



如果工件上同一个或几个自由度被几个定位支承重复限制,则这种定位情况称为过定位。
1.一般情况下应避免过定位
过定位一般情况下易造成定位不确定和使工件或定位元件产生变形,从而使工件的定位精度受到影响。并且由于产品在机械加工过程中存在制造误差,工艺尺寸不可能完全达到理论正确状态,所以过定位极易引起工件在夹具上无法安装或定位点失效的现象。图3-4所示为工件过定位实例。
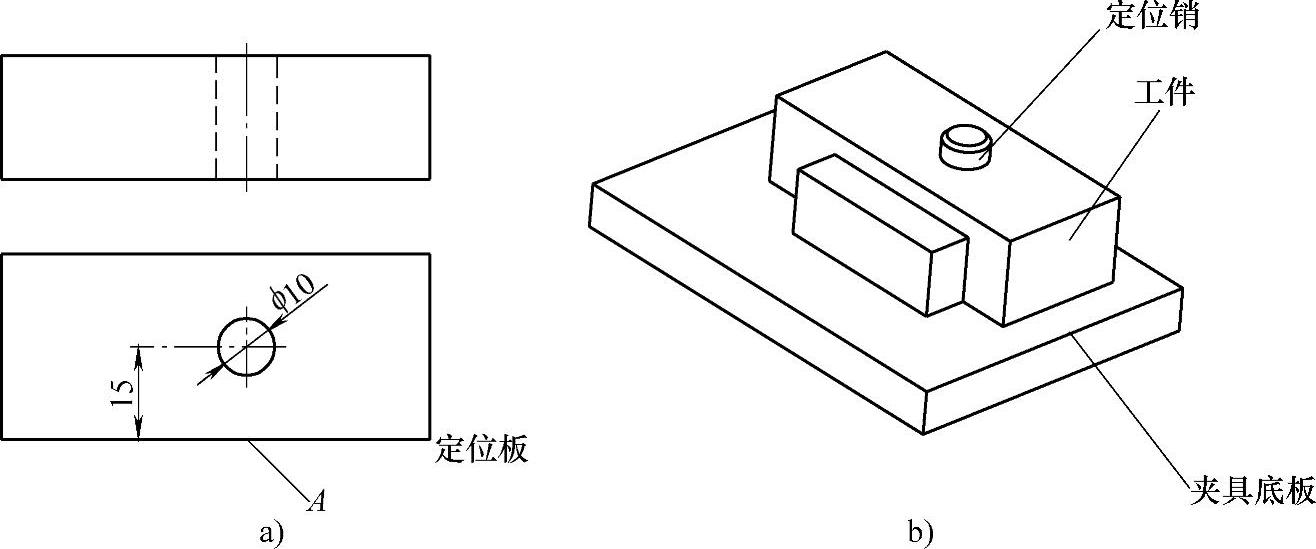
图3-4 工件过定位实例
图3-4a所示为工件简图,定位基准是平面A,孔中心与定位面A间的距离是15mm。如果按照图3-4b所示设置定位结构,则形成了过定位。这是因为夹具底板、定位板、定位销的位置均固定,加工中定位板与定位销轴线的距离存在误差,并且工件在加工过程中孔中心与定位面A的距离尺寸15mm也存在误差。当二者误差累积值大于零时,会造成工件无法定位安装或工件、定位件变形;当误差累积值小于零时,可能会使定位板的定位功能失效,导致工件位置偏扭,不能正确定位。解决上述问题可以采取两种办法:一是采用棱形定位销,二是定位板采用可直线移动的活动调整机构。
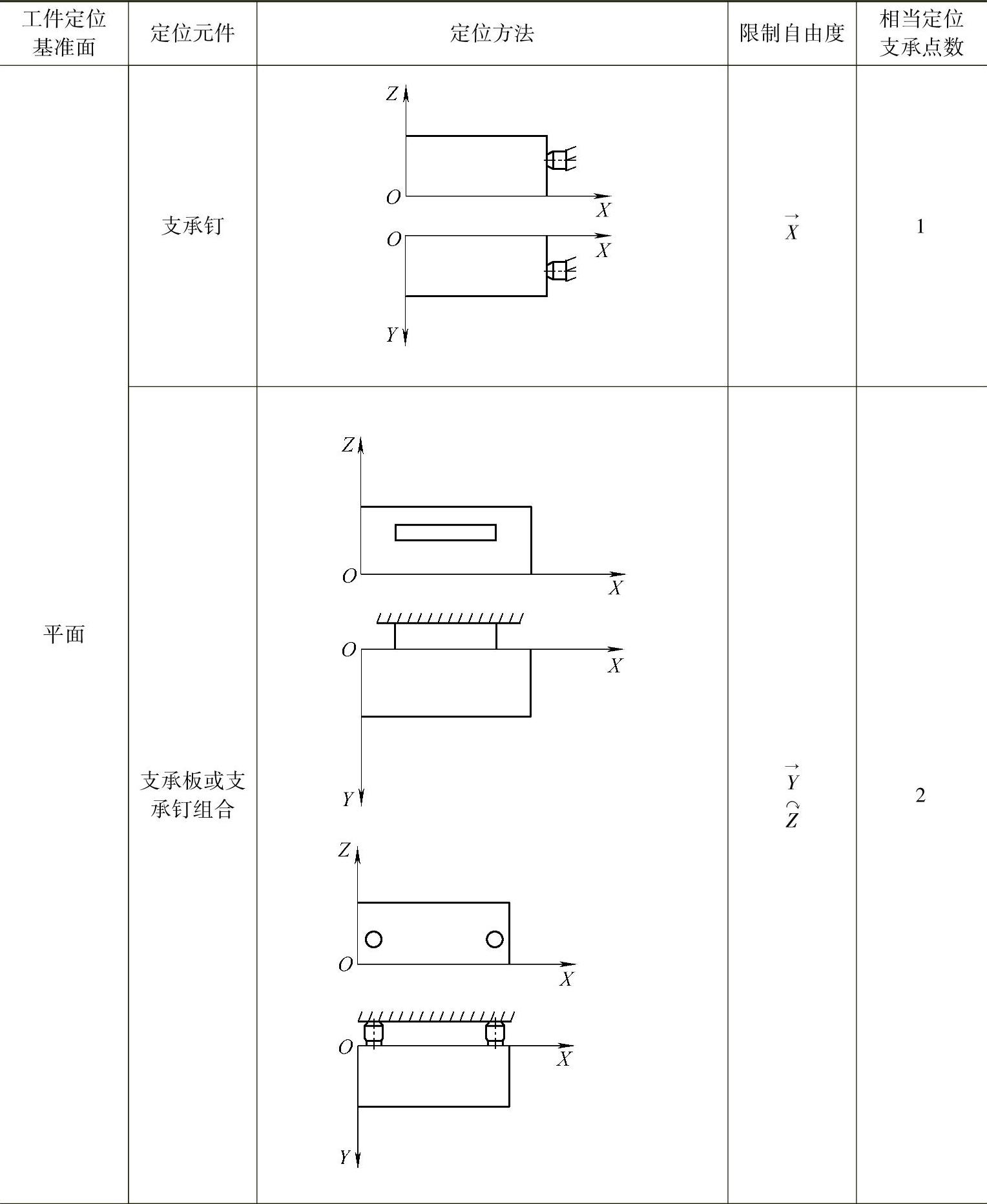
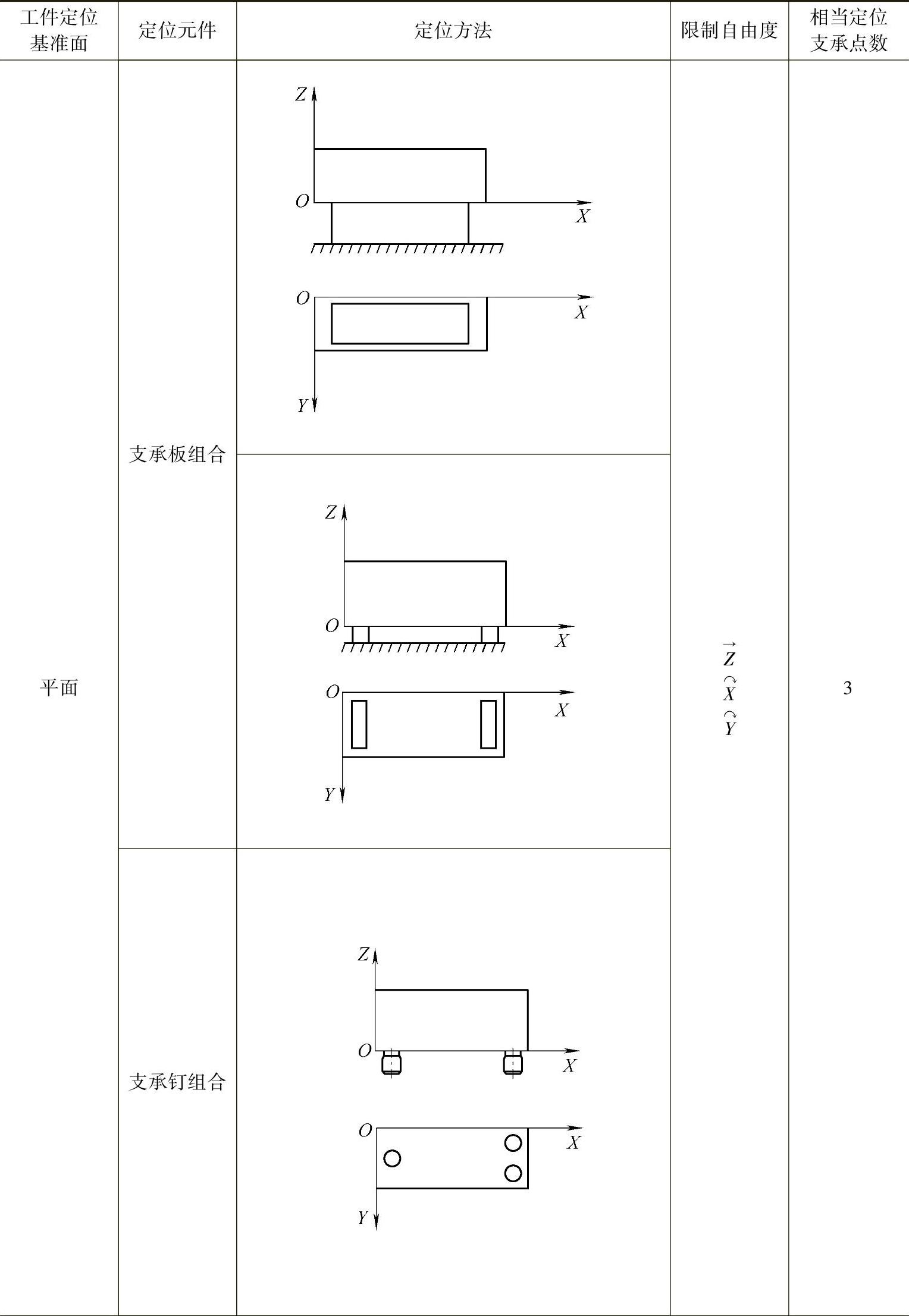
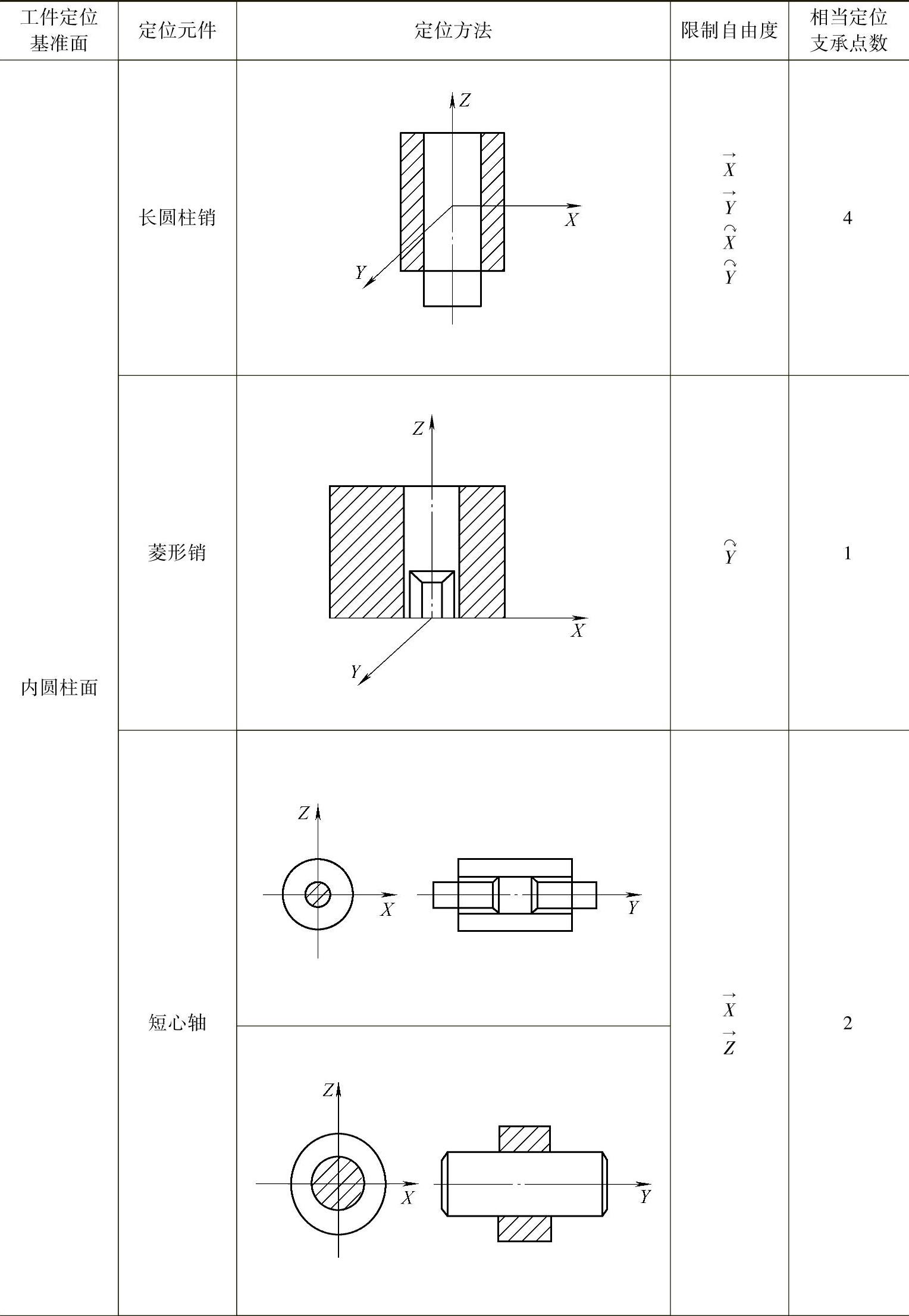
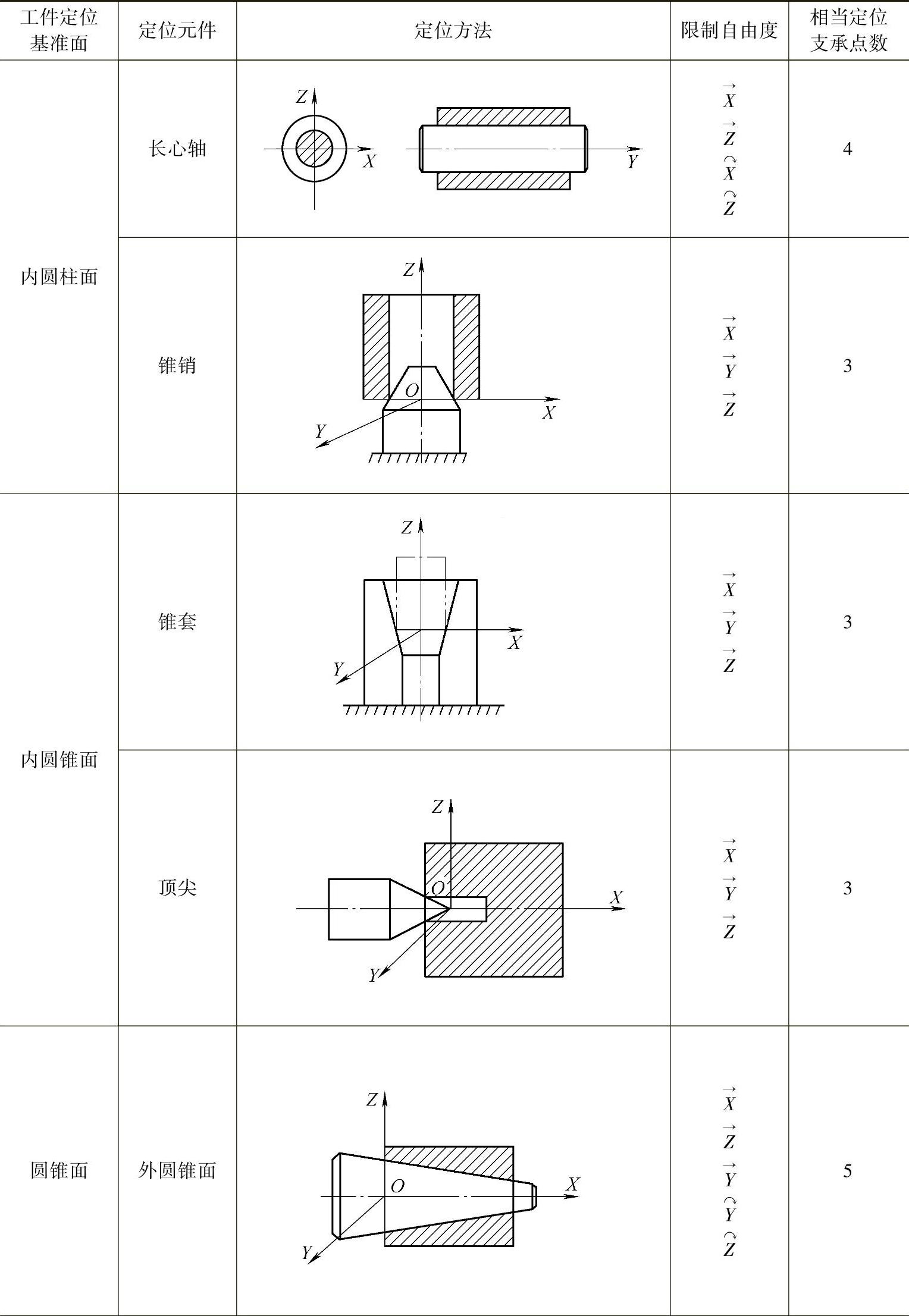
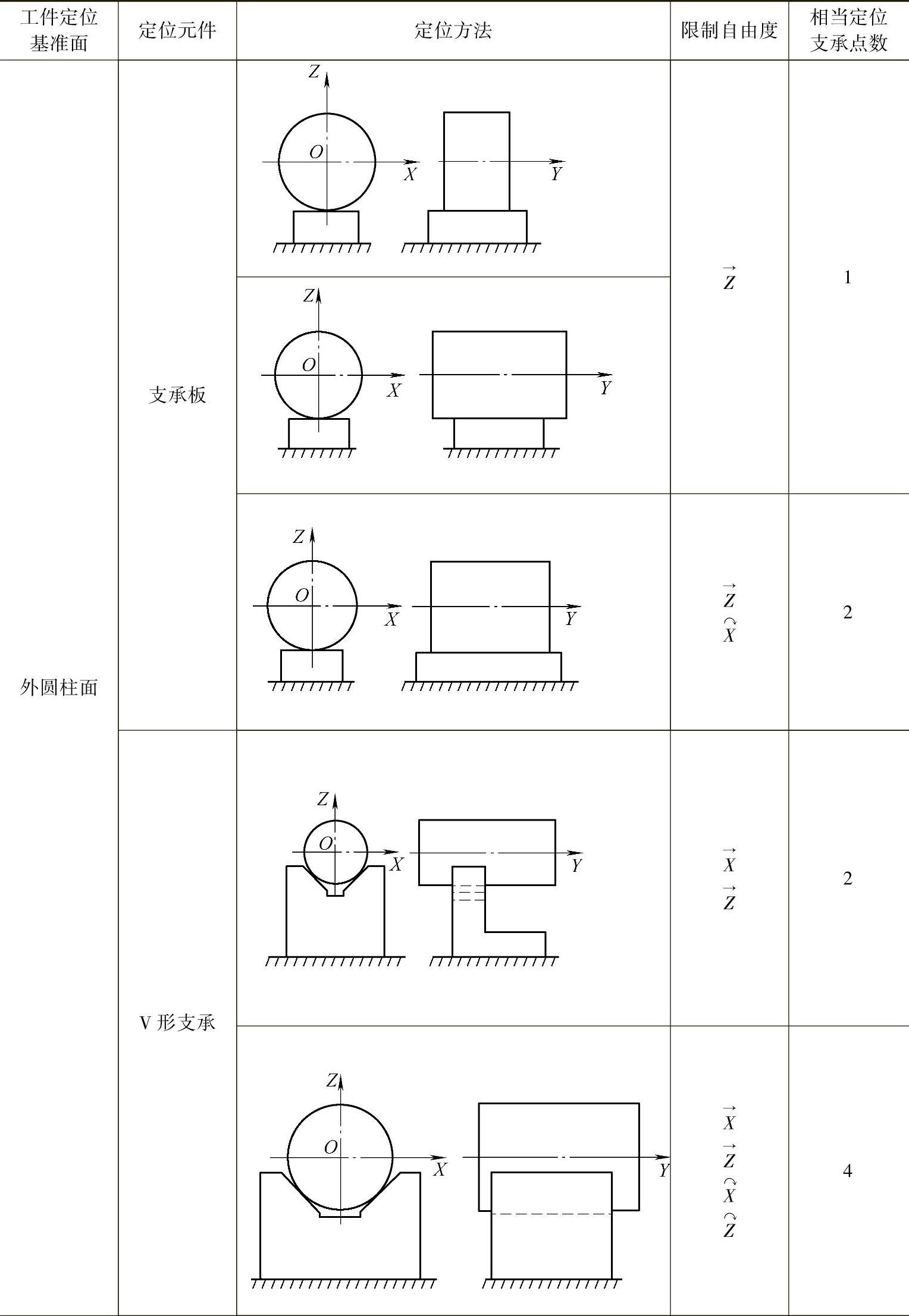
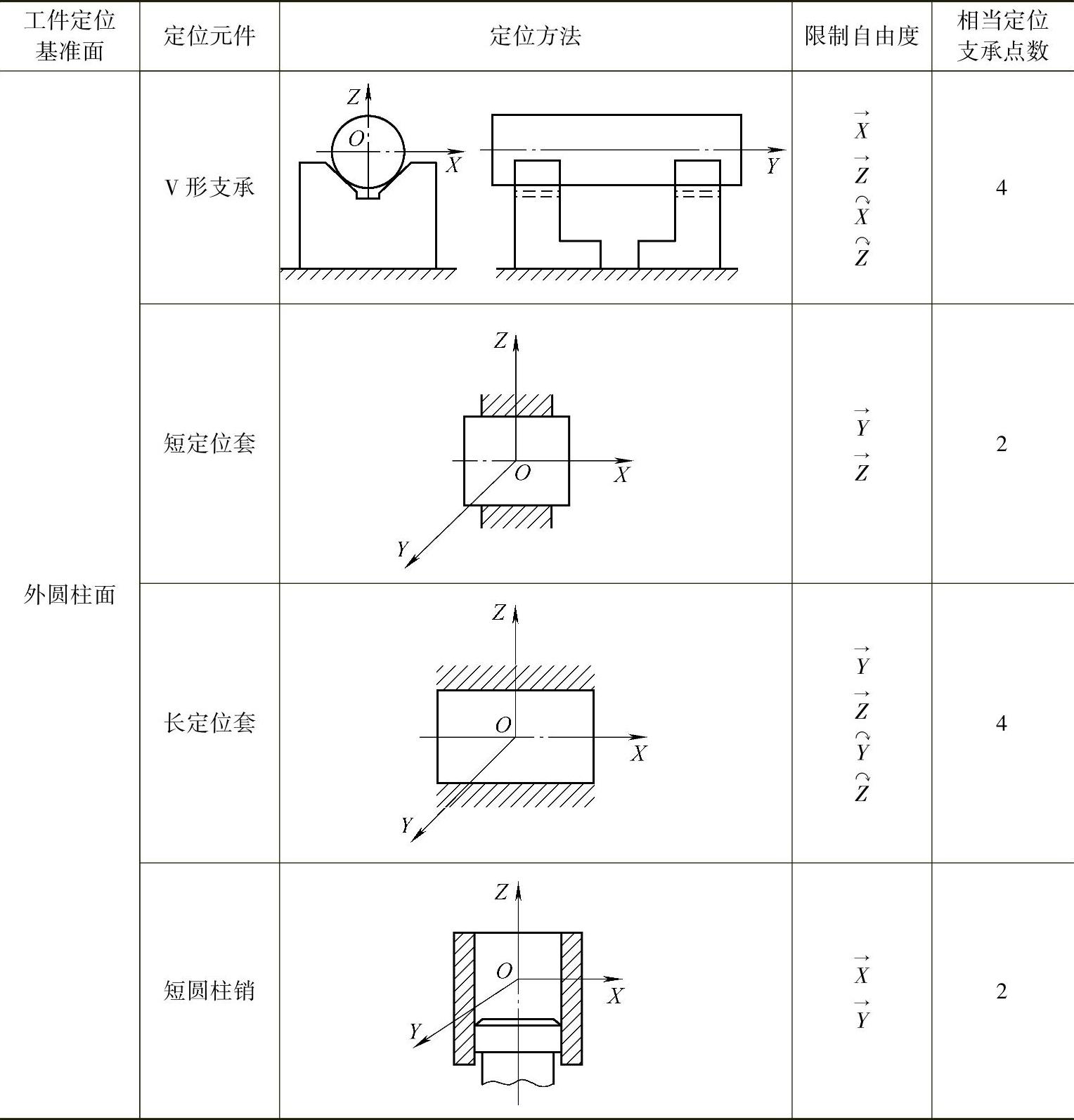
表3-1 定位方法及其所限制的自由度
(续)
(续)
(续)
(续)
(续)(https://www.xing528.com)
2.过定位的合理应用
工件在夹具中定位,通常要避免产生过定位。但是在某些特定条件下,尤其是在组合夹具的设计组装以产品工序实样件为依据时,合理采用过定位,反而可以获得较好的效果,因此过定位在组合夹具的生产中经常使用。
采用过定位时应采取适当措施,由过定位引起的误差要限制在工件定位基准的允许范围内,这时过定位是可取的。
过定位主要应用在以下几种情形下。
(1)增加结构刚性、工件的刚性及减振 图3-5中,需要铣削工件的上表面和内轮廓,这里仅以工件底面的定位说明夹具过定位的应用。在工件下部存在三个平面,形成两个台阶尺寸A和B。按定位原理,三个定位块所限制的自由度完全相同,由于工序加工时工件和夹具上的台阶尺寸A和B均存在误差,而三个定位块均在重复限制自由度,所以就构成了过定位。如果A、B的尺寸公差控制得不好,则三个定位块中实际能发挥定位作用的只有一个,另外两块会出现定位失效。然而,在组合夹具中,这种定位结构经常采用,其作用在于通过三个定位块分别接触工件的三个表面,其中一个属于主定位,另两个则为辅助定位或者说只起支承作用。通过三个表面的有效接触,可以提高工件的定位刚性,提高夹具的稳定性,防止工件在铣削过程中由于切削力大而造成工件的颤动或变形。此种方式是组合夹具特有的优势,这是因为组合夹具元件的精度高,可以实现对工件误差的补偿,重要的是组合夹具可以根据实际测量工件的尺寸A和B来确定夹具上各个定位结构的尺寸,从而保证工件阶差与夹具定位尺寸的完全配合。
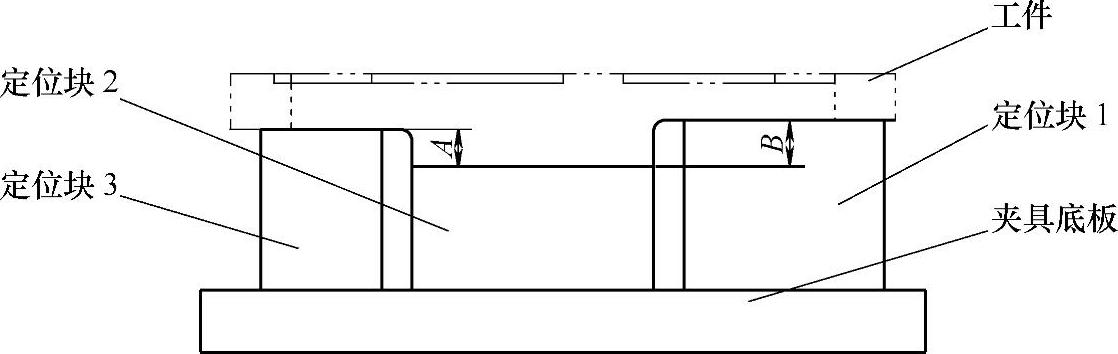
图3-5 过定位实例
(2)提高定位精度 如图3-6所示,工件以两孔一面定位,从理论上讲,两定位孔的位置存在加工误差,故以两孔定位时应采用一个圆柱销和一个菱形销,圆柱销定位,菱形销定向,通过菱形销来补偿定位孔距之间的误差。而在组合夹具中,两孔定位通常都采用两个圆柱销,这也是组合夹具特有的优势。因为当定位孔距出现误差时,其中一个圆柱销可以通过定位装置的规定直线移动实现定向功能,达到工件的完全定位效果;同时,两个圆柱销定位也在很大程度上提高了夹具的定位精度。
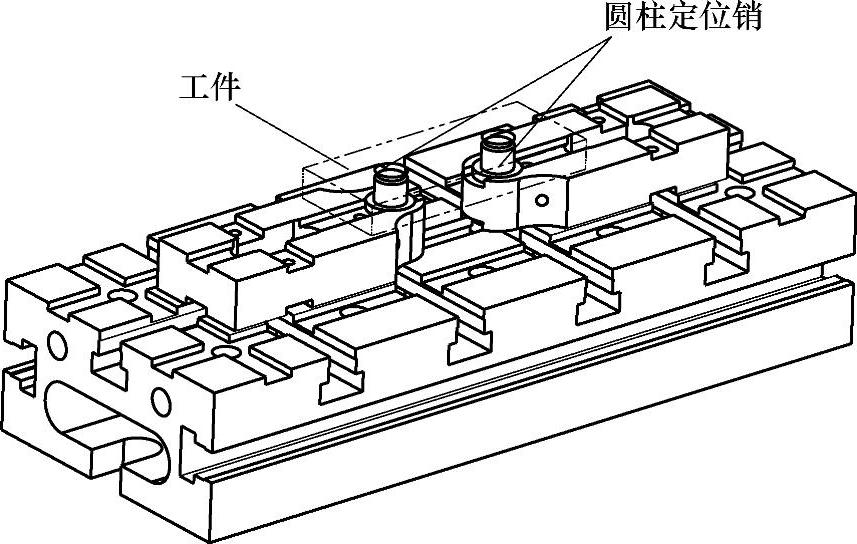
图3-6 两孔定位夹具
工件以许多圆孔作为定位基准在夹具相应的定位销(轴)上实现定位,简称多孔定位。这是充分发挥过定位长处的有效定位方法。用作定位基准的许多孔,无论是按同轴线排列,还是沿同心圆分布或按坐标关系布置,都可以准确而方便地对工件实现定位。
3.以复杂型面为基准时的过定位
工件以复杂的型面作为基准,夹具上的定位件无论是采用多个支承钉还是采用几个相应的型面定位时,其过定位现象都是明显的。只要对定位件的尺寸、形状和位置精度控制得合适,不但可以避免过定位的弊病,而且可以获得定位精度高、刚性好、夹具结构简单和使用寿命长的效果。
是否采用过定位的定位方法,应根据工件条件、工序特点、技术要求和生产类型等因素综合考虑。为了严防过定位弊病的出现,必须对定位件的尺寸、形状和位置精度提出较高要求,工件的定位基准也必须具备足够的精度。这对于工件刚度差,而加工精度要求高的产品最为实用。当工件定位空间紧张时,其局部接触应力和工件结构上的变形,都必须控制在允许的范围内,而且装卸工件时用力应适当。应当指出,采用过定位是有条件的,只有合理地采用过定位,才能获得良好的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。