



【摘要】:图5-15 长槽铣削夹具a)工艺草图 b)夹具结构图2.凹槽铣削夹具零件需要铣削槽口,要求以大平面定位,加工时保证铣削方向与夹具压紧方向相同。由件2、3、4确定基准1,保证平行度±0.02mm;由件6、7、8确定基准2;由件7、9、10确定基准3。选件5、11、12、13,压紧;选件7、12、14、15,顶紧。
1.长槽铣削夹具(图5-15)
夹具以两孔和底平面定位,加工槽口。
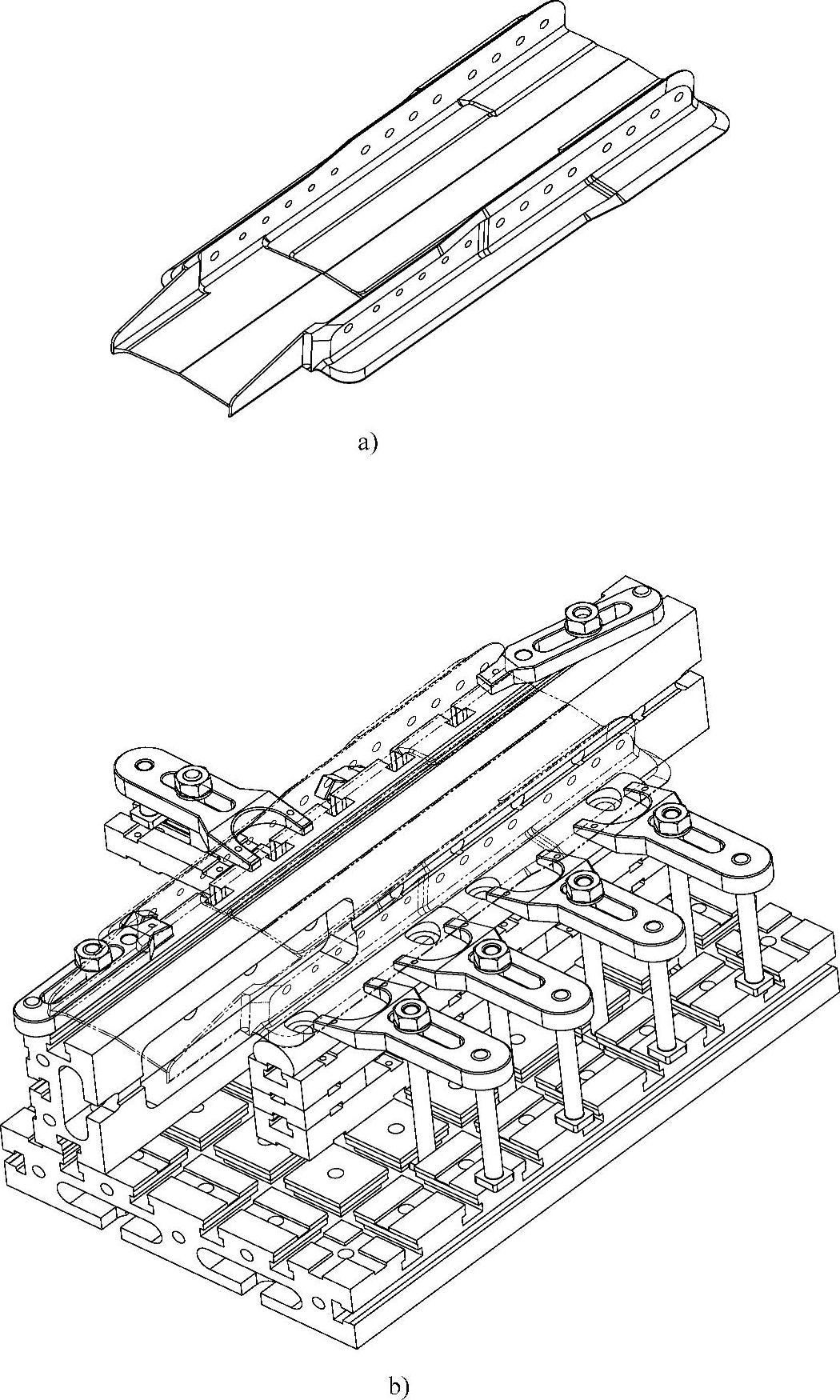
图5-15 长槽铣削夹具
a)工艺草图 b)夹具结构图
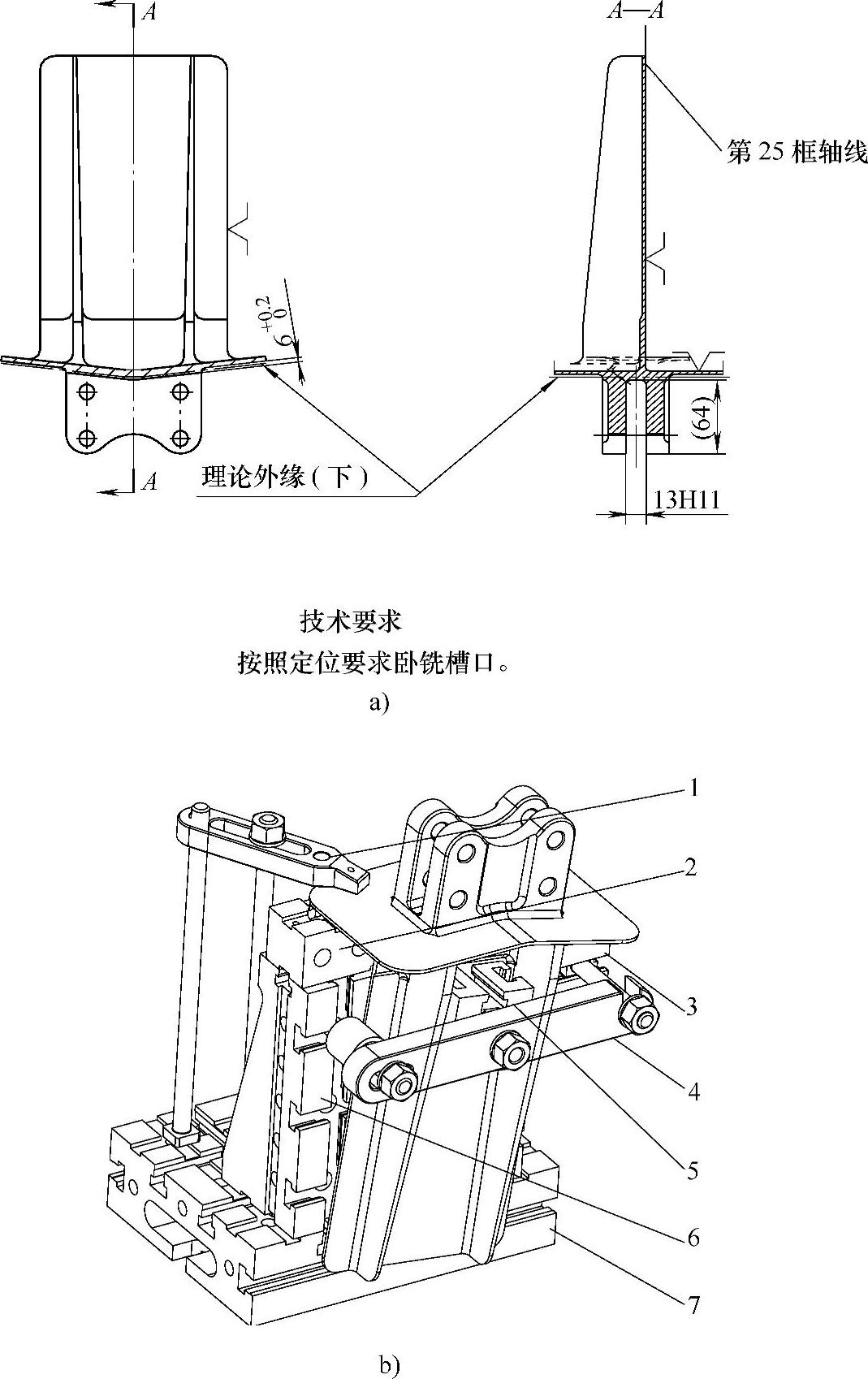
2.凹槽铣削夹具(图5-16和图5-17)
零件需要铣削槽口,要求以大平面定位,加工时保证铣削方向与夹具压紧方向相同。本夹具采用了顶槽基础角铁与长方形基础板相连接,既保证了大平面定位,又可以以抱压的方式提高夹具在加工时的强度;加装了伸长压板以辅助压紧,提高了加工时夹具的稳定性。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-16 凹槽铣削夹具(1)
a)工艺草图 b)夹具结构图 1—伸长压板Z501010 2—强固长方形支承Z215215 3—一竖槽长方形支承Z211215 4—回转板Z903040 5—二竖槽正方形支承Z202210 6—顶槽基础角铁Z134015 7—长方形基础板Z111015
选择长方形基础板1(200mm×280mm×30mm)作为基座。由件2、3、4确定基准1,保证平行度±0.02mm;由件6、7、8确定基准2;由件7、9、10确定基准3。选件5、11、12、13,压紧;选件7、12、14、15,顶紧。
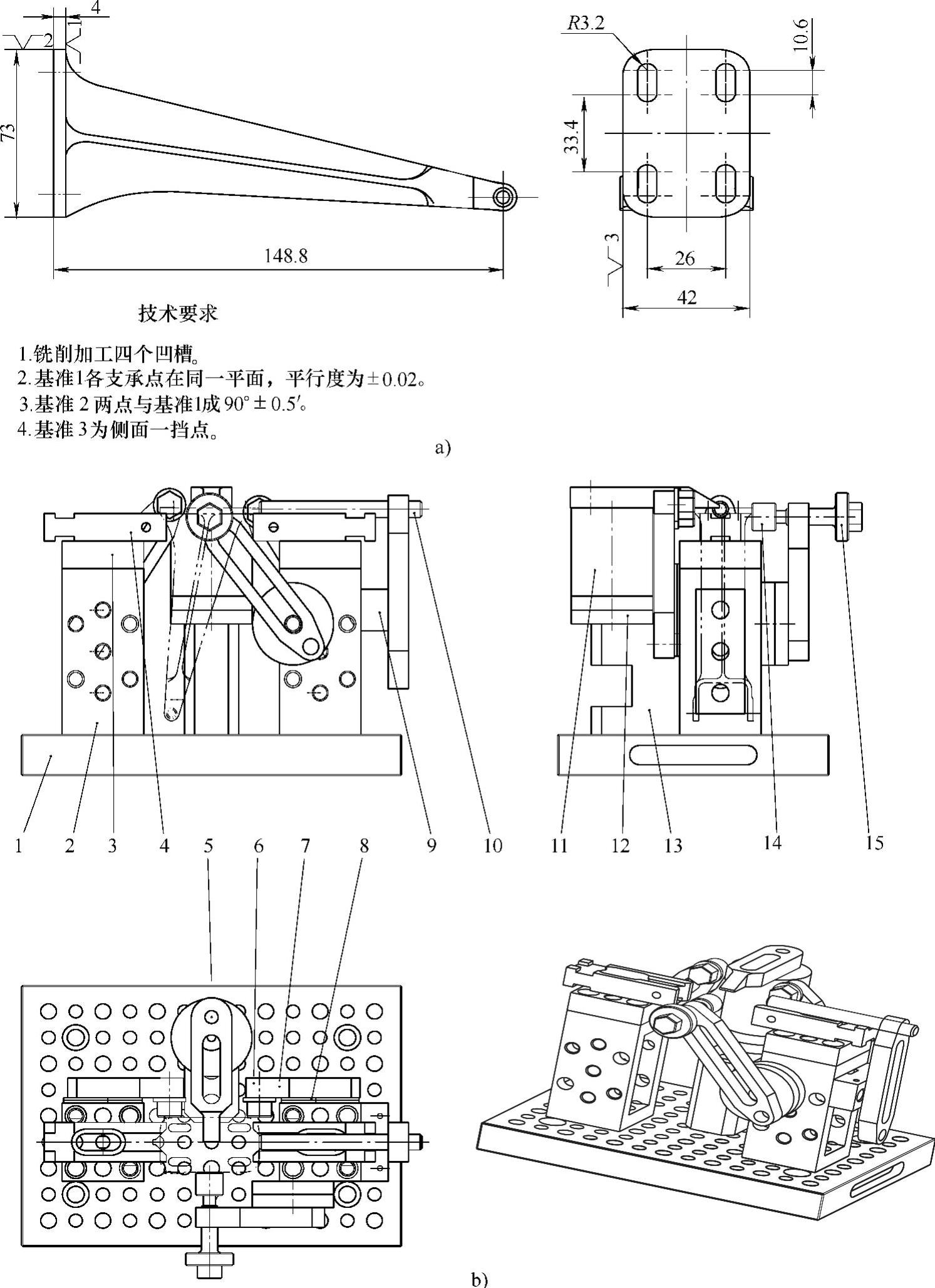
图5-17 凹槽铣削夹具(2)
a)工艺草图 b)夹具结构图 1—长方形基础板 2—正方形支承 3—螺孔过渡板 4—V形垫板 5—深孔支承环 6—平面支承帽 7—连接板 8—长方形垫片 9—长方形支承 10—双头螺柱 11—沉孔支承环 12—支承环 13—压板支承 14—光面压块 15—压紧螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。