



1.连杆磨夹(图8-62)
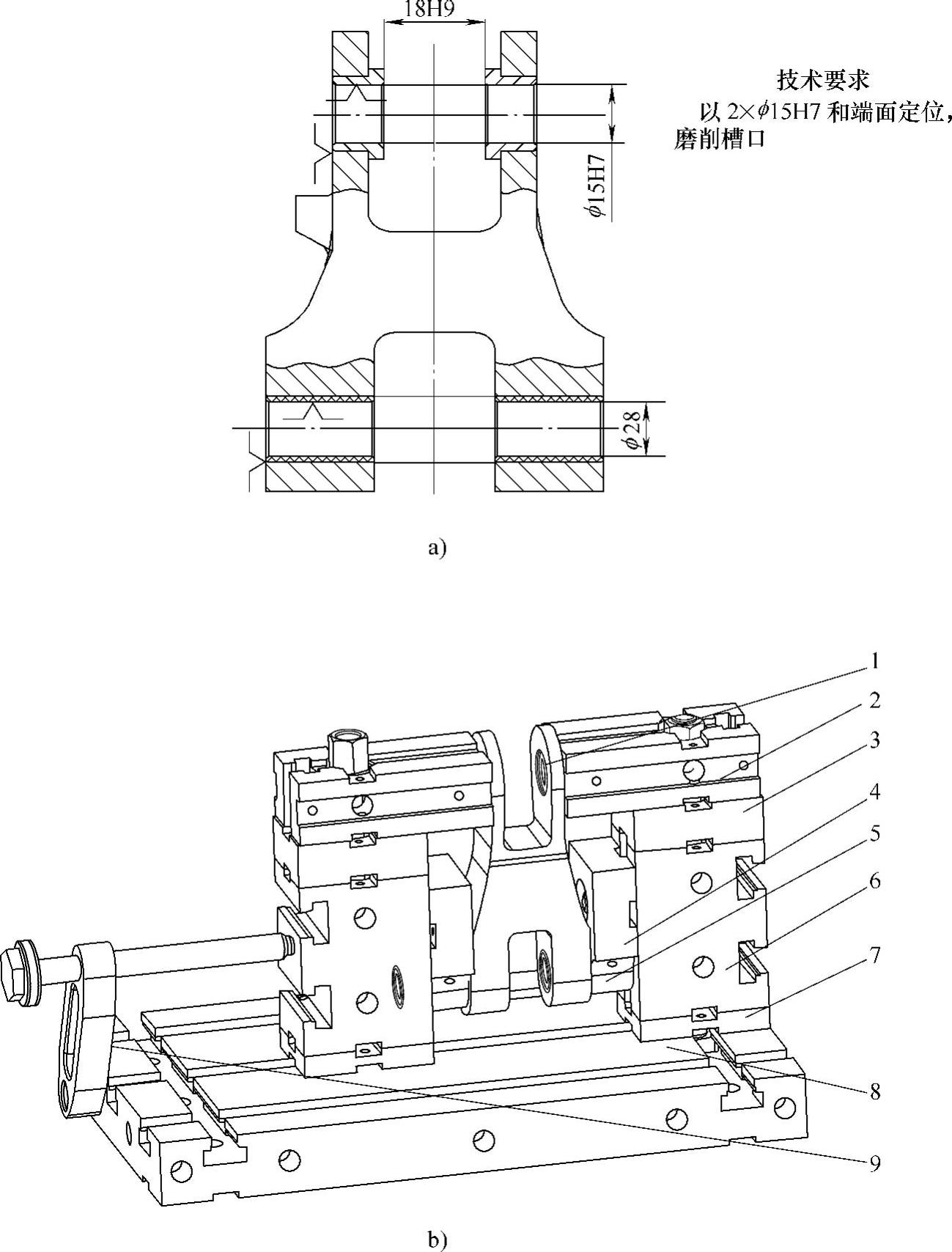
图8-62 连杆磨夹
a)工艺草图 b)夹具结构图 1—定位销T311110 2—一竖槽端孔支承Z322110SF 3—简式长方形垫板Z210210 4—沉孔钻模板Z438215 5—定位销Z310305 6—一竖槽长方形支承Z211220 7—简式长方形垫板Z210105 8—简式长方形基础板Z110025 9—连接板Z900010
组装说明
依据技术要求,以2×ϕ15H7和端面定位磨削槽口,即以典型的两孔一面的定位方式进行组装。由于是用磨床加工,故夹具的高度应尽可能低。采用简式长方形基础不仅比正常基础板高度降低了一半,而且增大了接触面积,使加工过程更加稳定。
2.支柱磨夹(图8-63)
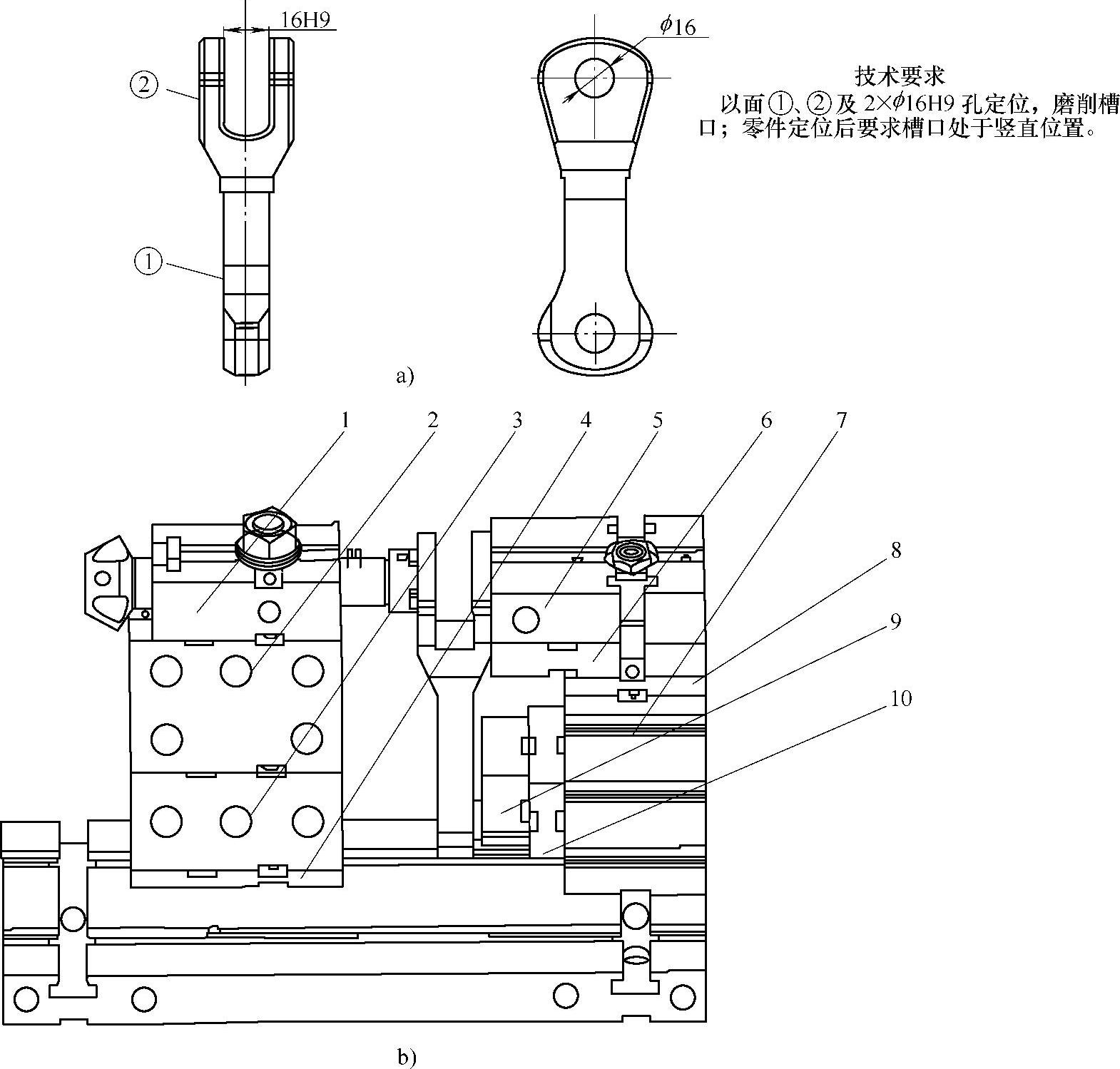
图8-63 支柱磨夹
a)工艺草图 b)夹具结构图 1—活动V形座Z836005 2—强固长方形支承Z215230 3—强固长方形支承Z215225 4—强固长方形垫板Z215105 5—二竖槽端孔支承Z322210 6—三竖槽长方形支承Z213210 7—二竖槽正方形支承Z202225 8—简式正方形垫板Z200110 9—沉孔钻模板Z438210 10—简式长方形垫板Z210115
组装说明
此零件为磨床夹具,因为磨床的进程小,应尽量降低夹具的高度,所以采用简式基础板。以面①、②和两孔定位,要求零件槽口垂直于基础板,采用活动V形座顶紧。
3.接头磨夹(图8-64)
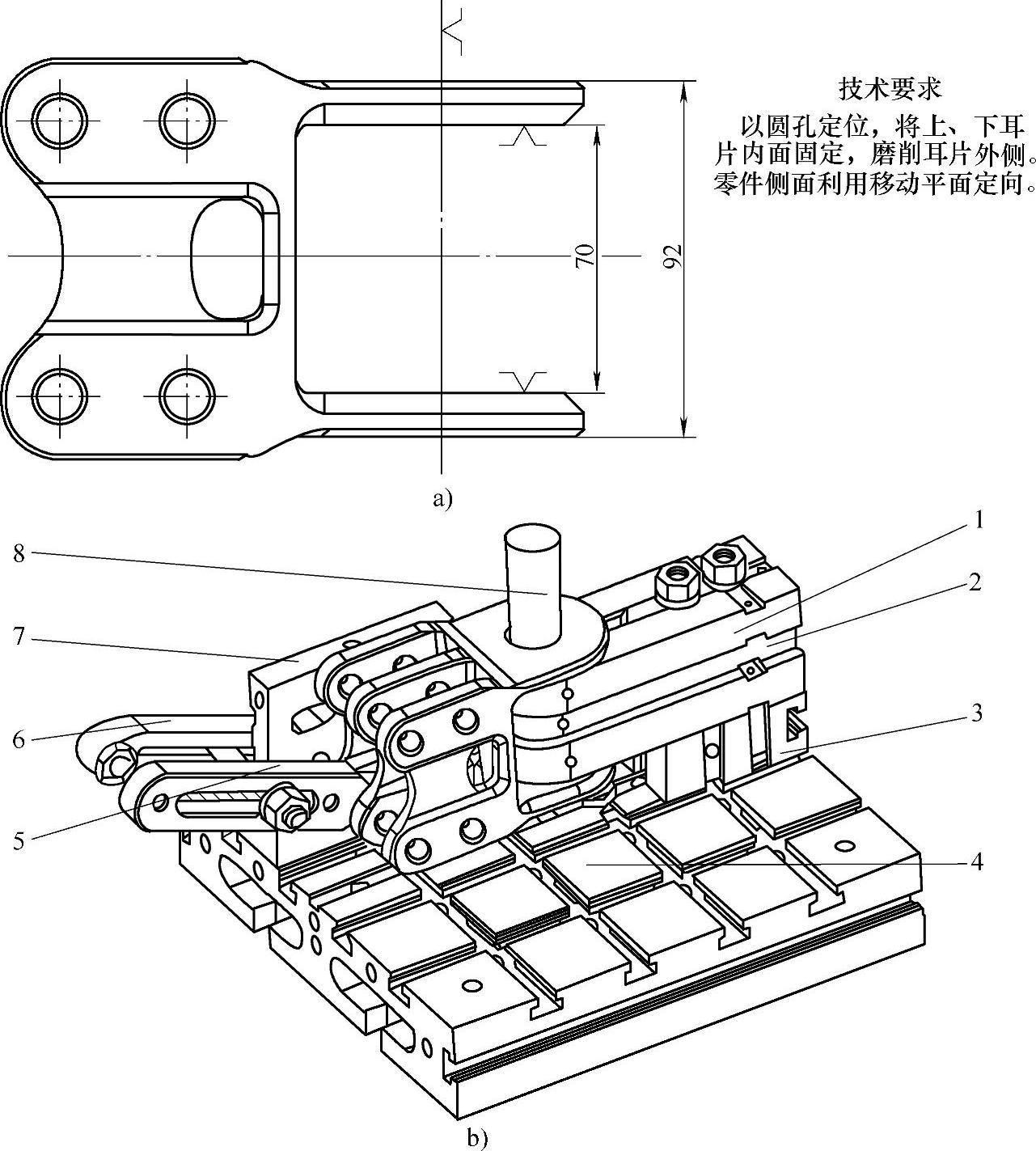
图8-64 接头磨夹
a)工艺草图 b)夹具结构图 1—两面槽钻模板Z437235 2—两面槽钻模板Z437225 3—三竖槽长方形支承Z213215 4—正方形基础板Z101015 5—伸长压板Z501015 6—连接板Z900030 7—键槽定位角铁Z233125 8—定位销T311210(https://www.xing528.com)
组装说明
利用三块两面槽钻模板将尺寸70mm垫出,使零件叉口与元件上、下表面完全贴合。将销轴插入孔中,移动键槽定位角铁,使零件侧面与键槽定位角铁完全贴合,然后将零件压紧。
4.支座磨夹(图8-65)
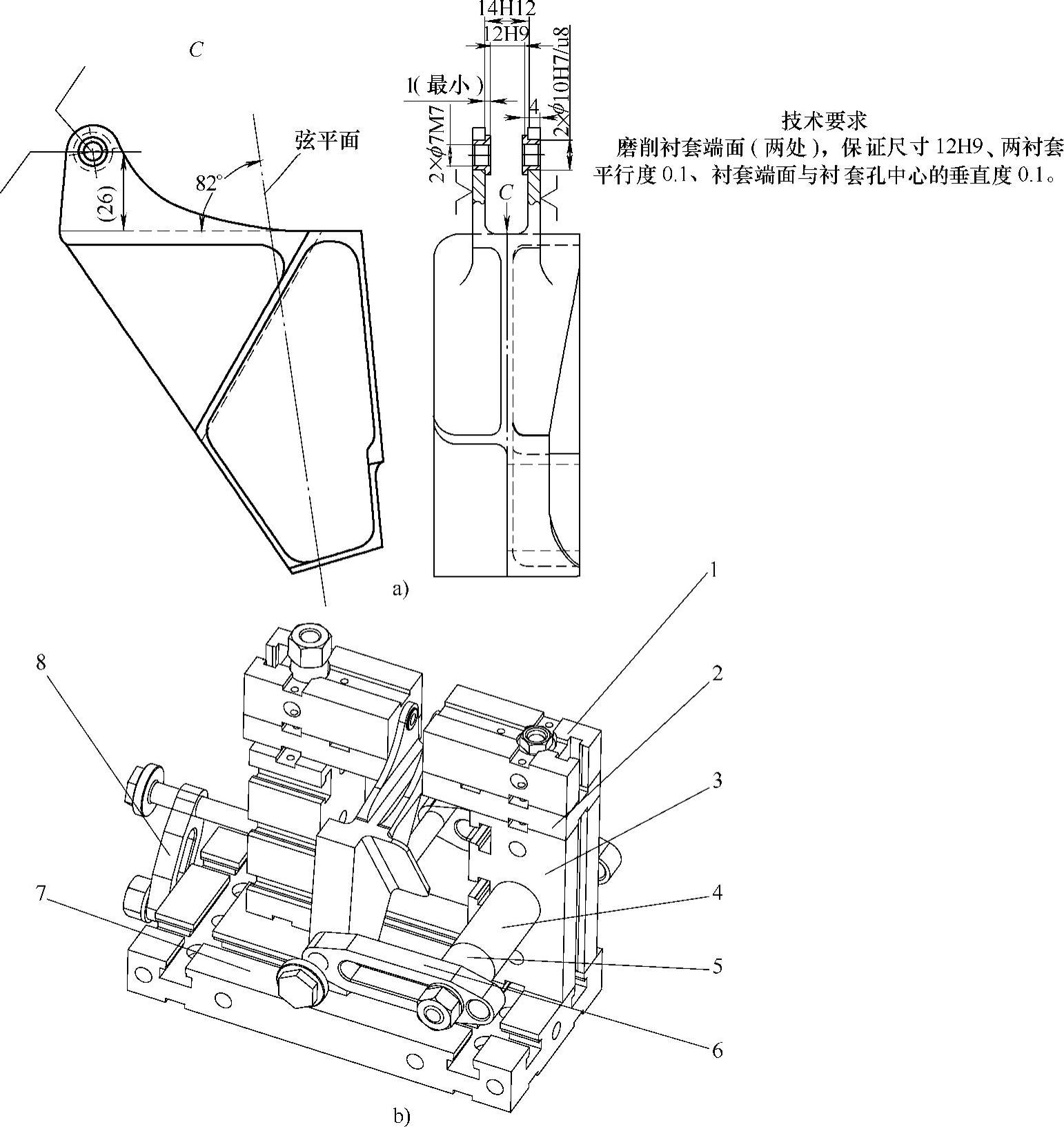
图8-65 支座磨夹
a)工艺草图 b)夹具结构图 1—一竖槽端孔支承Z322110 2—强固长方形垫板Z215205 3—一竖槽长方形支承Z211225 4—沉孔支承环Z922620 5—沉孔支承环Z922605 6—连接板Z900015 7—简式长方形基础板Z110015 8—连接板Z900005
组装说明
利用两个一竖槽端孔支承将件2衬套孔定位并吊起,在零件侧面顶紧一点,使待加工槽大致与基础板平行,利用简式板增大接触面积,使加工过程更稳定。
5.支臂磨夹(图8-66)
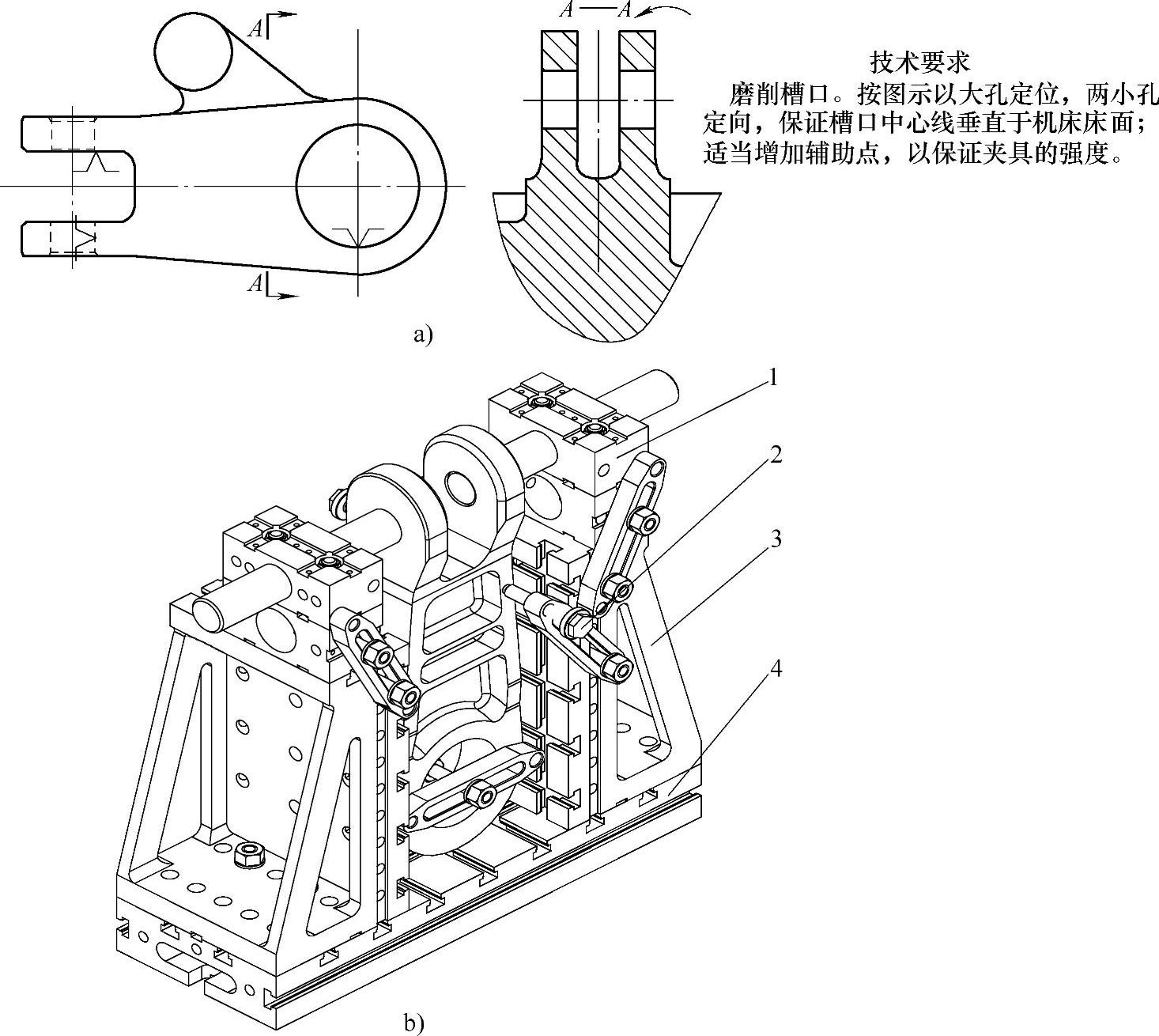
图8-66 支臂磨夹
a)工艺草图 b)夹具结构图 1—两面槽侧中孔支承Z320215 2—压紧螺钉Z615104 3—顶槽基础角铁Z134020 4—长方形基础板Z111050
组装说明
此为支臂类零件,根据使用工艺要求用大孔定位,端面定位、压紧。端面可用元件沿基础板的T形槽前后移动。耳叉部位的两孔插销用作定向。耳叉部位孔插销前后移动用来定位端面元件,元件与端面贴合后固定、压紧零件。由于零件尺寸较大,所以在靠近加工部位的地方增加支点,以保证零件在加工过程中的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。