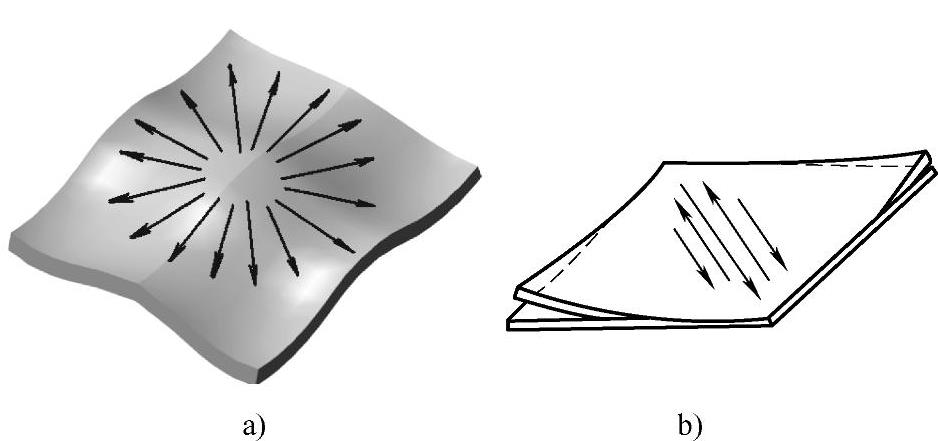
图10-9 薄板的矫平(二)
a)边缘呈波浪形 b)对角翘曲
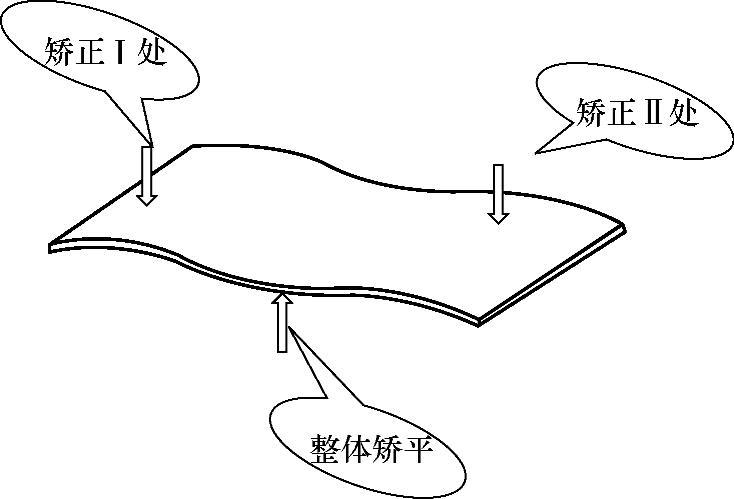
图10-10 整体呈波浪形板料的矫正方法
5)对于发生复合变形的板料,应先矫正翘曲,再矫平边缘波浪形,最后矫平中凸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。