



1.制造装配特点及要求
(1)制造加工特点
在加工制造复合模零件时,若采用一般机械加工方法,可按下列顺序进行加工:
1)首先加工冲孔凸模,并经热处理淬硬后,经修整后达到图样形状及尺寸精度要求。
2)对凸凹模进行粗加工后,按图样划线、加工型孔。型孔粗加工后,用加工好的冲孔凸模压印锉修成形。
3)淬硬凸凹模,用此外形压印锉修凹模孔。
4)加工退件器,退件器可按划线加工,也可以与凸凹模一体加工,加工后切下一段即可作为退件器。
5)用冲孔凸模通过卸料器压印,加工凸模固定板型孔。
若采用电火花加工时,应先加工凸模(使凸模加长)后,切下一段做为电极加工凸凹模型孔,再以凸凹模外形(加长一段)作电极加工凹模孔。利用线切割加工时,可以将凸模、凸凹模、凹模分别用线切割加工成形后,进行装配。
(2)加工装配要求
1)所加工的工作零件如凸模、凹模及凸凹模和相关零件必须要保证加工精度。
2)装配时,冲孔和落料的冲裁间隙应均匀一致。(https://www.xing528.com)
3)装配后的上模中推件装置的推力的合力中心,应与模柄中心重合。如果二者不重合,推件时会使推件块歪斜与凸模卡紧,出现推件不正常或推不下来,有时甚至导致细小凸模的折断。
2.装配顺序选择
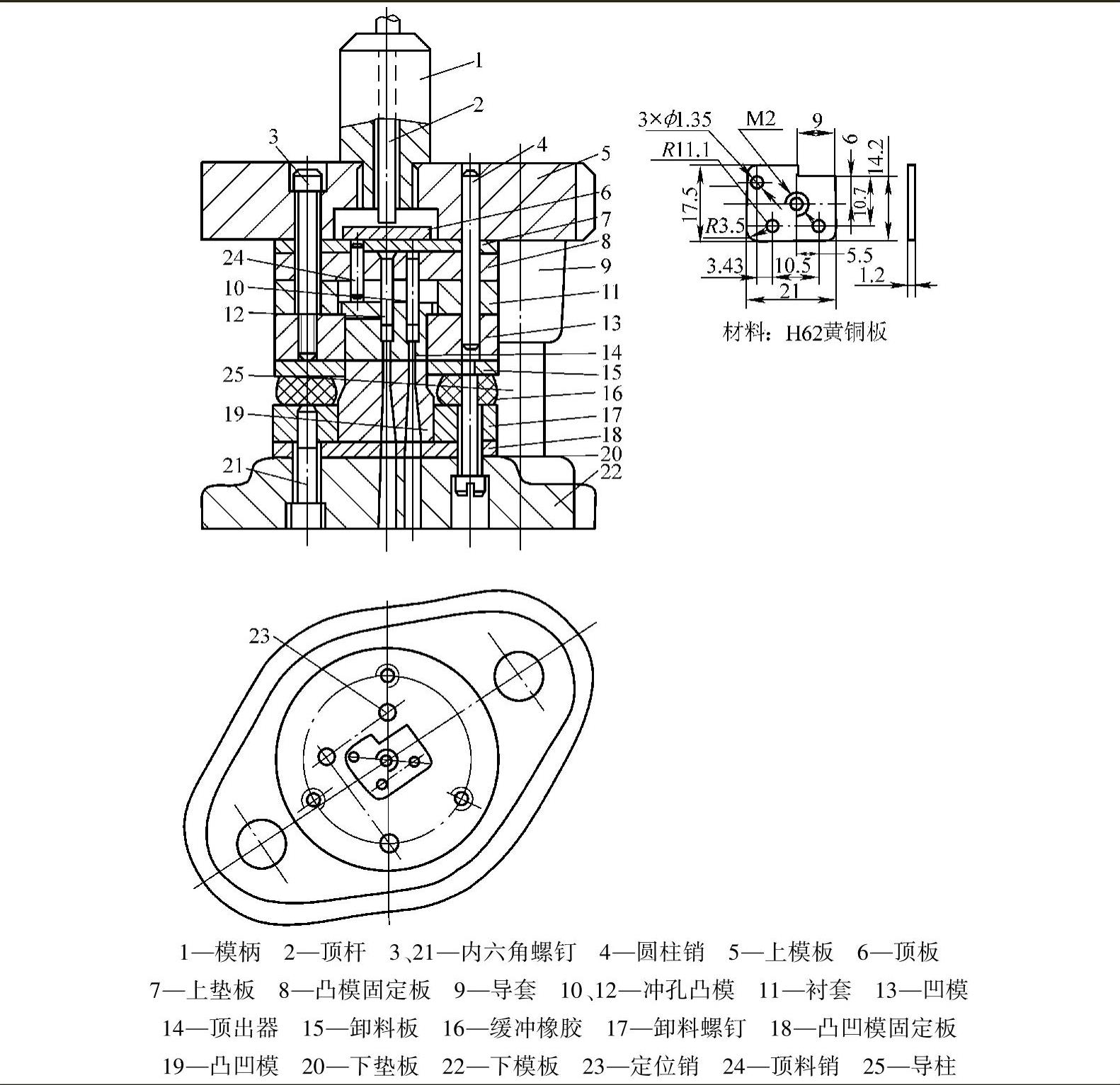
对于导柱复合模,一般先装上模,然后找正下模中凸凹模的位置,按照冲孔凹模型孔加工出排料孔。这样既可以保证上模中推件装配与模柄中心对正,又可避免排料孔错位。而后以凸凹模为基准分别调整冲孔与落料的冲裁间隙,并使之均匀,最后再安装其他辅助零件。
复合模装配的基本顺序是:检查组装部件→选择标准模架或自行装配模架→装配上模→装配下模→调整间隙→试模与调整。
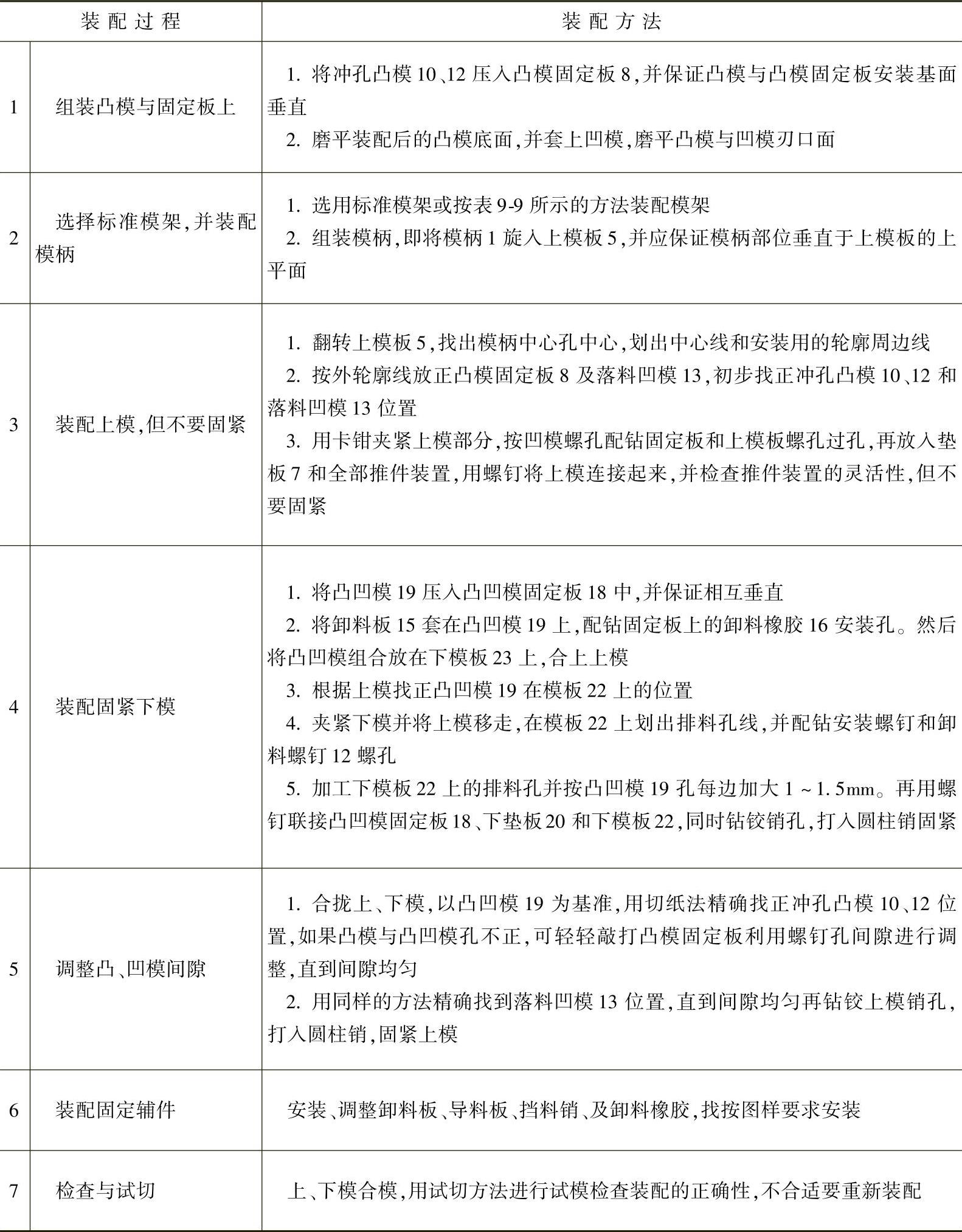
3.装配方法
复合模的装配方法参见表9-19。
表9-19 复合模的装配方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。