



热锻件图是指在冷锻件图的基础上,各尺寸相应地加上材料的胀缩量而绘制成的图形。热锻件图是模具设计和加工的依据,即锻模的终锻模膛形状和尺寸,是依据热锻件图来设计与制造的。
(1)热锻件图的绘制
在绘制图时,热锻件图的形状与锻件图完全相似,只是在尺寸标注上放大了一个收缩量,但在某些情况下,为了保证按热锻件图制造的终锻模膛能锻出合格的锻件,也必须考虑一些特殊的工艺因素,使热锻件图的某些地方与锻件图有所差异。如在热锻件图上应考虑到坯料在下模膛的定位、重复打击过程中的定位以及切边时的定位等。
标注热锻件图尺寸时,应考虑如下原则:
1)热锻件图的尺寸标注,应便于制造模膛时划线和便于制造样板。
2)高度方向上的尺寸应以分模面为基准注出。
3)模膛分模面的尺寸应全部注出。
4)在热锻件图中,对有孔的锻件,必须画出冲孔连皮。
5)在热锻件图中,可不画产品零件图的轮廓线;不标注公差及粗糙度(制模公差及粗糙度由专门技术文件规定),但应注明未标注的模锻斜度和圆角半径以及其他应该说明的部分。
(2)收缩量大小的确定
热锻件图要比冷锻件图在各向尺寸上放大了一个收缩量。其收缩量大小,可用下式计算:
L=l(1+δ)
式中 L——热锻件图尺寸(mm);
l——冷锻件图尺寸(mm);
δ——终锻温度下收缩率。
在加放收缩量时,应注意以下几点:
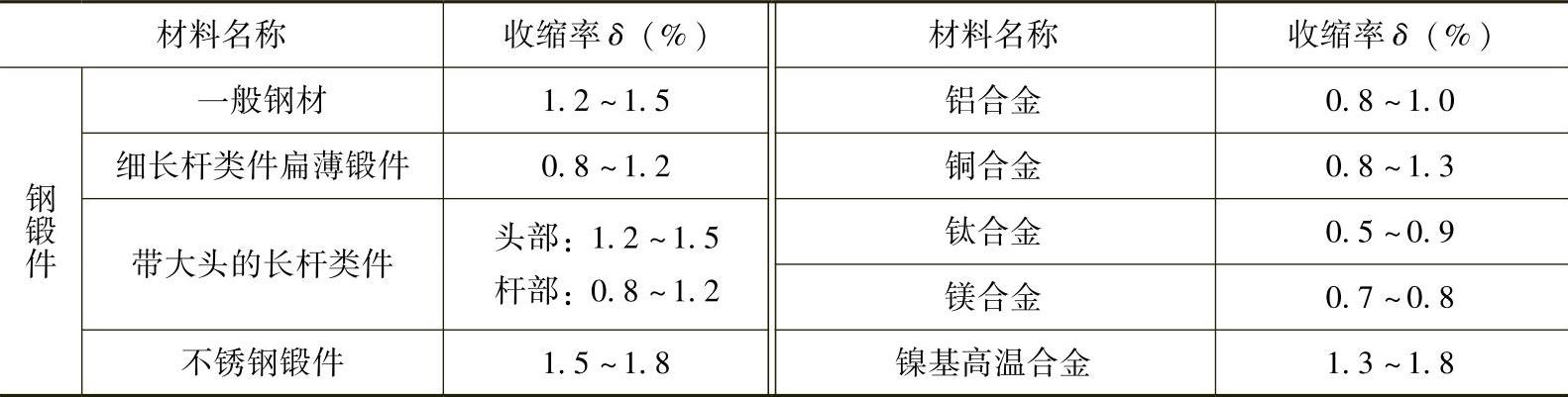
1)锻件的外径尺寸采用较大的收缩率,而内径采用较小的收缩率。截面尺寸较厚处采用较大收缩率,尺寸较薄处采用较小收缩率。
2)对于细而长或薄而宽的锻件,因在锻模中冷却较快,收缩率应适当减小。
3)无坐标的中心圆角半径不加收缩量。(https://www.xing528.com)
4)利用终锻模膛进行校正的锻件,其收缩率应按校正温度的高低适当减少。
各种金属材料收缩率大小及选取方法见表3-23。
表3-23 常用锻件材料的收缩率δ
(3)热锻件图绘制示例
热锻件图的外形与冷锻件图(即锻件图)完全相同,但有时为了保证质量,在热锻件图上可适当加一磨损量,增设定位余块、加深下模膛和尺寸补偿等,以提高锻造后的质量。而尺寸则热锻件图应比冷锻件图相应加大一个收缩尺寸。如图3-8所示,为连杆冷、热锻件图示例,供绘制时参考。
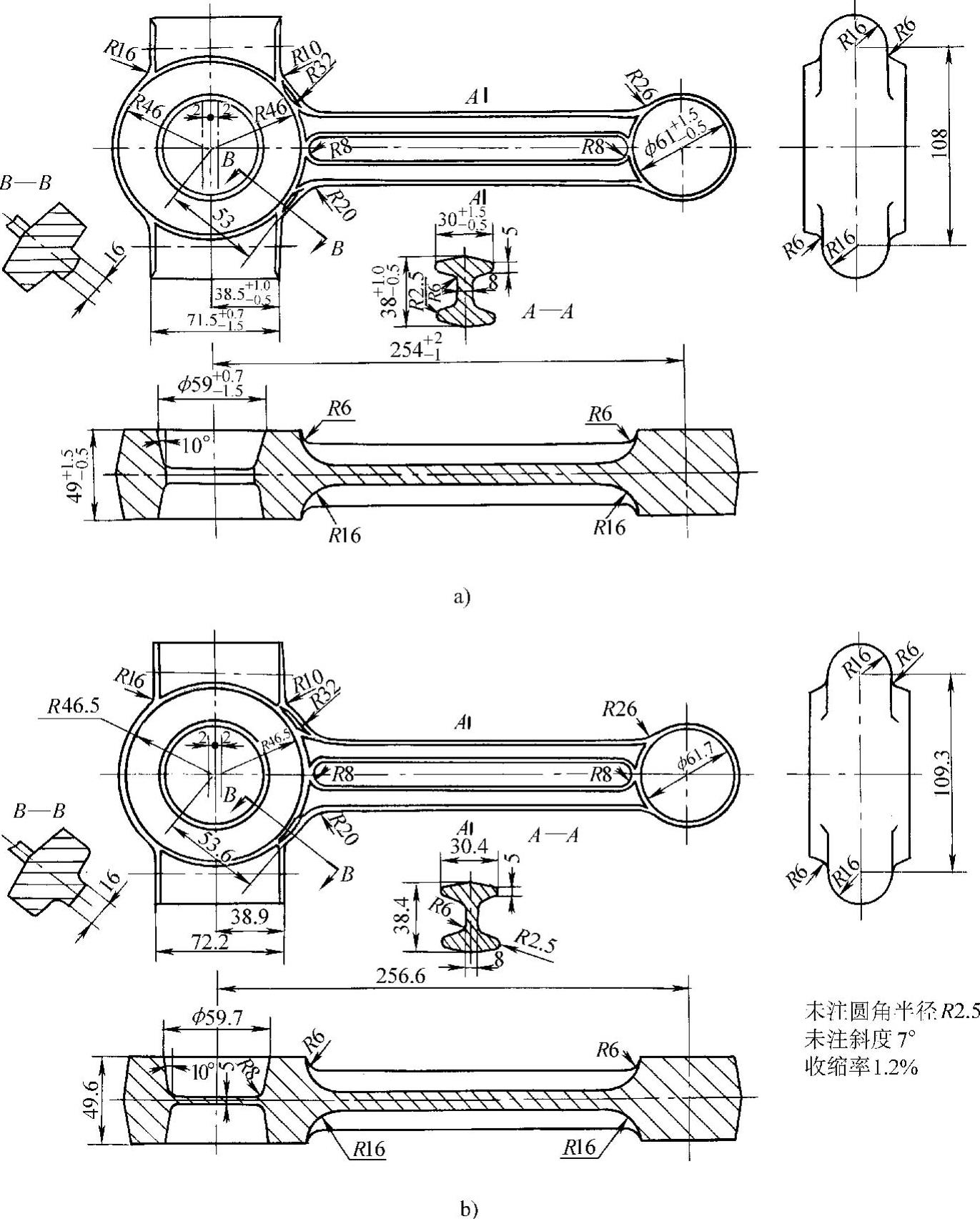
图3-8 连杆锻件冷热锻件图
a)连杆锻件图(冷) b)连杆热锻件图
为设计方便,钢锻件热锻件图尺寸与冷锻件图相应尺寸对照见表3-24、表3-25。
表3-24 钢锻件热锻件图与冷锻件图尺寸对照(δ±1%)

(续)
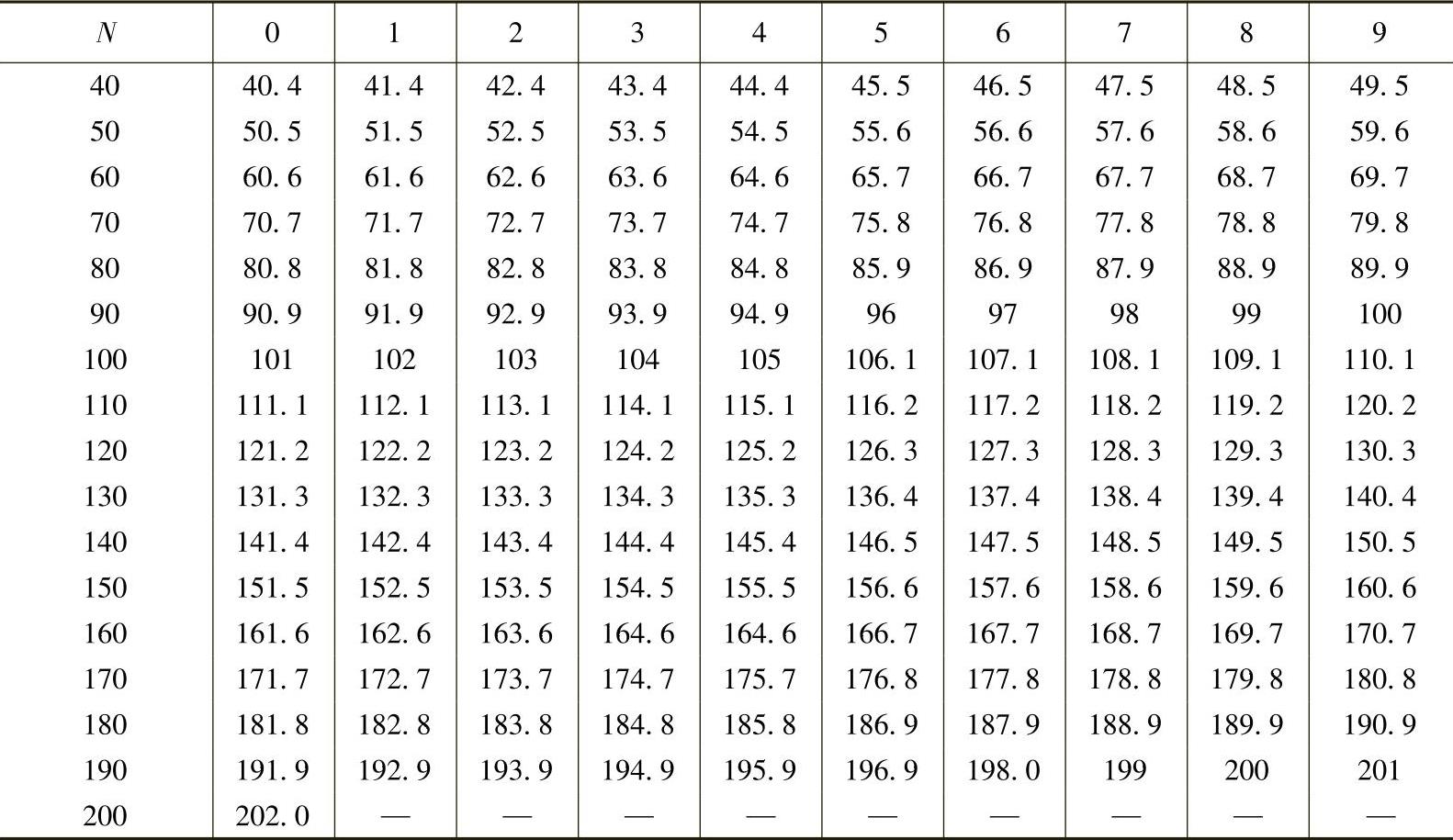
注:N为锻件图尺寸,表中数值为热锻件图尺寸。如N=125,则热锻件图相应尺寸为126.3。
表3-25 钢锻件热锻件图与冷锻件图尺寸对照(δ=1.5%)
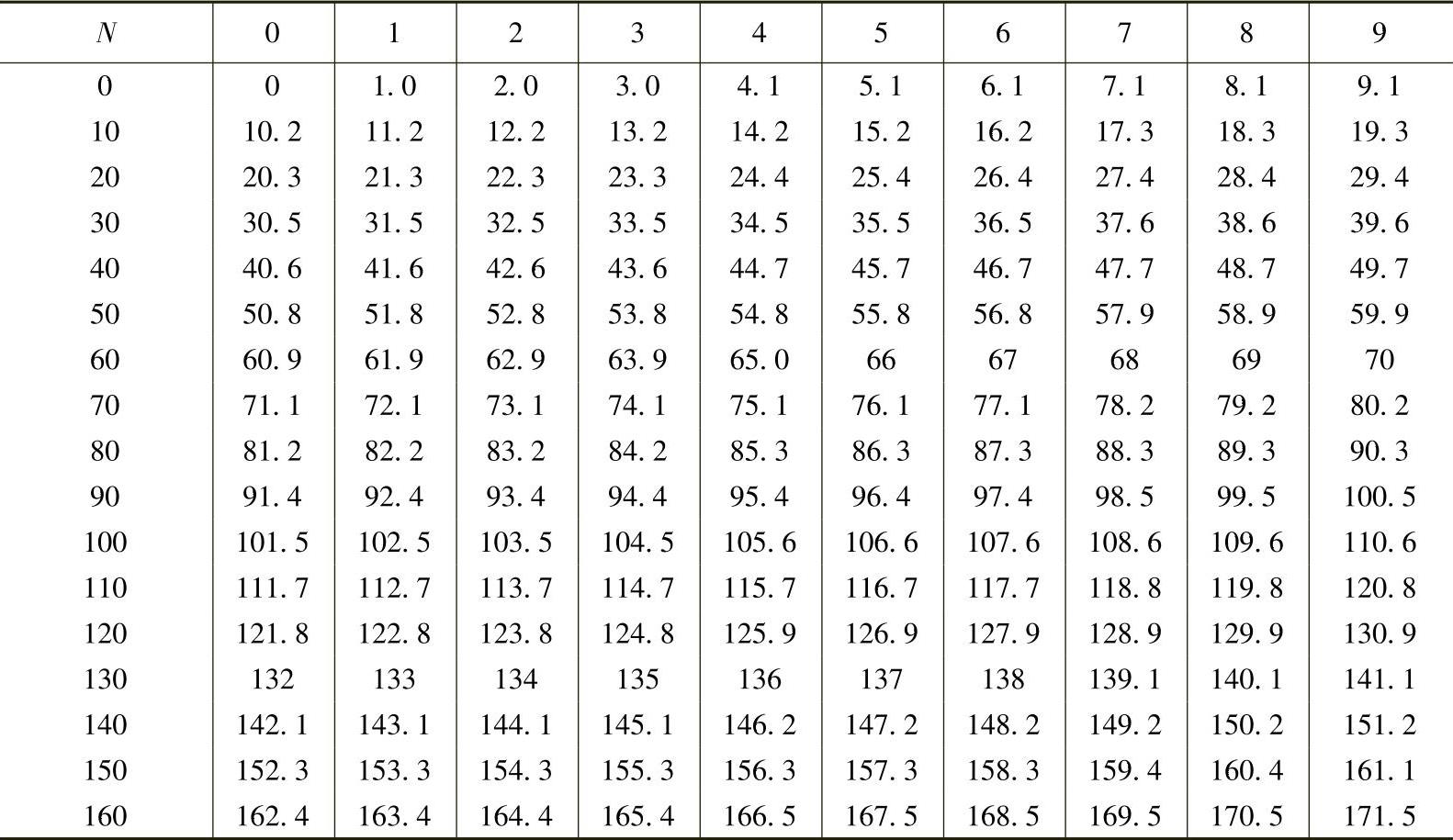
注:N为锻件图尺寸,表中数值为热锻件图尺寸。如N=125,则热锻件图尺寸为126.9。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。