



1.工艺余块的设置
在锻模设计时,为了简化零件的外形便于锻造,在零件的某些部位所附加的金属称为工艺余块。增加余块的部位主要是一些小孔、凹陷、长度不大或直径相差不大的台阶。这些部位是因技术上不可能,或因经济上用锻造方法不合算而特意附加的。在锻造后,利用机械加工的方法去除。
余块的大小主要取决于生产批量、锻件形状、尺寸、锻模类型和锻造技术的水平,一般根据经验确定,没有统一标准。
2.拔模斜度的确定
拔模斜度又称模锻斜度,其作用是使锻件成形后能顺利地从模膛内取出。习惯上,外壁斜度用α表示,内壁斜度用β表示。在模锻过程中,拔模斜度越大,锻件越容易出模,但过大的拔模斜度又会使金属充满模膛困难。因此,在设计时,必须选择合适。
在确定拔模斜度时,要尽量利用零件的自然斜度。其选择确定的基本原则是:
1)锻模内若设计有顶出装置,斜度应设小些或不设拔模斜度、靠顶出力出模。
2)模膛深而窄的部位应取较大的拔模斜度,浅而宽的部位,应取较小的拔模斜度。
3)内斜度β应比外斜度α大1°~3°,以便于拔模。
4)对于深而窄的部位,为了便于拔模,又避免增设过多的余块,可以采用图3-6所示的双级拔模斜度。(https://www.xing528.com)
5)为了便于采用标准刀具对模具进行加工,模斜度可按以下数值选用:0°15′、0°30′、1°、1°30′、3°、5°、7°、10°、12°、15°等。在同一锻件上尽量减少不同的拔模斜度,以使模具制造方便,但尽量不能超过15°。
6)当上、下模膛深度不等时,按较深的一侧计算拔模斜度。
表3-19列出了模锻件外斜度α选用方法,供选用时参考。而内斜度β,则在选用外斜度α后再加上1°~3°即可。
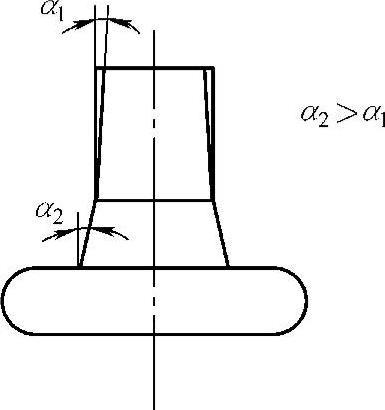
图3-6 双级拔模斜度
表3-19 模锻件的外斜度α
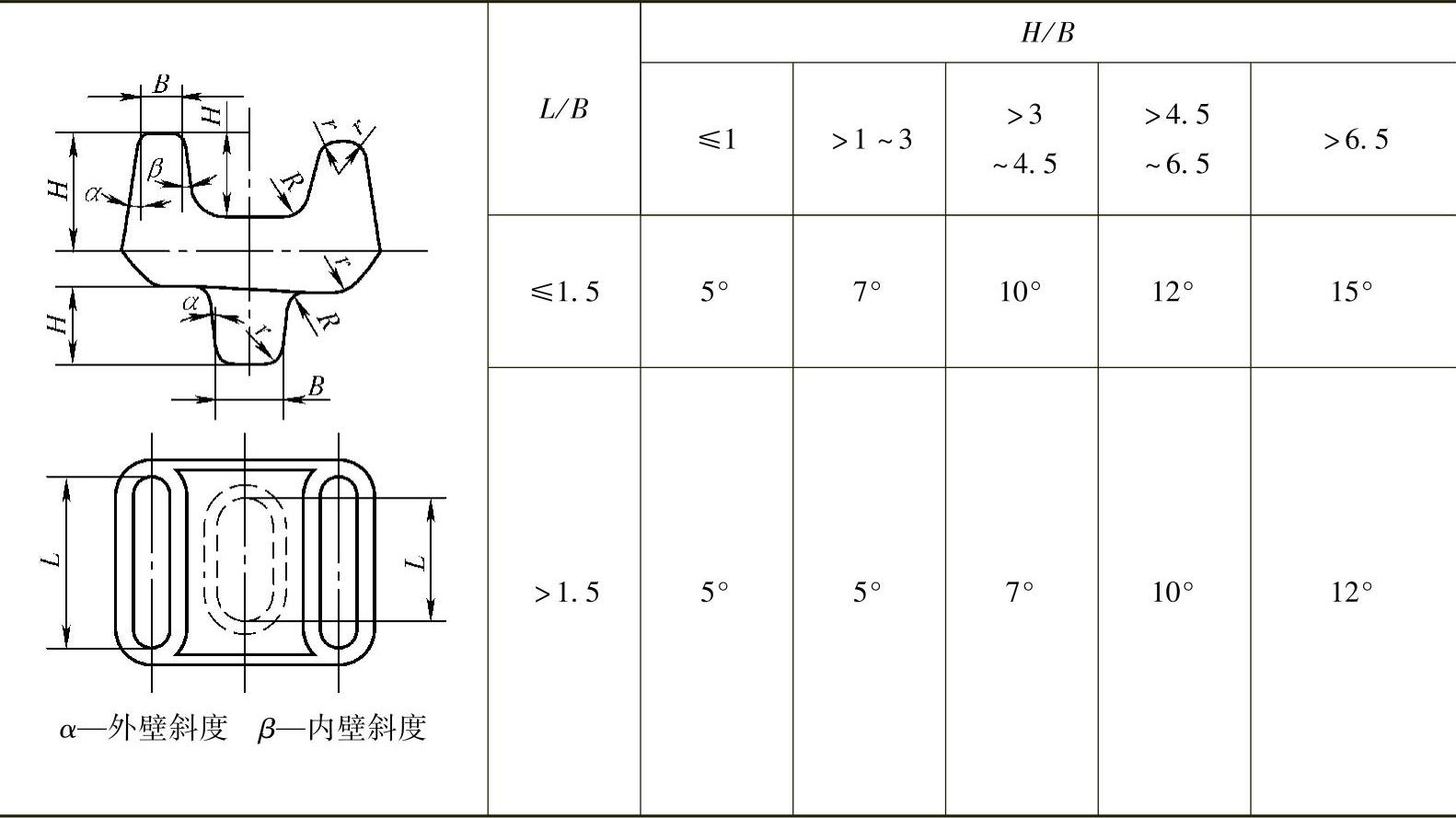
注:内斜度β=α+(1°~3°)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。