



焊接热模拟技术可以把实际焊接接头上某一区段的组织或应力、应变过程进行模拟,使之再现或几何尺寸放大,这样就可以很方便地定量地研究接头上任一区段的组织和性能。完善的焊接热模拟试验机必须能够模拟不同焊接方法和焊接参数下的主要热循环参数,如加热速度(vH)或加热时间(t′),最高温度(Tm)、高温停留时间(tH)、冷却速度(vC)或冷却时间(t8/5)等,同时还能模拟焊接条件下的应力应变循环。而且控制精确,功能齐全,调节方便。
几种国内外常见的热-力模拟试验机简介如下。
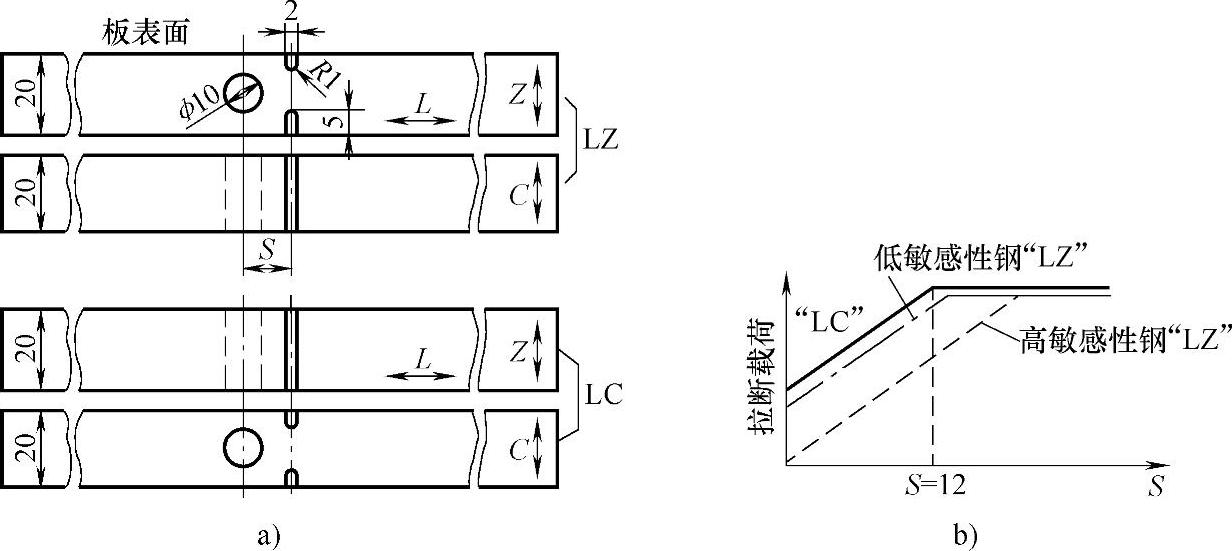
图2.4-46 缺口拉伸试棒
a)缺口拉伸试棒 b)尺寸对拉断载荷的影响
L—长度方向 Z—厚度方向 C—宽度方向
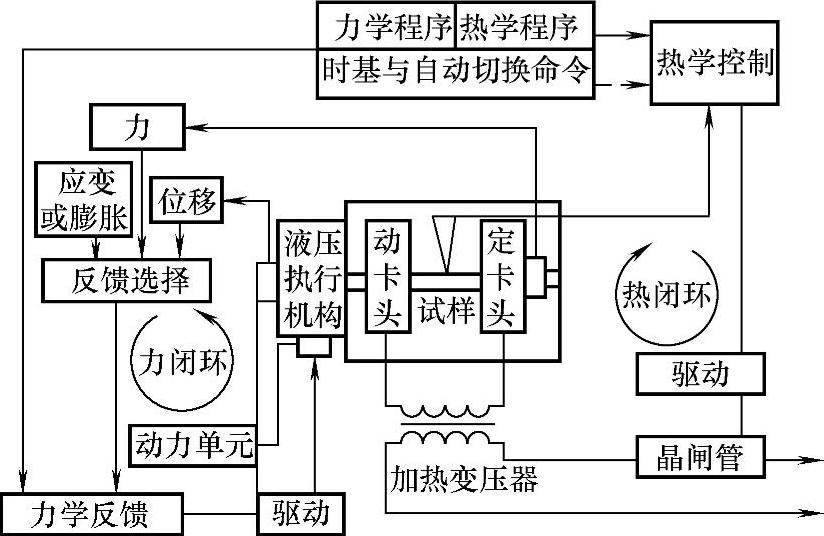
1.Gleeble—1500热-力模拟试验机
Gleeble—1500热-力模拟试验机是采用电阻式加热试样模拟试验机的典型代表,也是世界上功能较全、技术先进的模拟试验装置之一。它的控制系统框图如图2.4-47所示。它是由加热系统、加力系统和计算机控制系统三大部分组成的。Gleeble-1500还配有真空室,真空度可达133.322×10-5Pa,也可充入所需的气体(如氩气)。十多年来,根据热加工技术的发展,特别是为适应热轧技术的需求,又研制和开发出Gleeble—2000、Gleeble—3500、Gleeeble—3800热-力模拟试验装置。Gleeble—3500设备基本上是在Gleeble-1500基础上,增加了一些新的功能,操作和控制系统更为先进,进一步提高了试样装置的适应能力。
2.Thermorestor—W热拘束模拟试验机
Thermorestor—W采用高频感应加热法对试样加热,试样冷却是按焊接热循环曲线通过程序控制模拟的。它可以再现焊接热过程与焊后热处理过程,并可进行应力、应变循环的模拟。
该装置从工作原理上,与Gleeble一样,也分为加热系统、力学系统及程序控制系统。具体试验机由本体(包括驱动夹持机构,加热感应线圈,真空室,温度、应力、应变检测装置)、液压伺服系统、排气系统、高频电源、程序设定发送器、自动函数记录仪等组成,如图2.4-48所示。
为适应热加工的各种需要(热控轧、连铸、热处理、焊接等),随着电子技术和计算机的发展,日本富士电波工机株式会社在20世纪90年代研制并开发出Thermorestor—Z热-力模拟试验机。该模拟装置具有高频感应加热和电阻加热两套系统,并采用非接触式激光膨胀测量系统,可准确测量相变点及变形过程中体积的变化。还采用全自动排气系统及气氛介质调节系统,以及更先进的计算机程序控制系统。
 (https://www.xing528.com)
(https://www.xing528.com)
图2.4-47 Gleeble—1500热-力模拟试验机控制系统框图
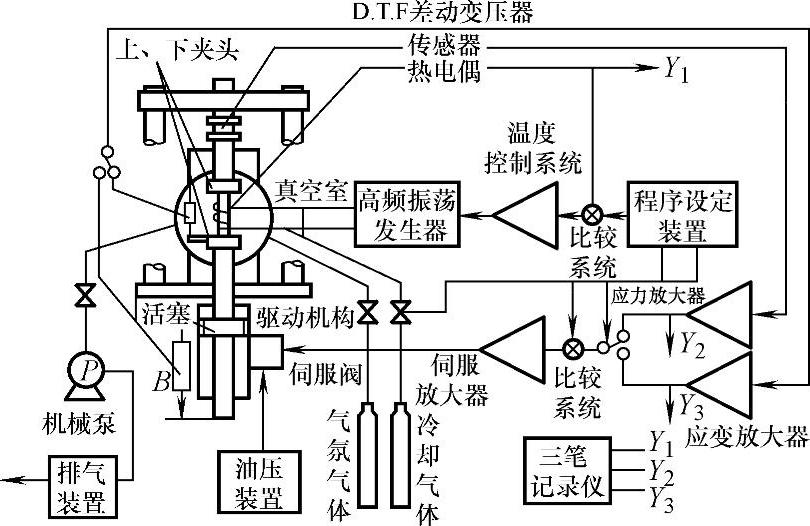
图2.4-48 Thermorestor—W模拟试验装置原理及结构框图
利用焊接热模拟试验机可以开展下列研究工作:
1)建立模拟焊接热影响区的连续冷却组织转变图(SH-CCT图)。
2)研究焊接热影响区不同区段(尤其是过热区)的组织与性能。
3)定量地研究冷裂纹、热裂纹、再热裂纹和层状撕裂的形成条件及机理。
4)模拟应力应变对组织转变及裂纹形成影响规律。
焊接热模拟技术有一定局限性,主要是:
1)模拟试样是整体加热和冷却的,它的金相组织变化和晶粒长大过程是在无拘束的条件下进行的,比起实际的焊接接头上相应的模拟部位有一定偏差。即使在热循环完全一致的条件下,模拟试样的晶粒度往往偏大。
2)模拟试样是处在隔离的体系中均匀加热、冷却和无应力应变的,不像实际焊接接头那样有急剧变化的温度梯度,相邻部位之间发生元素的扩散和复杂的动态应力和应变过程。因此在性能上并不完全反映实际焊接接头所模拟点的真实情况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。