



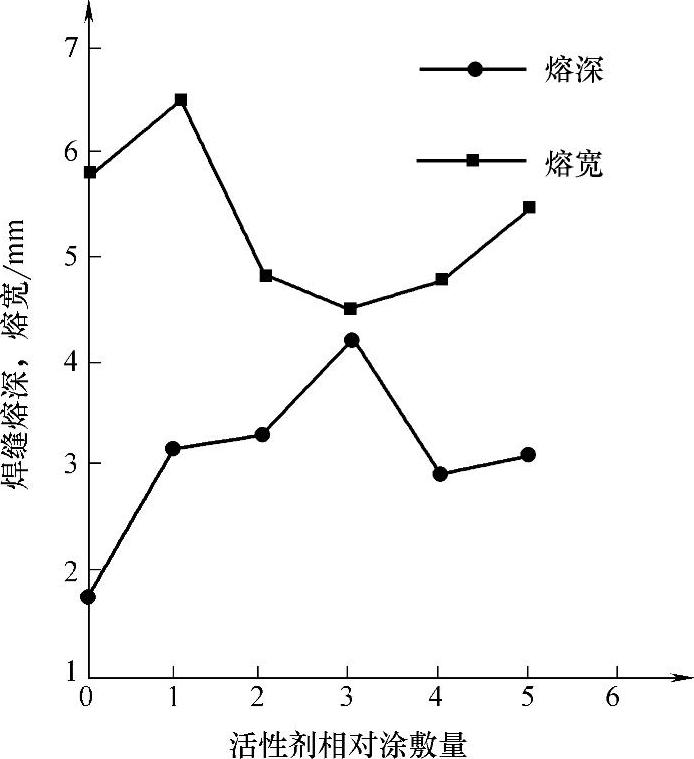
图1.7-24和图1.7-25所示分别为不锈钢和铝合金活性化(A-TIG)焊接过程中活性剂涂敷量和活性剂成分对焊缝熔深和熔宽的影响。
图1.7-26至图1.7-29所示分别为3A21铝合金A-TIG焊过程中焊接电流、焊接速度、氩气流量和电弧弧长对焊缝熔深的影响。
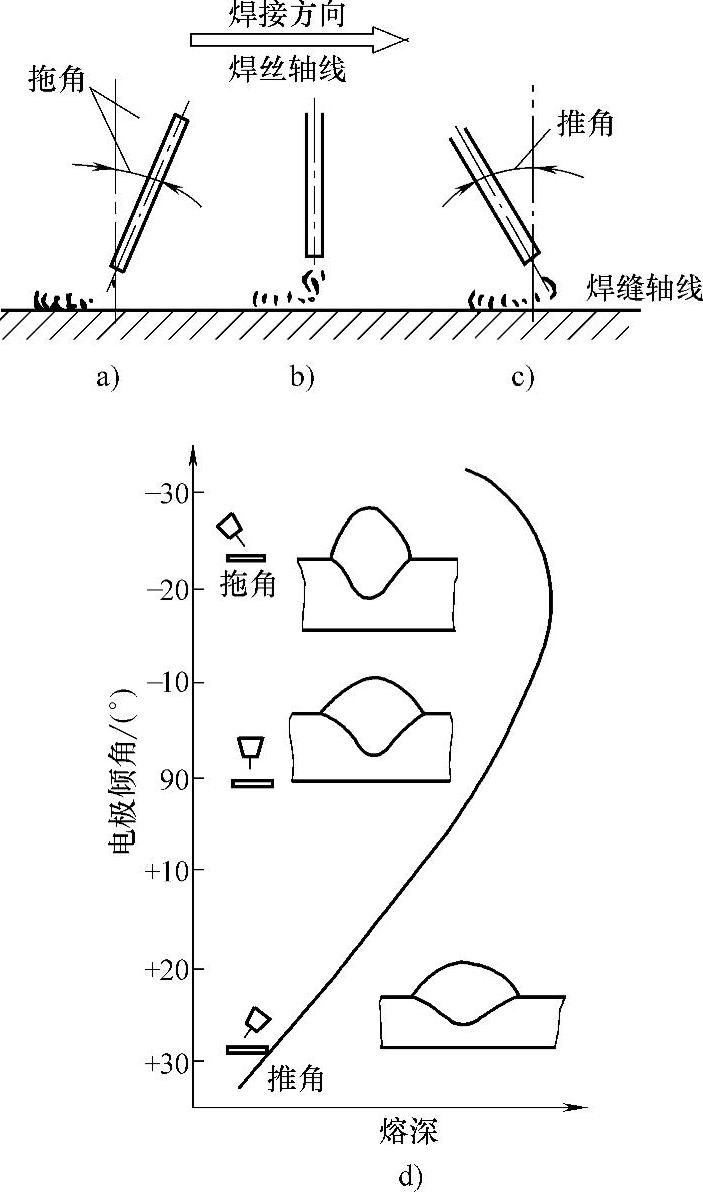
图1.7-18 MIG焊焊丝位置及焊枪倾角对焊缝形状的影响
a)前倾焊法(右焊法) b)正直焊法 c)后倾焊法(左焊法) d)焊枪倾角对焊缝形状的影响

图1.7-19 MIG焊焊接位置对平板焊缝形状的影响(喷射过渡)
a)下坡焊 b)平焊 c)上坡焊

图1.7-20 MIG焊接筒体外环缝时焊丝偏移位置对焊缝形状的影响
a)正确 b)偏移过大 c)反方向偏移
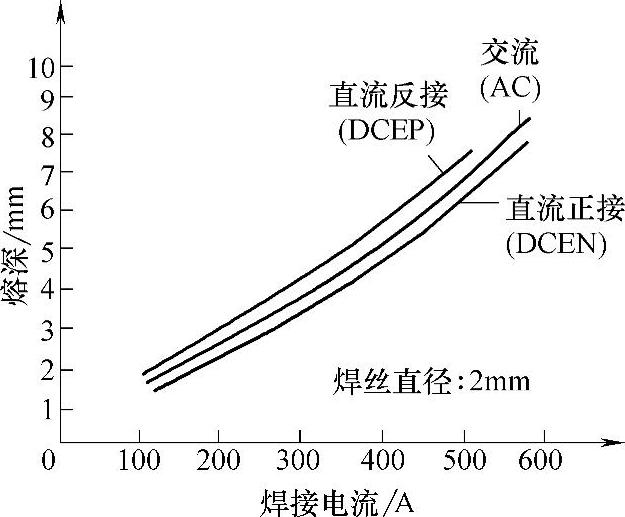
图1.7-21 MIG焊时电极极性对熔深的影响
表1.7-8 MIG焊时调整焊缝几何形状及熔敷速度的方法
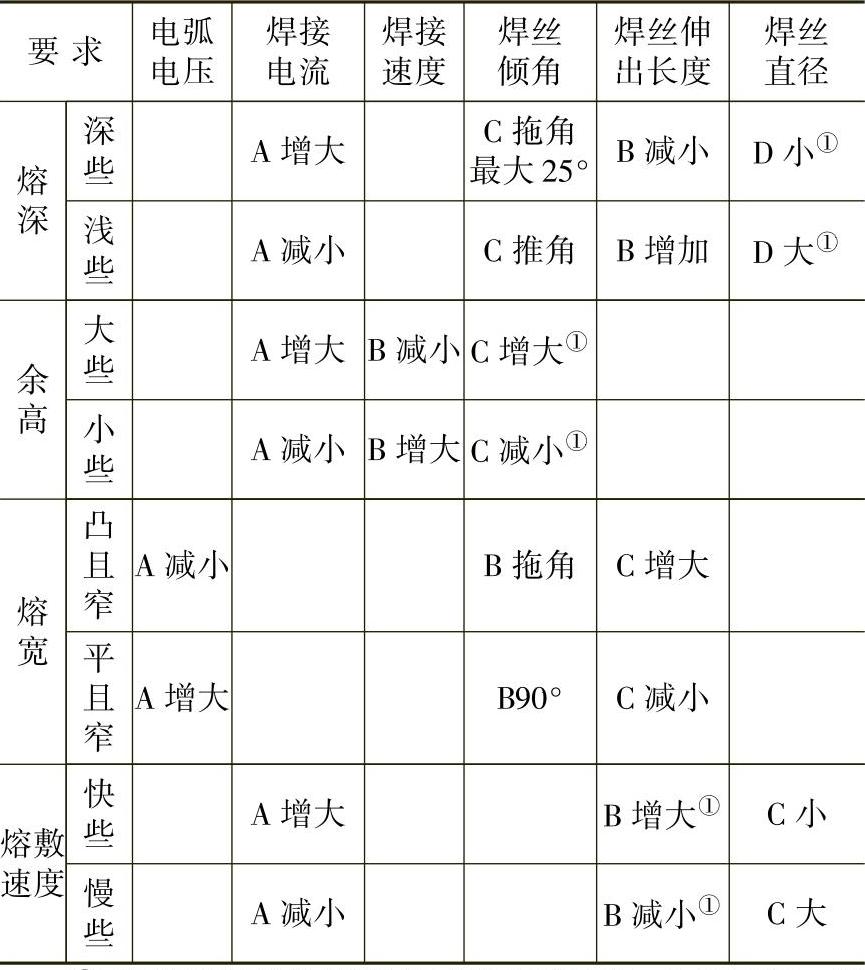
①假定调整送丝速度而焊接电流恒定。A表示第一选择,B表示第二选择,依此类推。
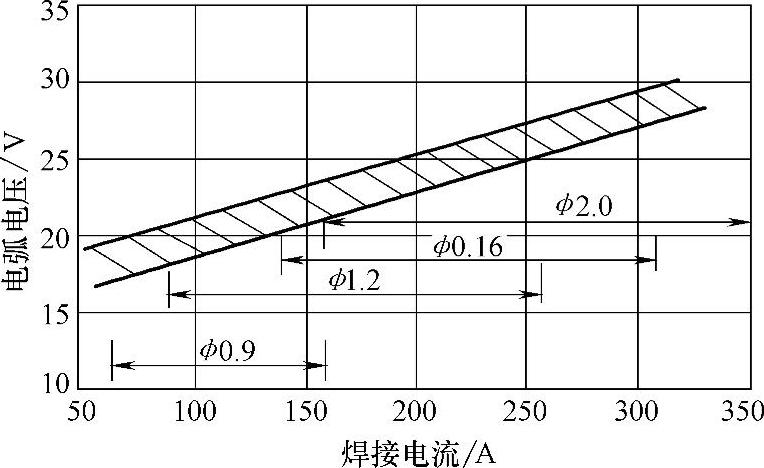
图1.7-22 CO2气体保护焊获得良好焊缝成形的电压电流范围(短路过渡)
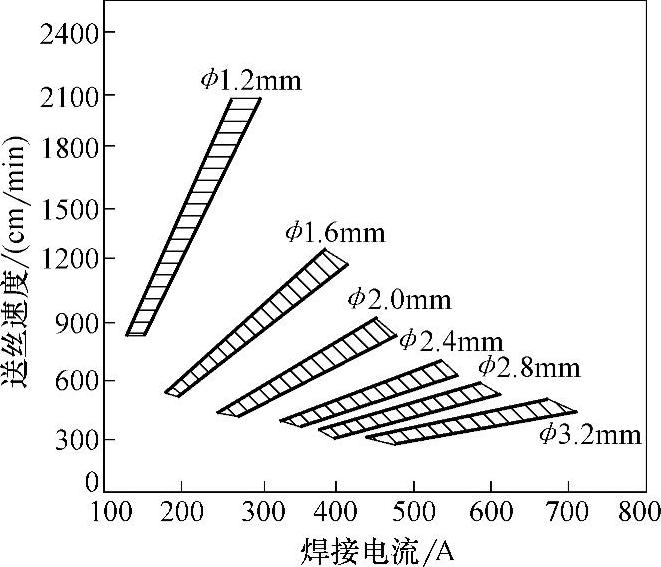
图1.7-23 药芯焊丝CO2气保焊低碳钢获得良好焊缝成形的送丝速度与焊接电流关系
 (https://www.xing528.com)
(https://www.xing528.com)
图1.7-24 6.0mm厚304不锈钢活性剂涂敷量对焊缝熔宽和熔深的影响
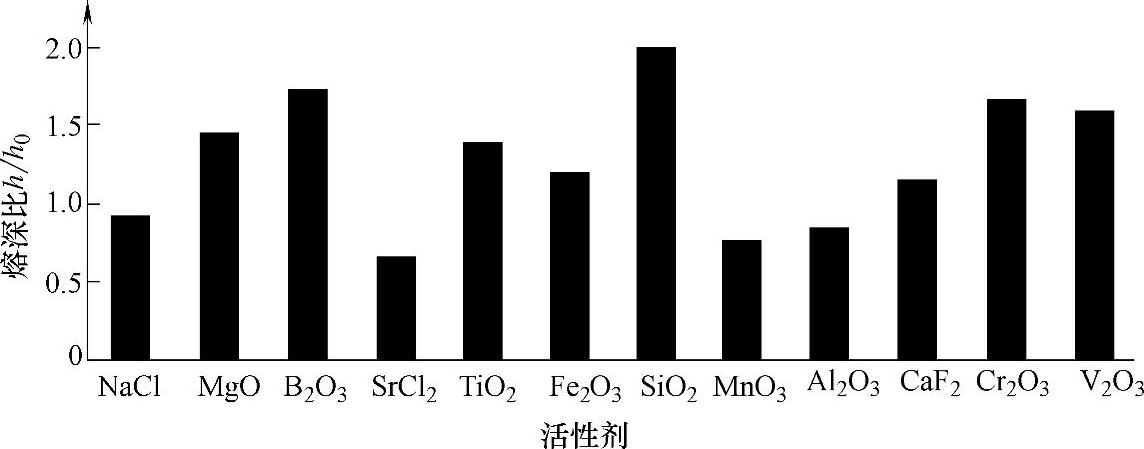
图1.7-25 3A21铝合金A-TIG焊单组元活性剂对熔深增加比的影响
注:铝合金规格尺寸:200mm×80mm×8mm;焊接参数:焊接电流为160A,焊接速度为89mm/min,氩气流量为15L/min,钨极直径为3.2mm,弧长为2~3mm;熔深比为h/h0,其中h为添加活性剂后的焊缝熔深,h0为无活性剂的焊缝熔深。
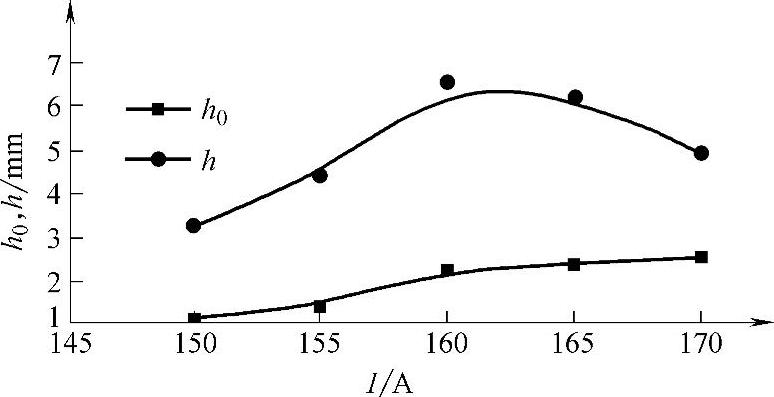
图1.7-26 3A21铝合金A-TIG焊焊接电流对焊缝熔深的影响
h—添加活性剂后的焊缝熔深 h0—无活性剂的焊缝熔深 I—焊接电流
注:铝合金规格尺寸为200mm×80mm×8mm;焊接参数:焊接速度为125mm/min,氩气流量为15L/min,钨极直径为3.2mm,弧长为3mm。
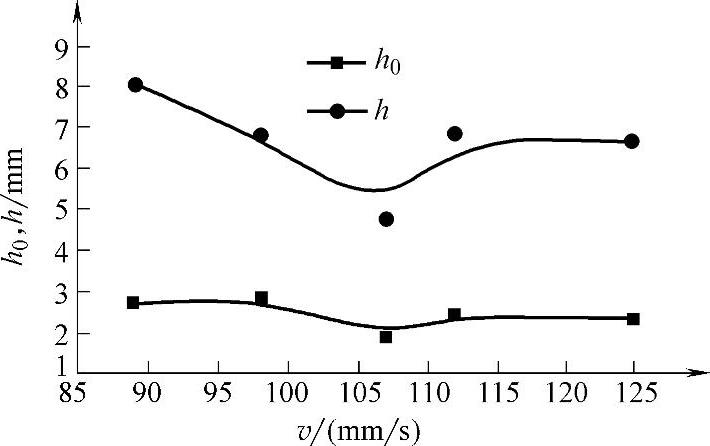
图1.7-27 3A21铝合金A-TIG焊焊接速度对焊缝熔深的影响
h—添加活性剂后的焊缝熔深 h0—无活性剂的焊缝熔深 v—焊接速度
注:铝合金规格尺寸为200mm×80mm×8mm;焊接参数:焊接电流为160A,氩气流量为15L/min,钨极直径为3.2mm,弧长为3mm。
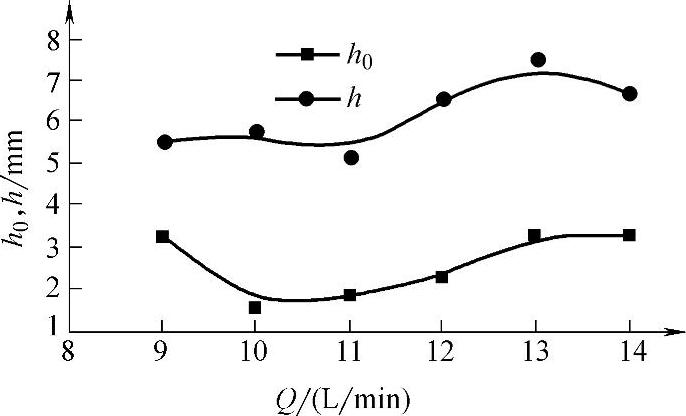
图1.7-28 3A21铝合金A-TIG焊氩气流量对焊缝熔深的影响
h—添加活性剂后的焊缝熔深 h0—无活性剂的焊缝熔深Q—氩气流量
注:铝合金规格尺寸为200mm×80mm×8mm;焊接参数:焊接电流为160A,焊接速度为125mm/min,钨极直径为3.2mm,弧长为3mm。
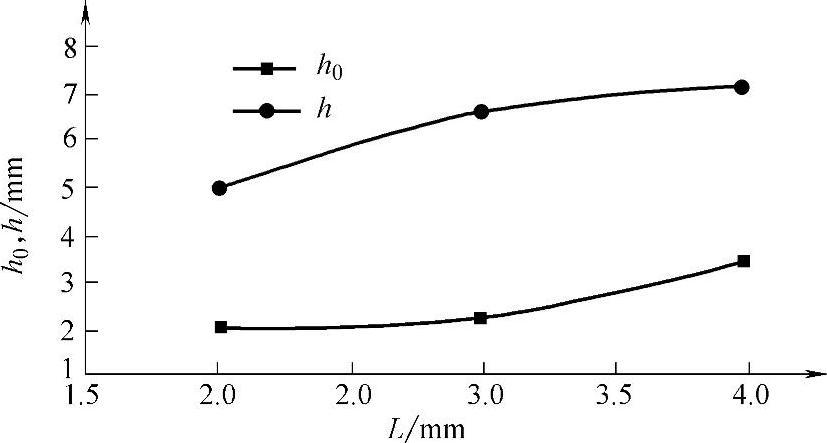
图1.7-29 3A21铝合金A-TIG焊电弧弧长对焊缝熔深的影响
h—添加活性剂后的焊缝熔深 h0—无活性剂的焊缝熔深L—电弧弧长
注:铝合金规格尺寸为200mm×80mm×8mm;焊接参数:焊接电流为160A,焊接速度为125mm/min,氩气流量为15L/min,钨极直径为3.2mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。