



在锻造生产中,由于螺旋压力机具有工艺适应性好,锻件精度高,所采用的模具简单,对其打击速度低,冲击较小,节省模具材料及延长模具使用寿命等优点,故得到了广泛的应用。
螺旋压力机根据其传动方式不同,在锻造中主要采用摩擦压力机、液压螺旋压力机(又称液压螺旋锤)和电动螺旋压力机等。这类螺旋压力机,在锻压生产中仅用于单模膛的最后终锻,并配有自由锻锤也可以制坯,但由于其每分钟打击次数较少,打击速度又较低,故不宜于拔长及滚压类的制坯。但它可以适用精锻、模锻、弯曲、挤压、切边、冲孔等多种工序,且具有锤击和压力机的双重工作特性,能满足各种锻造工序的力能要求。
1.模具结构形式及设计要点
螺旋压力机用锻模与锤锻模一样,其结构形式主要有开式及闭式两种。但从模具零件组合方式其又分为整体、镶块、组合及带有导向装置的通用模架式锻模。
(1)整体锻模
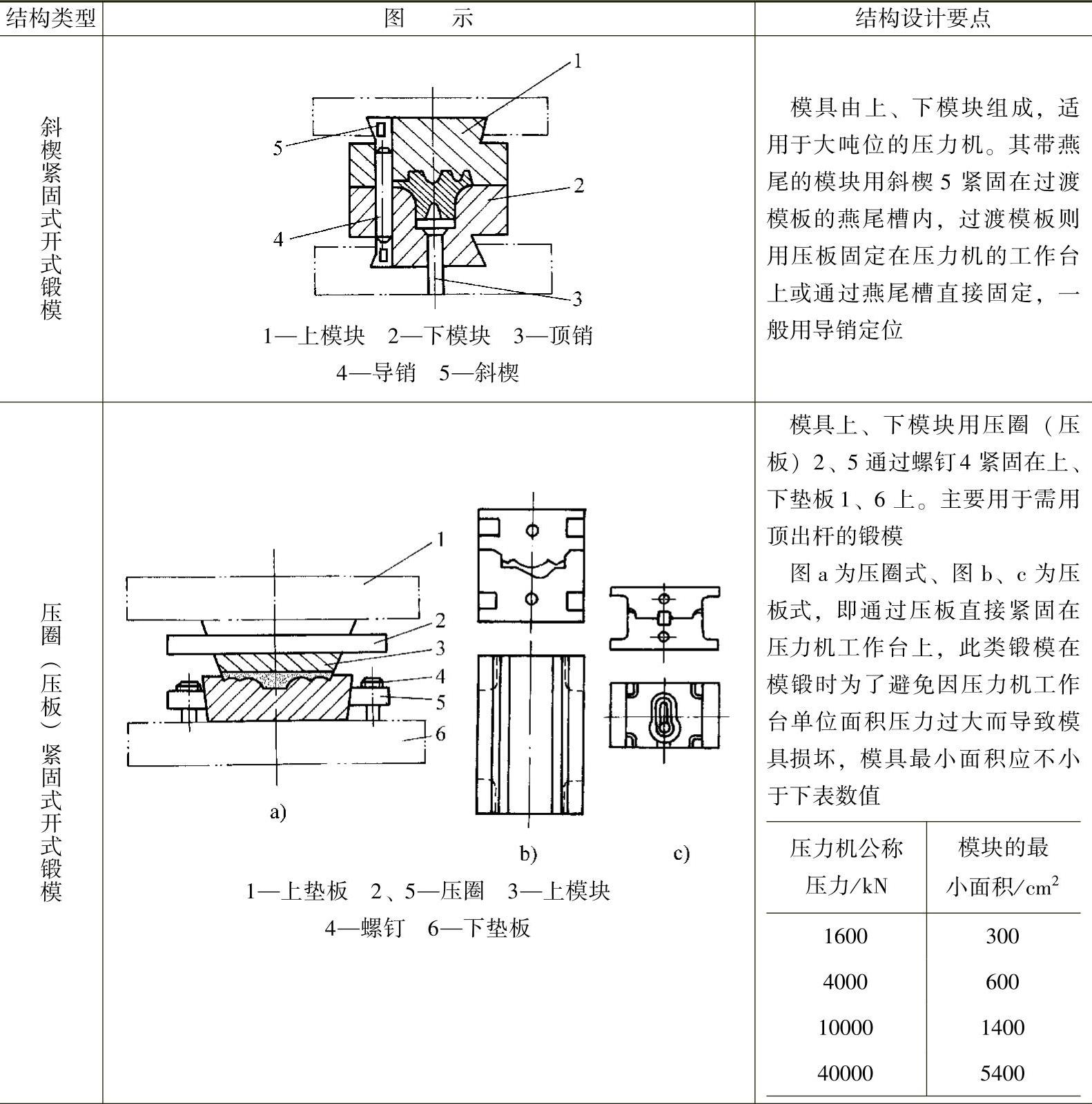
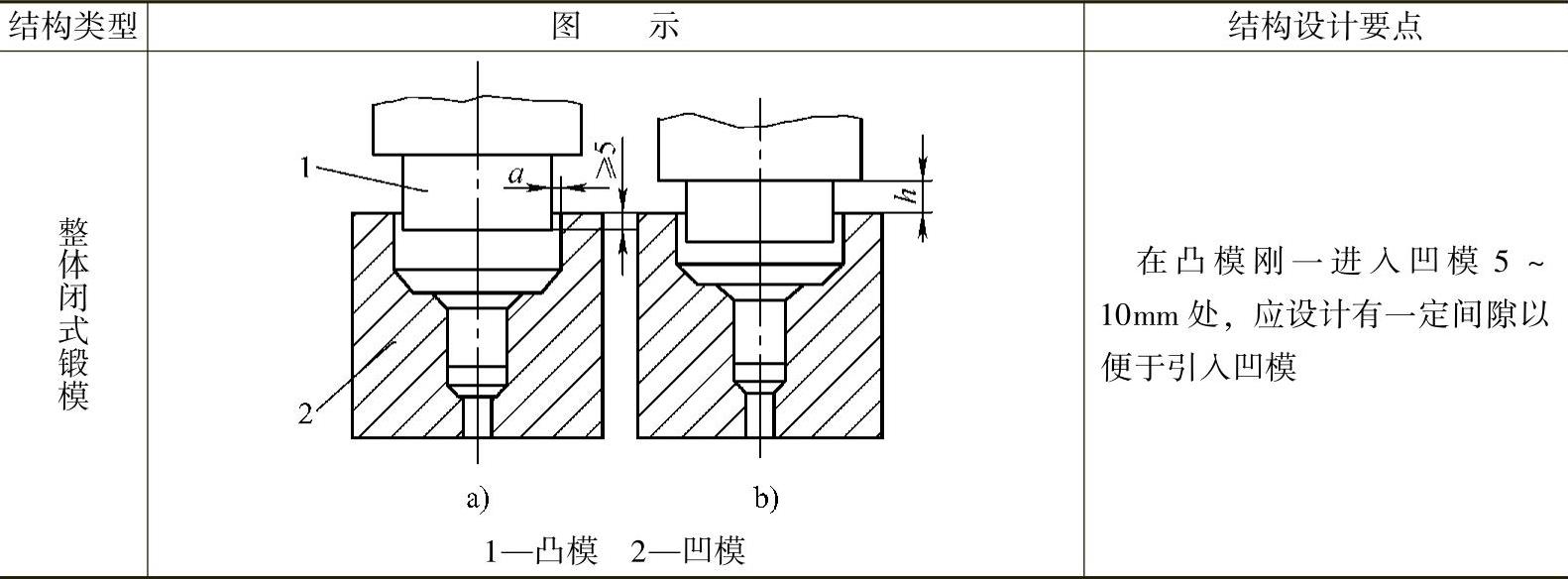
螺旋压力机用整体锻模结构及设计要点见表3-61。
表3-61 整体锻模结构及设计要点
(续)
(2)镶块锻模
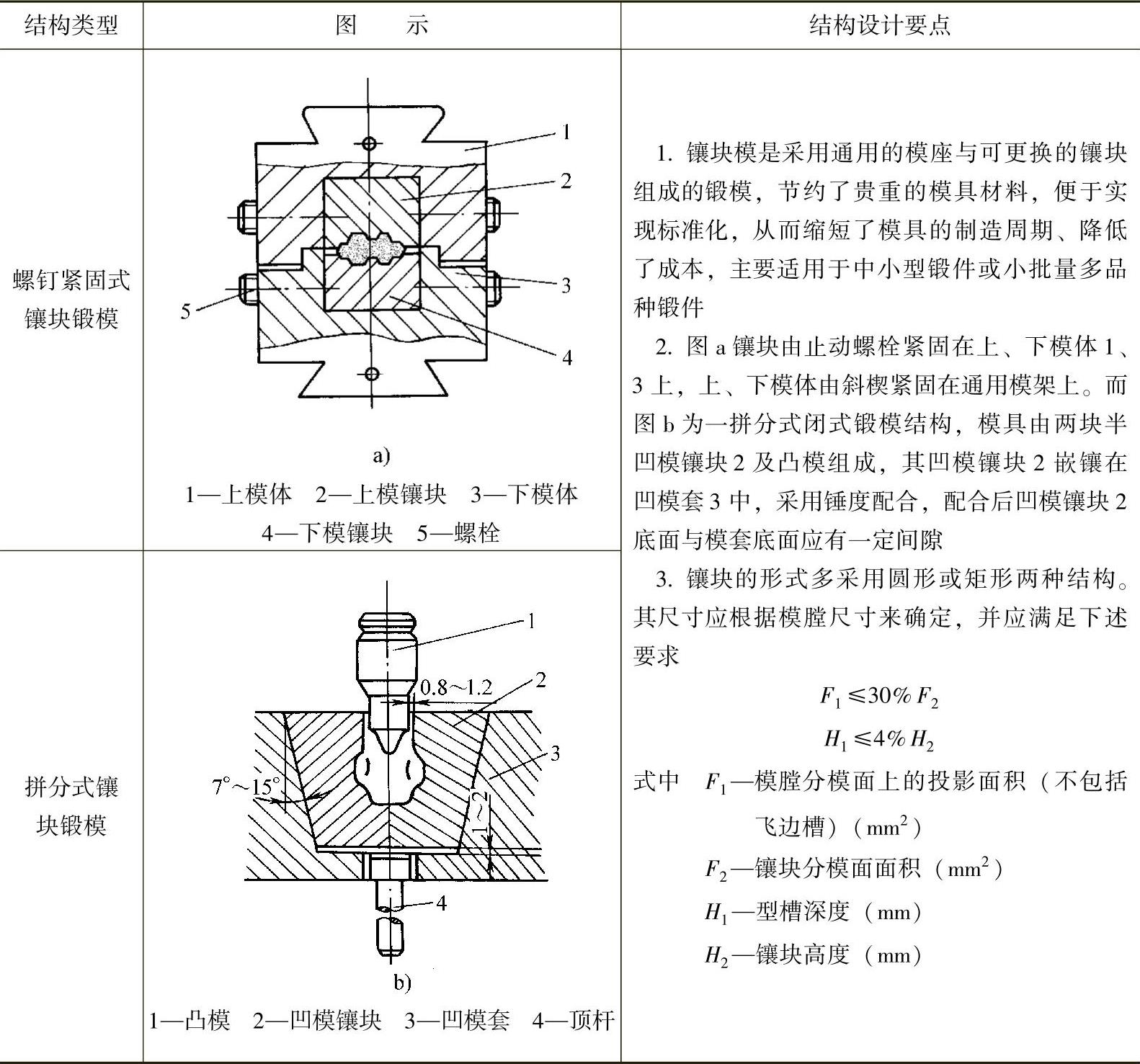
螺旋压力机用镶块锻模结构及设计要点见表3-62。
表3-62 镶块锻模结构及设计要点
(3)组合锻模
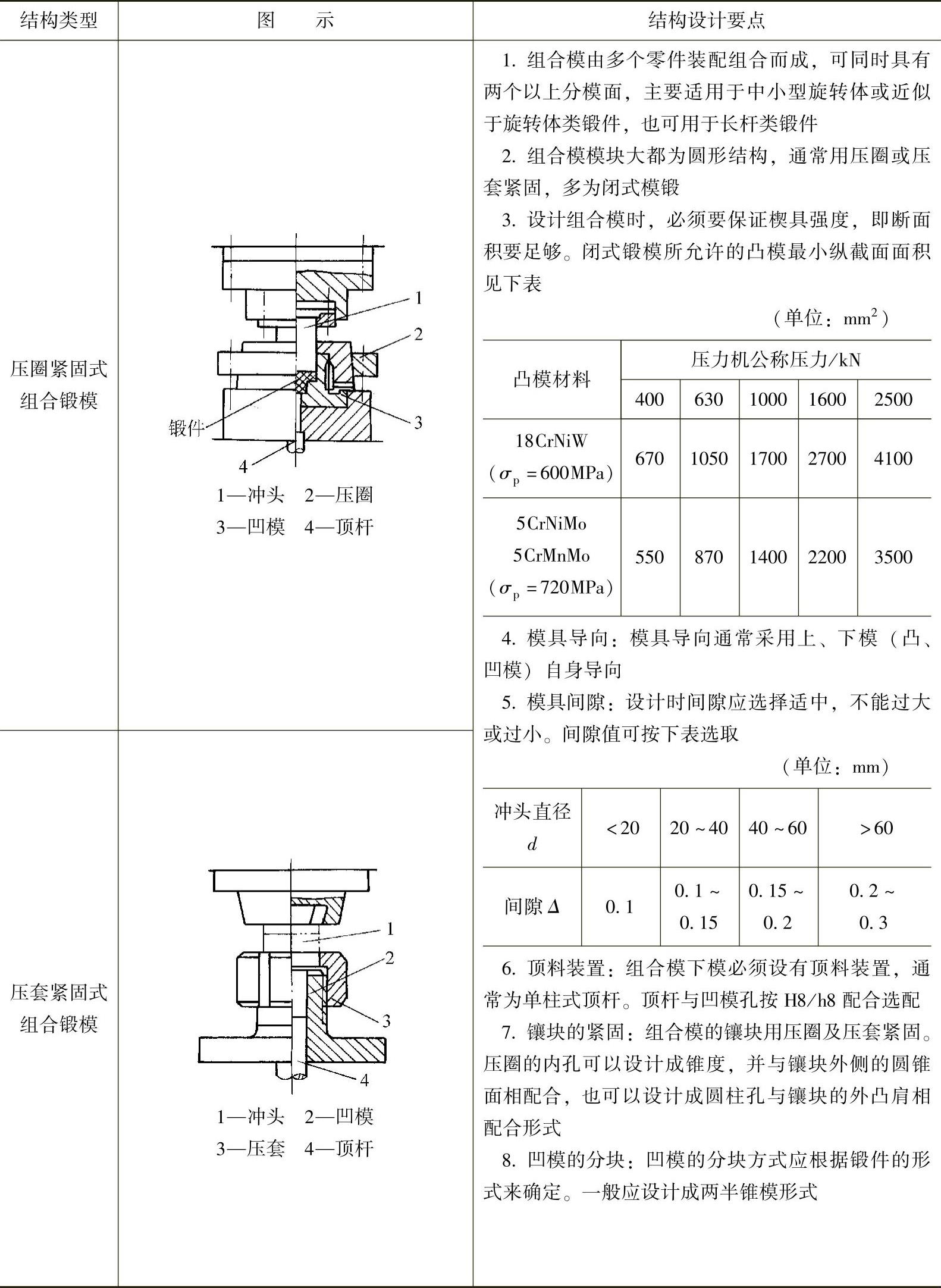
组合锻模结构及设计要点见表3-63。
表3-63 组合锻模结构及设计要点
(4)通用模架锻模
图3-25所示为一通用模架锻模结构。其模具采用标准模架。设有导柱3、导套4对上、下模进行导向,模具工作时平稳、可靠。
模架在使用时,既可安装方形模块,又可安装圆形模块。但在选有通用标准模架时要注意以下几点:
1)安装圆形模块时,应使导柱不起作用,否则会由于导锁的定位作用使导柱折断。
2)模座材料应采用5CrMnMo,38~42HRC以增加其强度。
通用模架结构锻模是目前使用最多的一种模具结构,其标准模架结构尺寸,镶块形状尺寸在本书后续章节将有专门介绍,设计者可参考选用,主要适用于大批量生产的锻件模具。
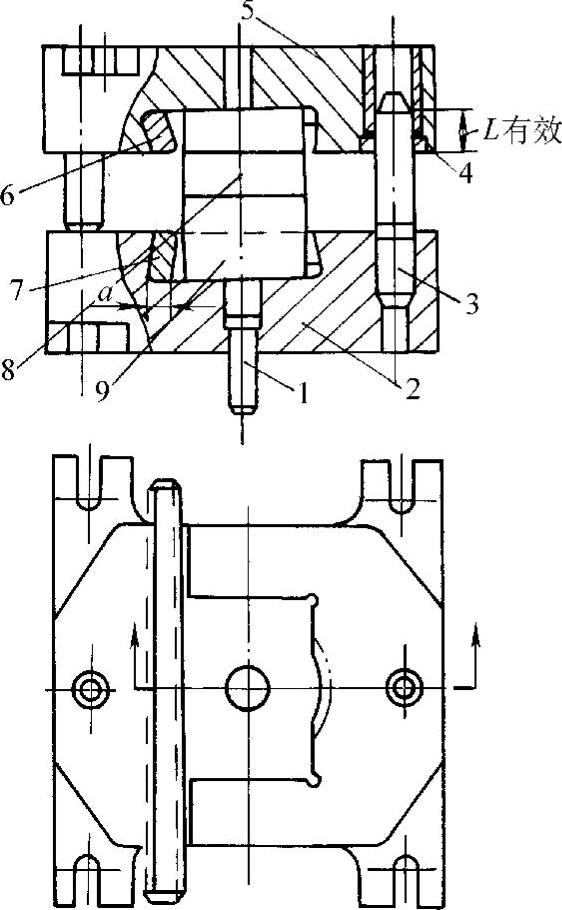
图3-25 通用模架锻模
1—顶杆 2—下模座 3—导柱 4—导套 5—上模座 6—上斜楔 7—下楔 8、9—上、下镶块
2.模具设计要求(https://www.xing528.com)
螺旋压力机用锻模,其设计程序与锤锻模大致相同,但在设计时,要注意以下几点。
(1)锻模结构的选择
1)螺旋压力机用锻模,仅适于单模膛最后终锻结构。若配以其他设备如自由锻锤及辊锻机等制坯,在偏心载荷不大情况下,也可以考虑设置两个模膛,但应满足模膛的中心距,不能超过丝杆节圆的半径。
2)对于拔长及滚压类的制坯不能采用螺旋压力机锻模。
(2)分型面的选择
对于用组合凹模锻出的锻件,若采用下顶出装置顶出,允许采用两个分型面;而对于顶镦类、挤压类及盘类锻件可采用上、下分模,即分模处的位置在金属最后充满处,同时用小飞边或无飞边的模锻方法。
(3)模膛的设计
模膛的设计与锤锻模一样,是以锻件图加收缩量的热锻件图为依据,但要注意以下几点:
1)模块上布置模膛时,应尽量避免和减少偏心打击。当模膛上只有终锻模时,模膛中心要与模座中心及螺杆中心重合。在偏心载荷不大的情况下,若采用预锻或终锻双模膛,可以设计成整体锻模或两个模膛分别设在两个镶块上共用一个模座。其两模膛位置应分布于锻锤中心两侧,且满足下式(图3-26)。
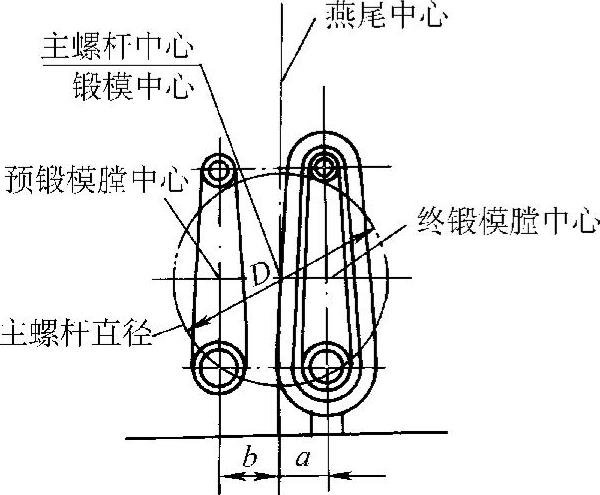
图3-26 模膛设计
式中 D——压力机螺杆直径(mm)。
2)对于较深的模膛应设有排气孔,以利于金属的充满。
3)锻件形状复杂的部位应设在下模,而不是上模,以便于顶杆顶出。
4)若终锻前的毛坯需要镦粗、压扁、弯曲等简单的制坯过程时,可在镶块的左前角设置制坯模膛,也可在模膛的左前角安排独立的制品镶块,但应考虑加热设备的位置,要方便操作。
(4)导向装置的设计
在设计时,为防止在锻造过程中锻模水平方向上的错移,模具应设有导向装置。导向分导销、锁扣等多种形式。若采用锁扣导向时,可按表3-43方法设计,若采用图3-27所示的导销导向时,其导销的直径D可根据所采用的压力机吨位来选择,见表3-64。
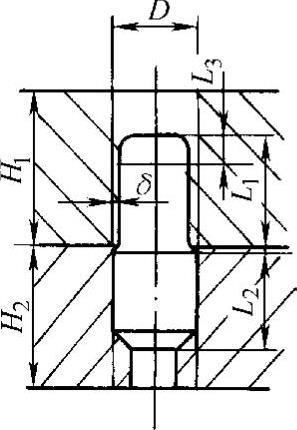
图3-27 导销导向
表3-64 导销直径

导销的长度:
L1=(0.8~0.9)H1
L2=(0.5~0.7)H2
L1的长度应保证上模在接触坯料时,导销进入导孔的长度应不小于15~20mm,并在上、下模打靠时,导销不得超出上模导销孔。
导销与导孔配合应选H7/h7配合形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。