



5.4.4.1 点焊电极
点焊电极形状如图5.4-3所示,基本尺寸见表5.4-9。特殊电极接触面的形状和尺寸与标准电极相同。
表5.4-10为点焊中电极材料的适用性。
表5.4-3 点焊和缝焊时焊接性指标及对规范的要求
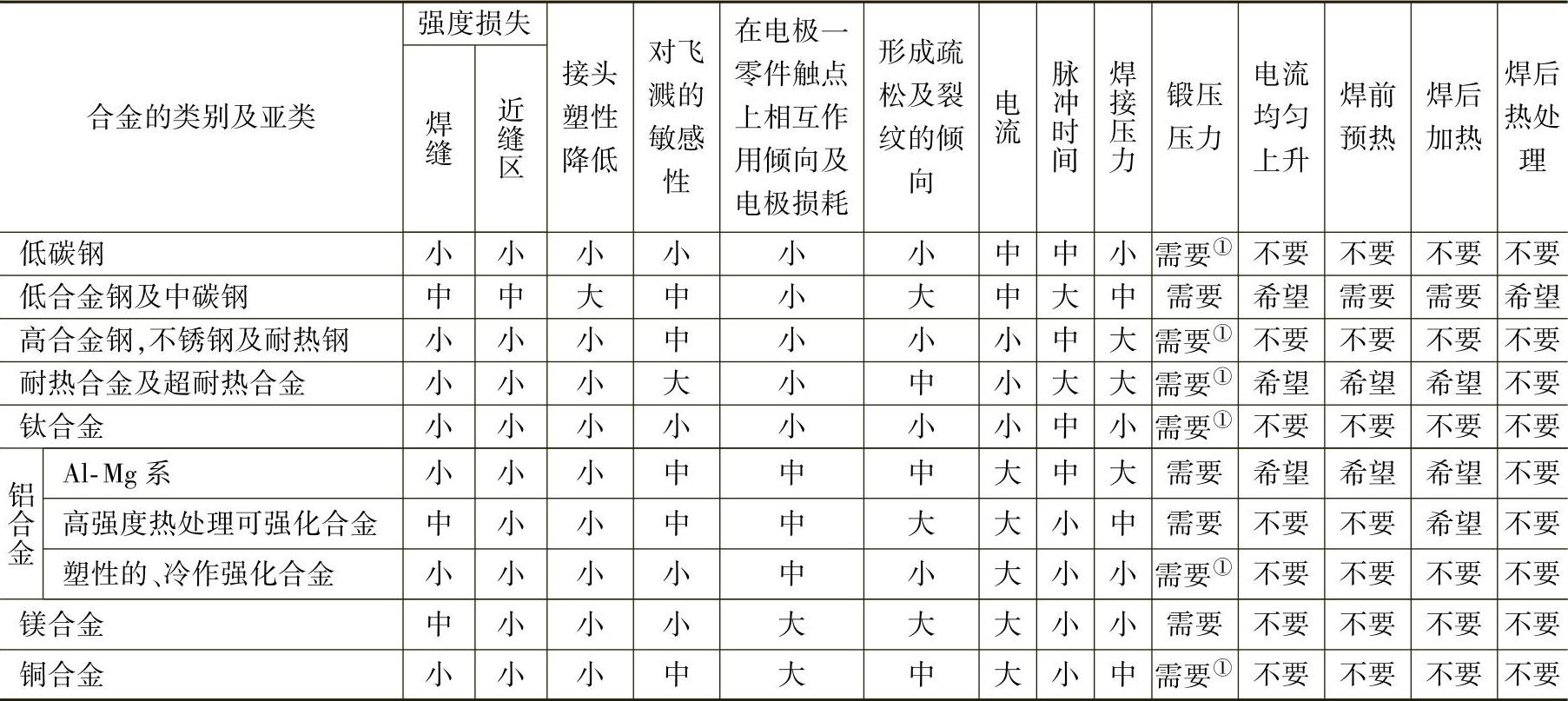
①焊接2~3mm以上厚度时需要。
表5.4-4 合金之间电阻焊的焊接性
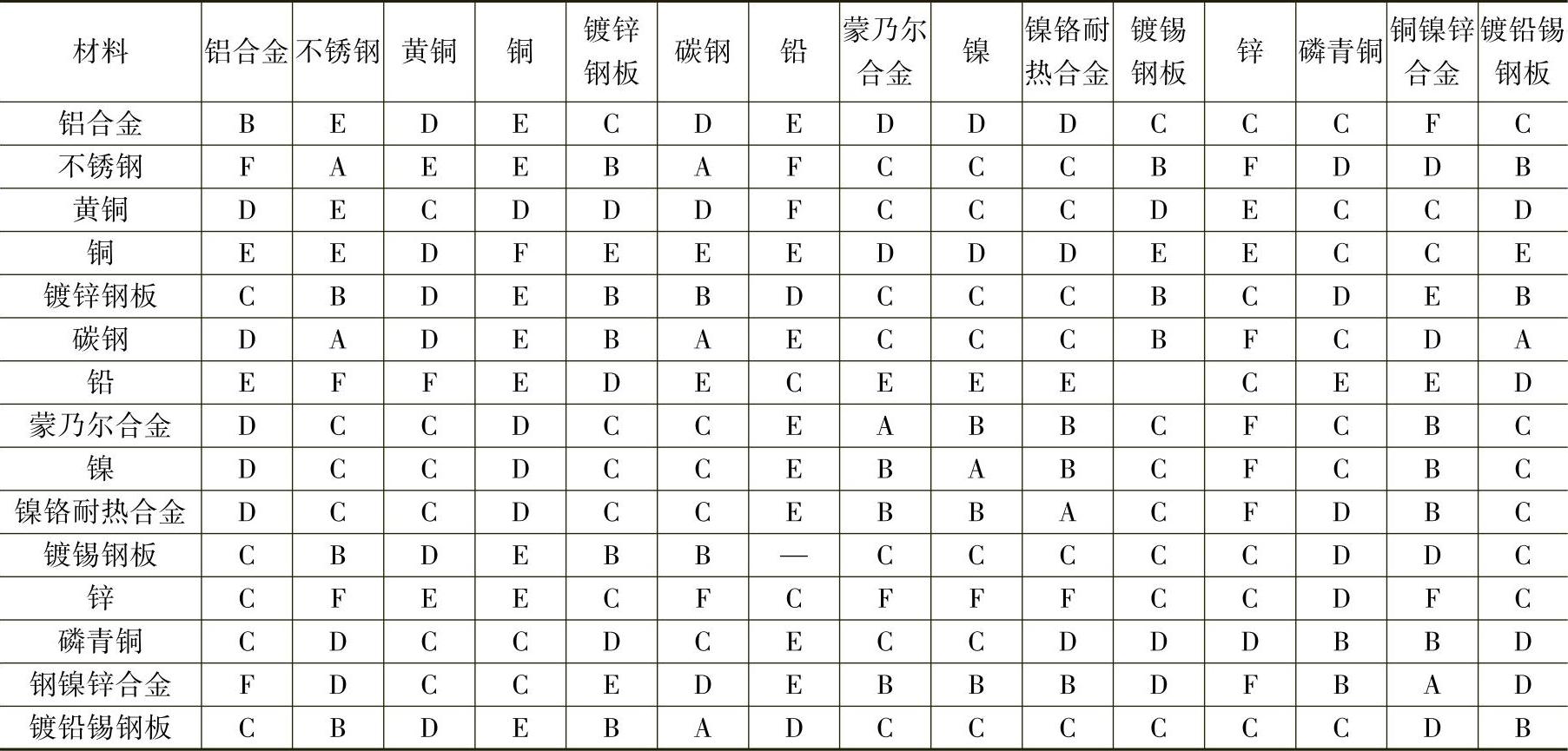
注:A—优,B—良,C—可,D—劣,E—不可,F—不能。
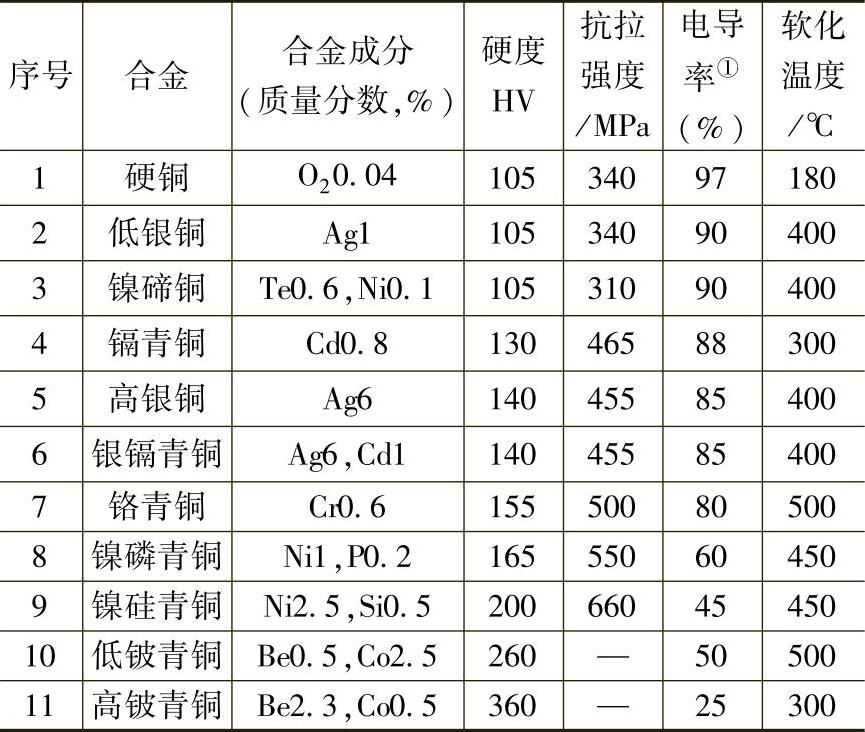
表5.4-5 美国电阻焊机制造协会(RWMA)电极材料分类
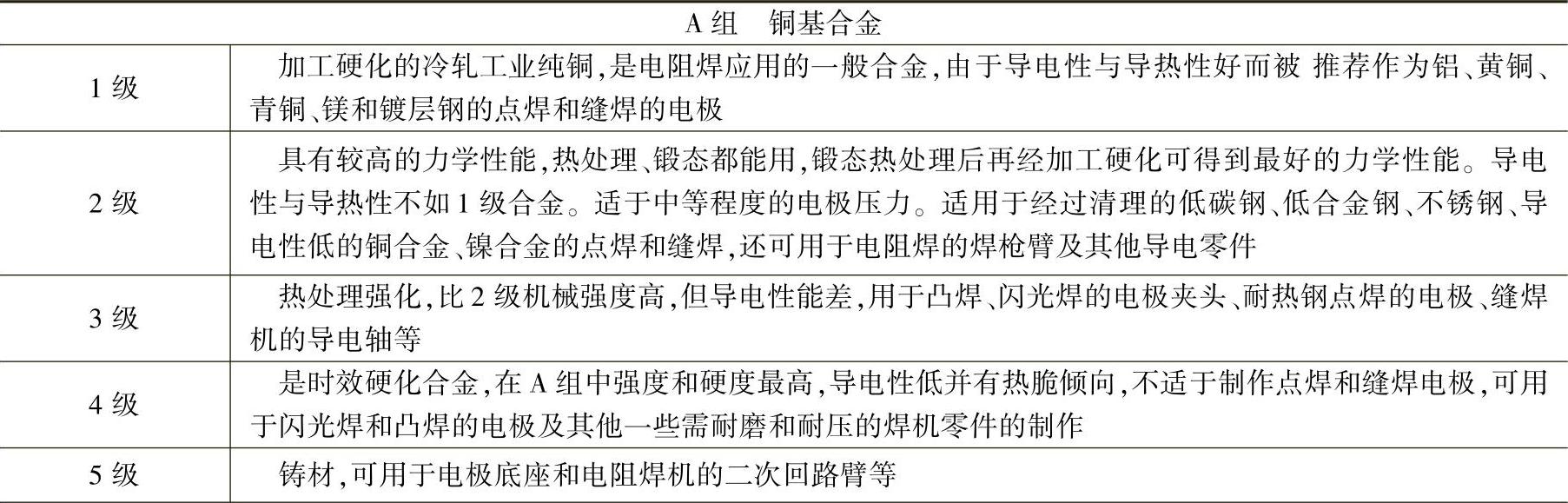
(续)

表5.4-6 RWMA电极材料的性能下限值

①国际退火铜标准。
②热加工并热处理,未经冷作加工。
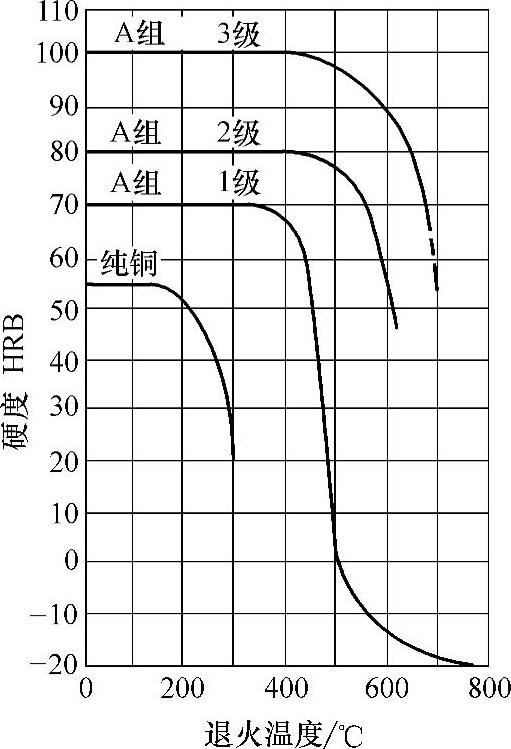
图5.4-2 RWMA电极材料的硬度与退火温度的关系
表5.4-7 日本电阻焊的电极材料及其性能
①以国际退火铜为100%。
表5.4-8 国内电阻焊电极材料
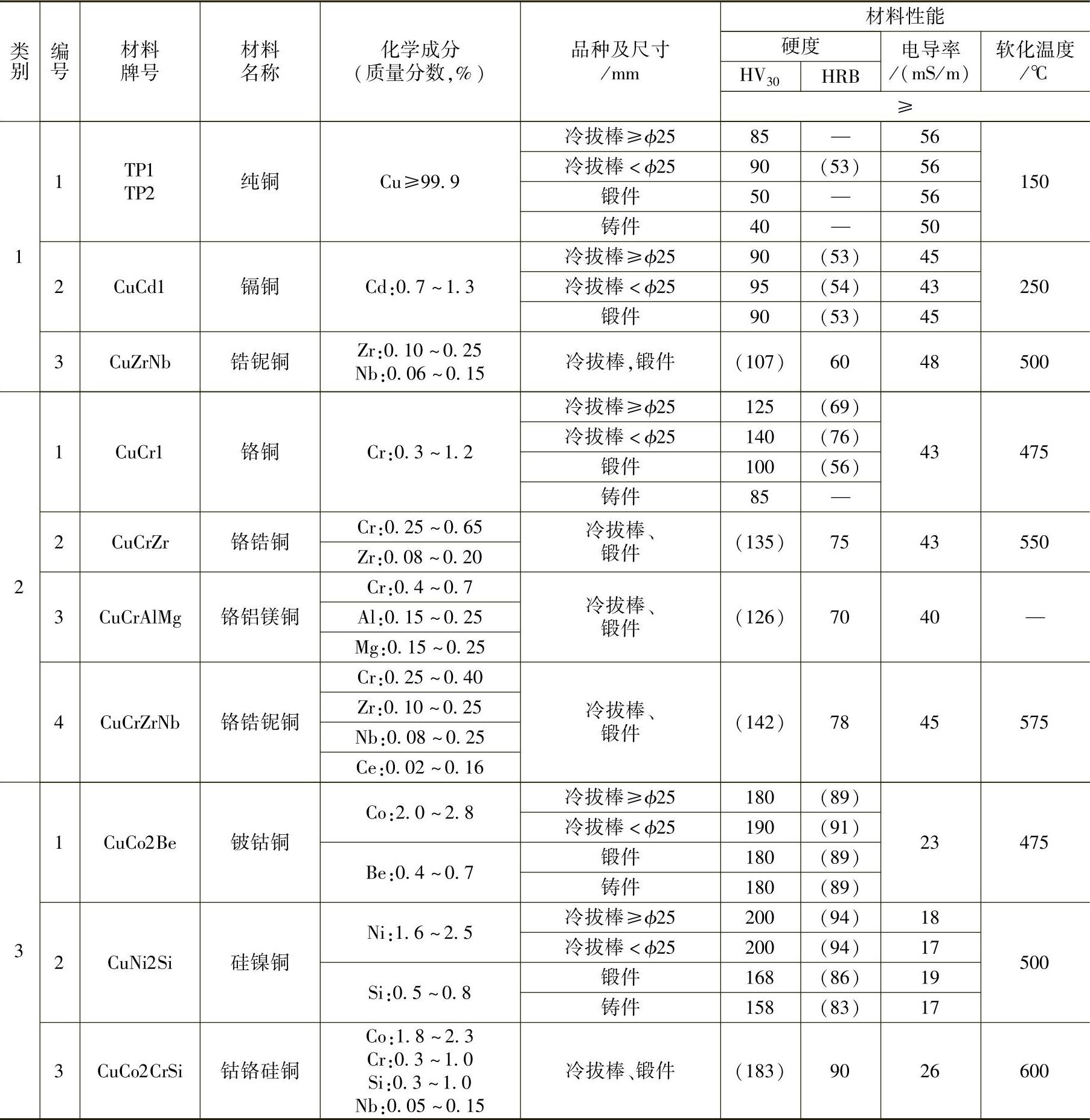
注:1.化学成分仅供参考,应保证表中的材料性能。
2.括号中的硬度值是按GB/T 3771—1983换算的,仅供参考。
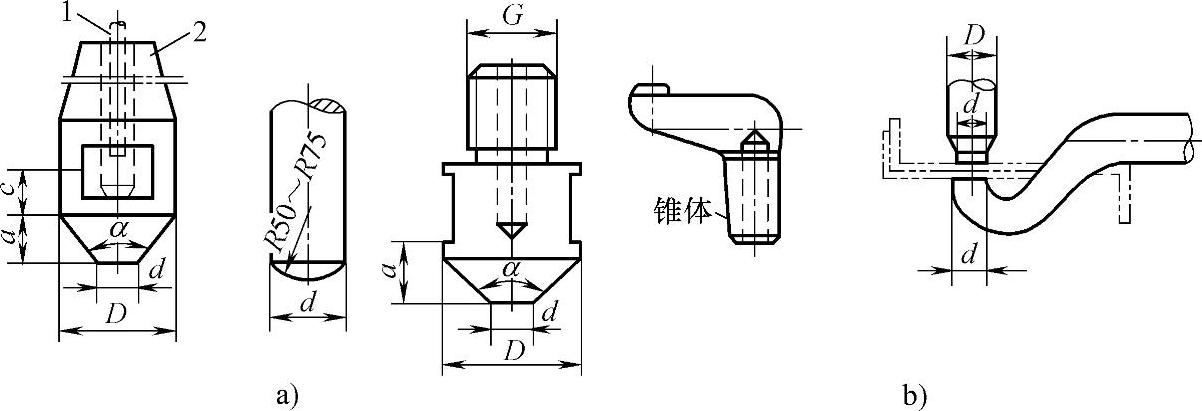
图5.4-3 点焊的标准电极与特殊电极
a)标准电极 b)特殊电极
1—冷却水管 2—锥体 R—电极下头尺寸半径
表5.4-9 电极的基本尺寸

①1in=25.4mm。
表5.4-10 点焊中电极材料的适用性
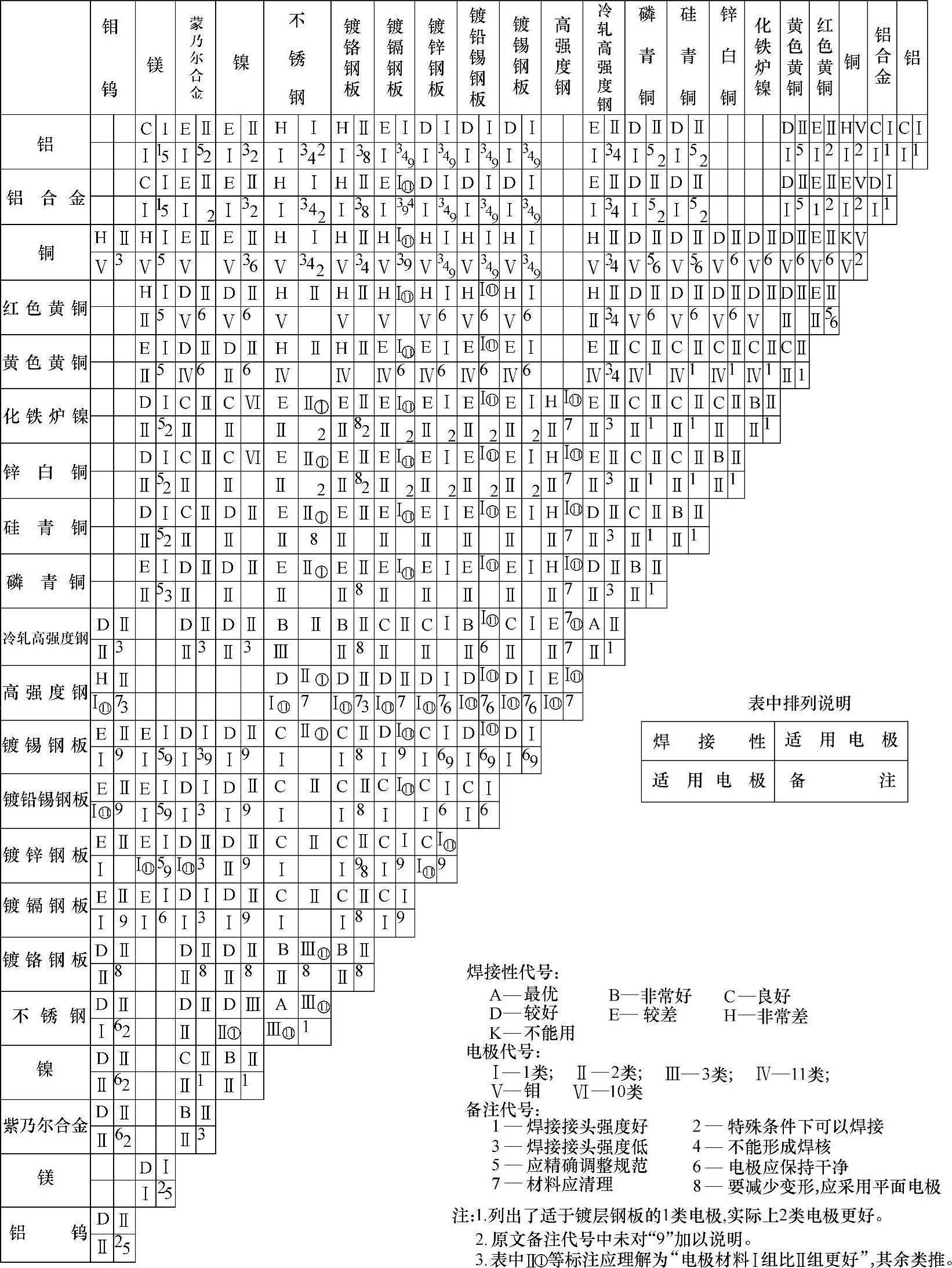
图5.4-4为点焊焊件与电极的各种配置方式。
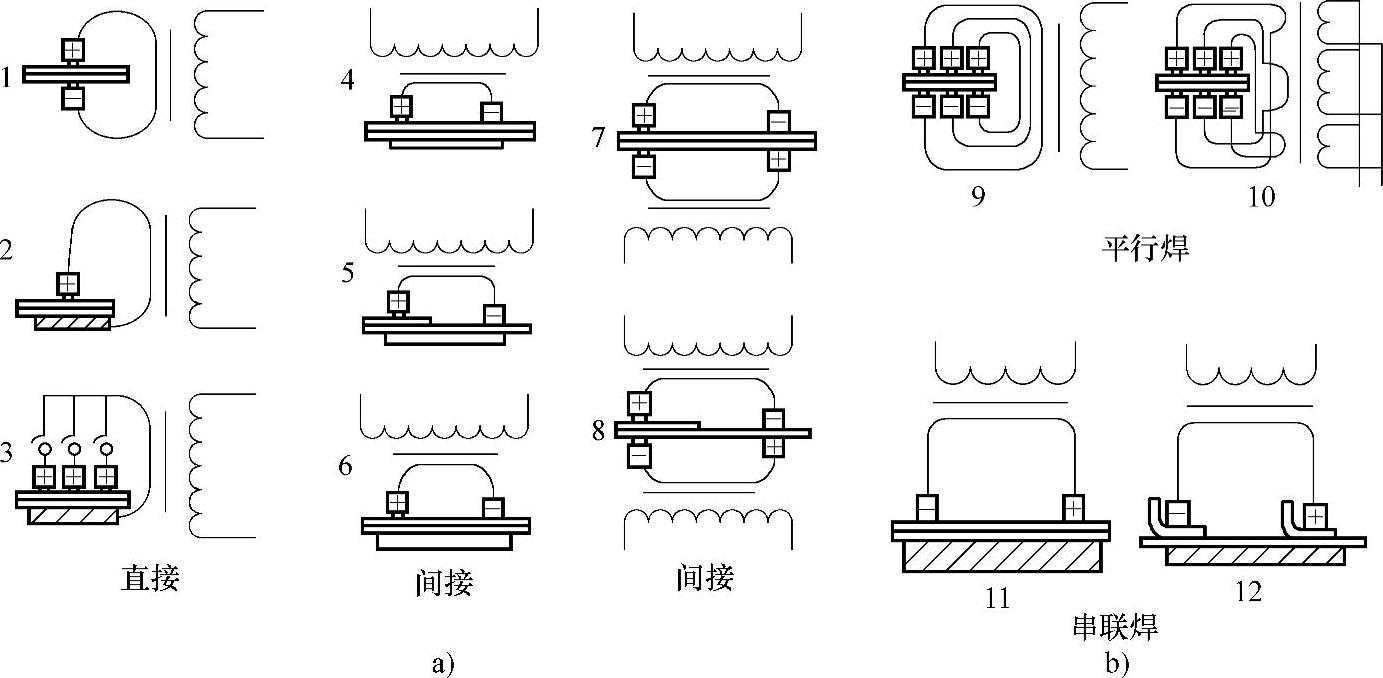
图5.4-4 点焊焊件与电极的各种配置方式
a)单点焊时电极的典型布置法(6中底板不导电) b)多点焊时电极的典型布置法
5.4.4.2 点焊接头
表5.4-11给出了不同厚度、不同材料点焊时接头所需搭接宽度。表5.4-12给出了不同厚度、不同材料点焊时焊核最小间距。表5.4-13为点焊接头质量等级。
表5.4-11 点焊接头搭接宽度 (单位:mm)

表5.4-12 焊核最小间距 (单位:mm)

表5.4-13 点焊接头质量等级

5.4.4.3 点焊的焊接参数
表5.4-14为普通低碳钢薄钢板点焊的焊接参数。
表5.4-14 普通低碳钢薄钢板点焊的焊接参数
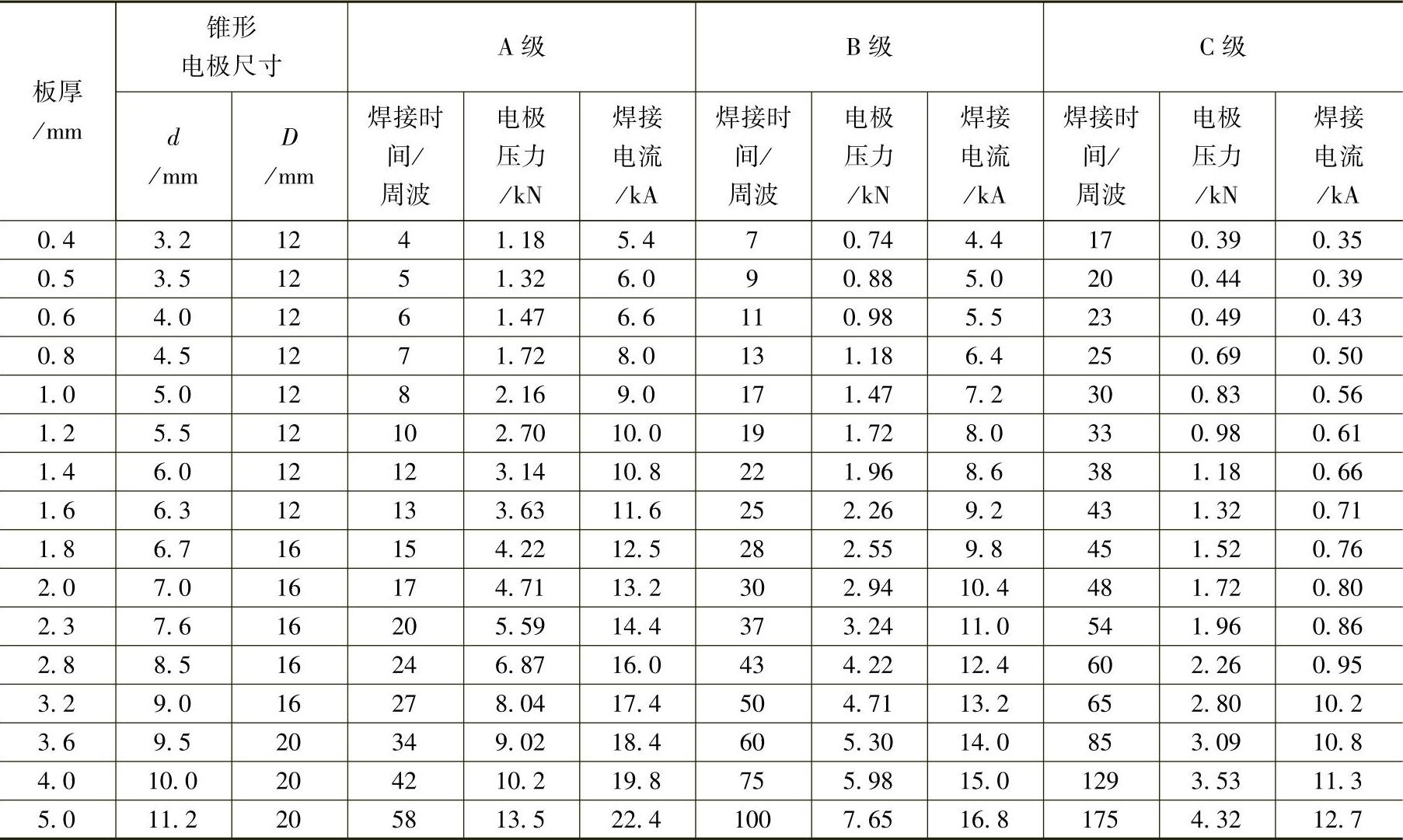
注:1.单相交流电源,50Hz。
2.当焊机容量足够大时应选用A级条件,容量不足时选用B级或C级条件。
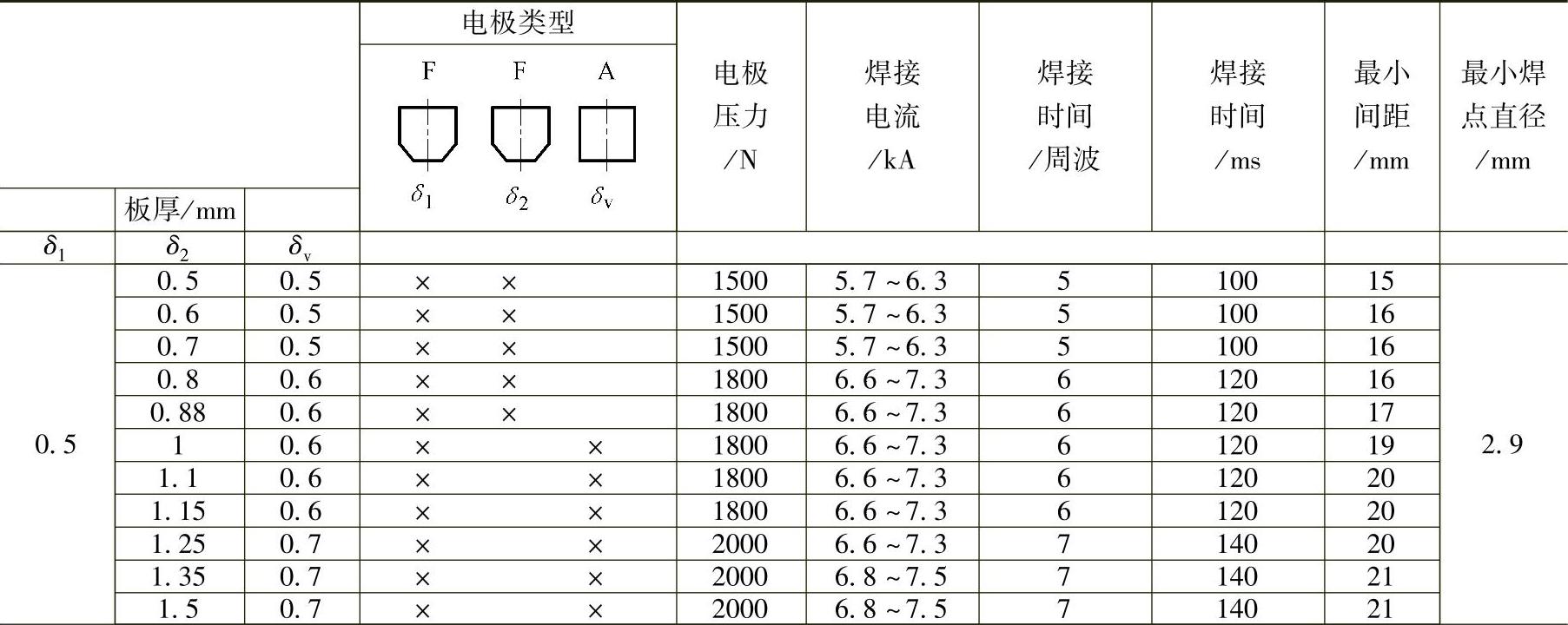
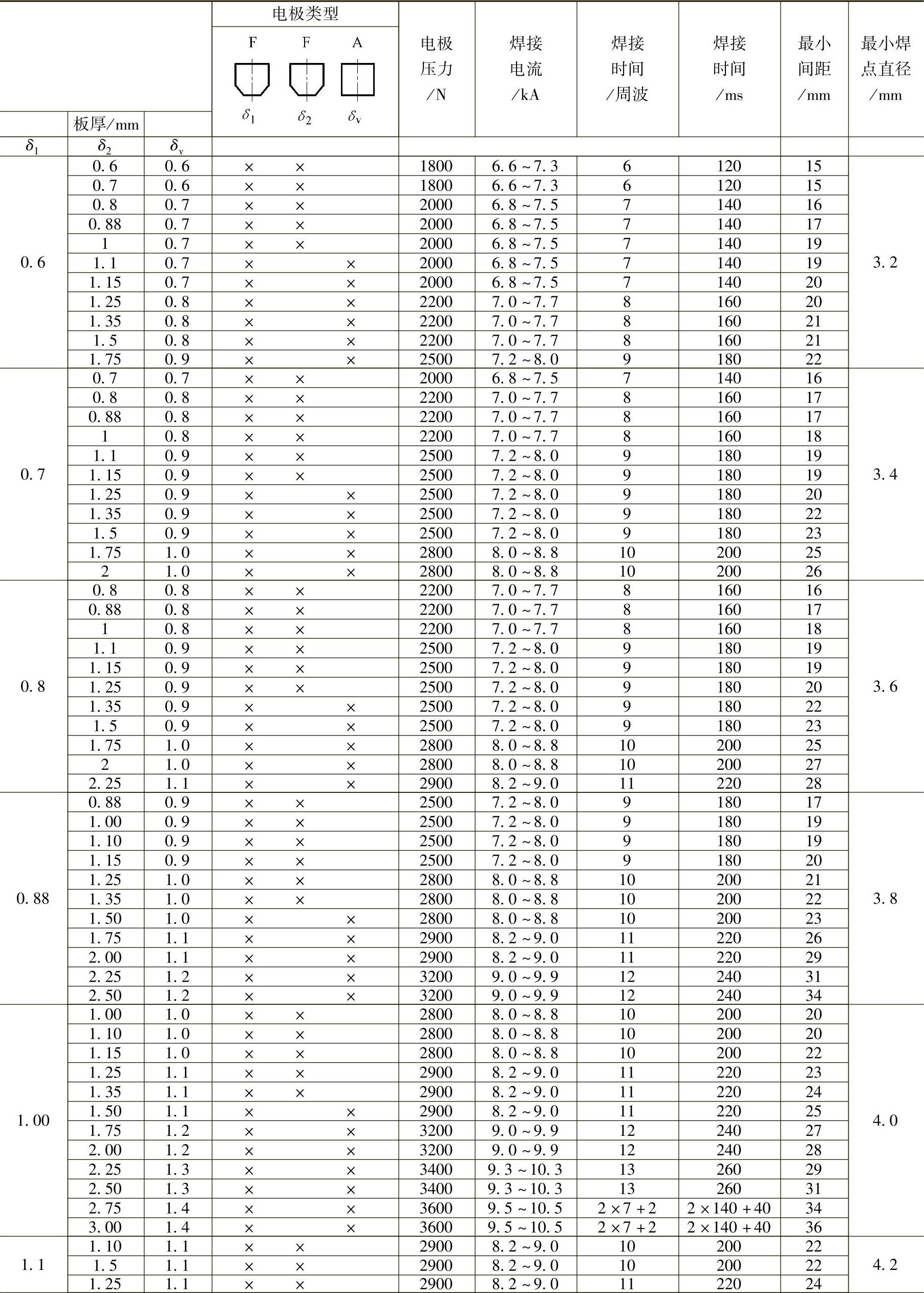
汽车车身制造用薄钢板(<3mm)点焊的焊接参数见表5.4-15,参考板厚δv,用来指导不等厚板点焊参数的选择,可以根据式δv=0.8δ1+0.2δ2来计算。
表5.4-15 汽车钢板点焊焊接参数
(续)
(续)
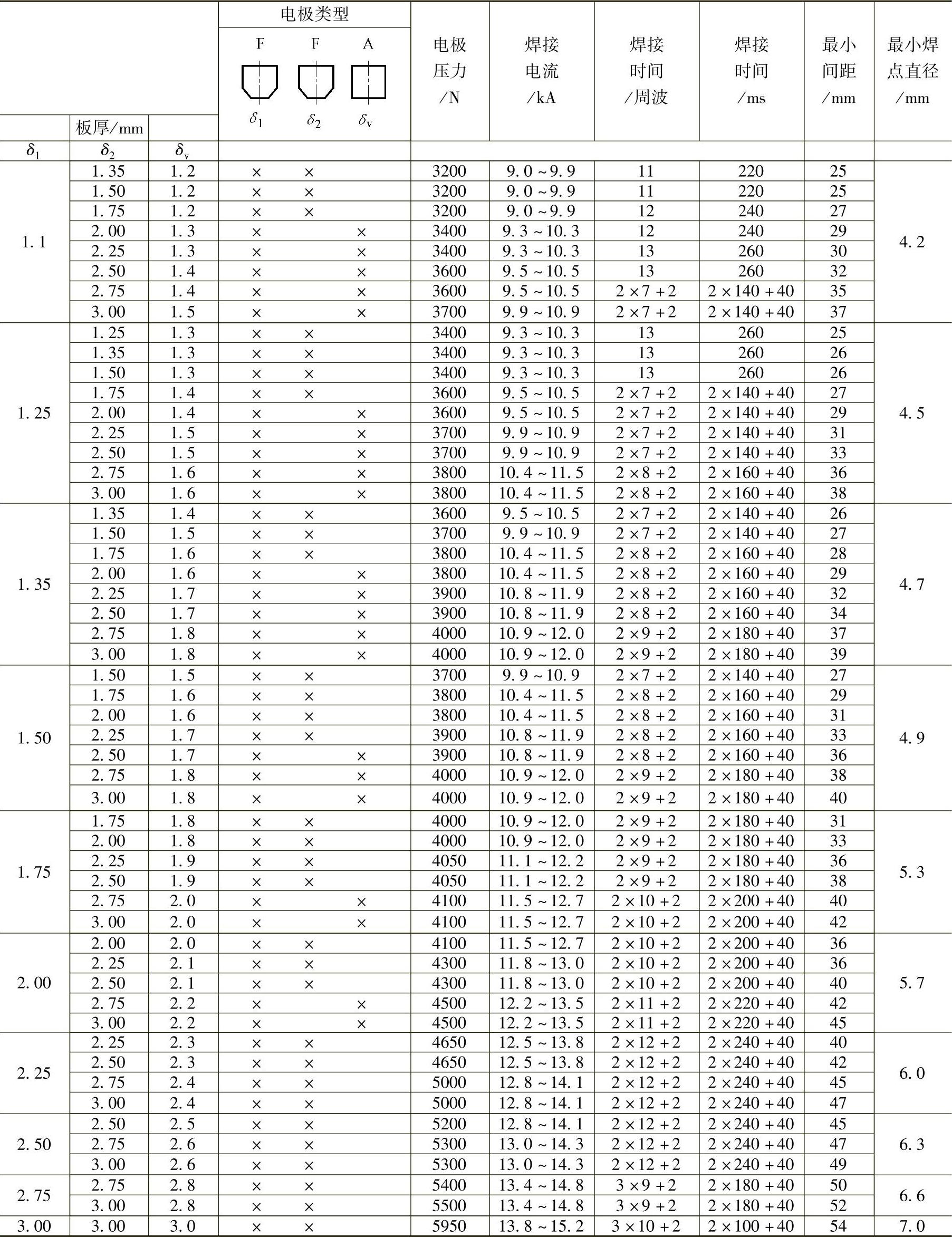
注:表中“×”表示选用。
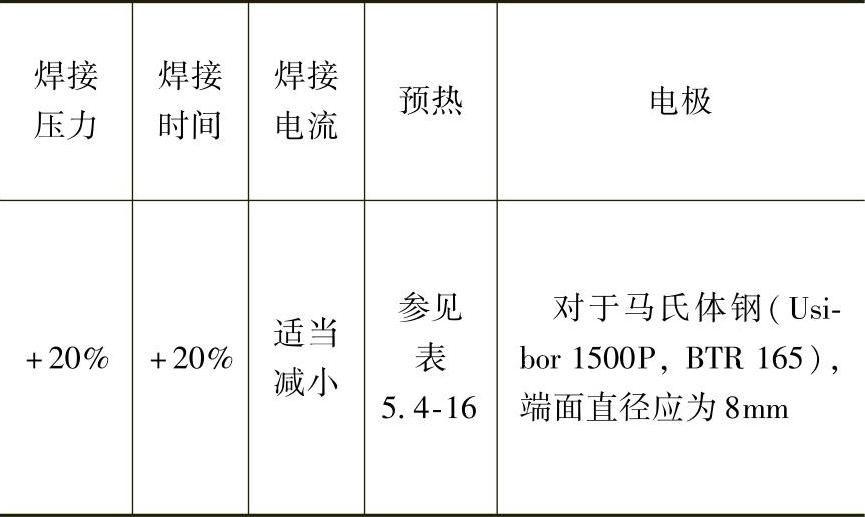
表5.4-15所推荐的参数可以很好地用于DC04(深冲冷轧板,见欧洲标准EN10139及上海宝山钢铁集团企标QBQB 403)型号级别钢板的点焊,而对于其他汽车钢板(高强度,镀锌),或在一些特殊条件下,在制定点焊工艺时应根据实际情况合理调整,具体调整见表5.4-16。
表5.4-16特殊工况焊接参数调整

注:表中H240LA、H320LA、H400LA为低合金高强度冷轧钢板,见欧洲标准EN10268,其中数字代表屈服强度。
例1:点焊任务1,δ1=1.5mm,H400LA,δ2=1.75mm,H320LA,δv=0.8δ1+0.2δ2=1.55。
表5.4-15中所推荐的电极压力标准值为3800N,对于H400LA应增加20%的修正,即+760N,所以应该确定电极压力为4560N。
例2:点焊任务2,δ1=2.0mm,H320LA,δ2=2.0mm,DC04,镀锌。
表5.4-15中所推荐的电极压力标准值为4100N,对于H320LA应增加15%的修正,即+615N,对于镀锌板应增加10%修正,即+410N,所以应该确定电极压力为5125N。
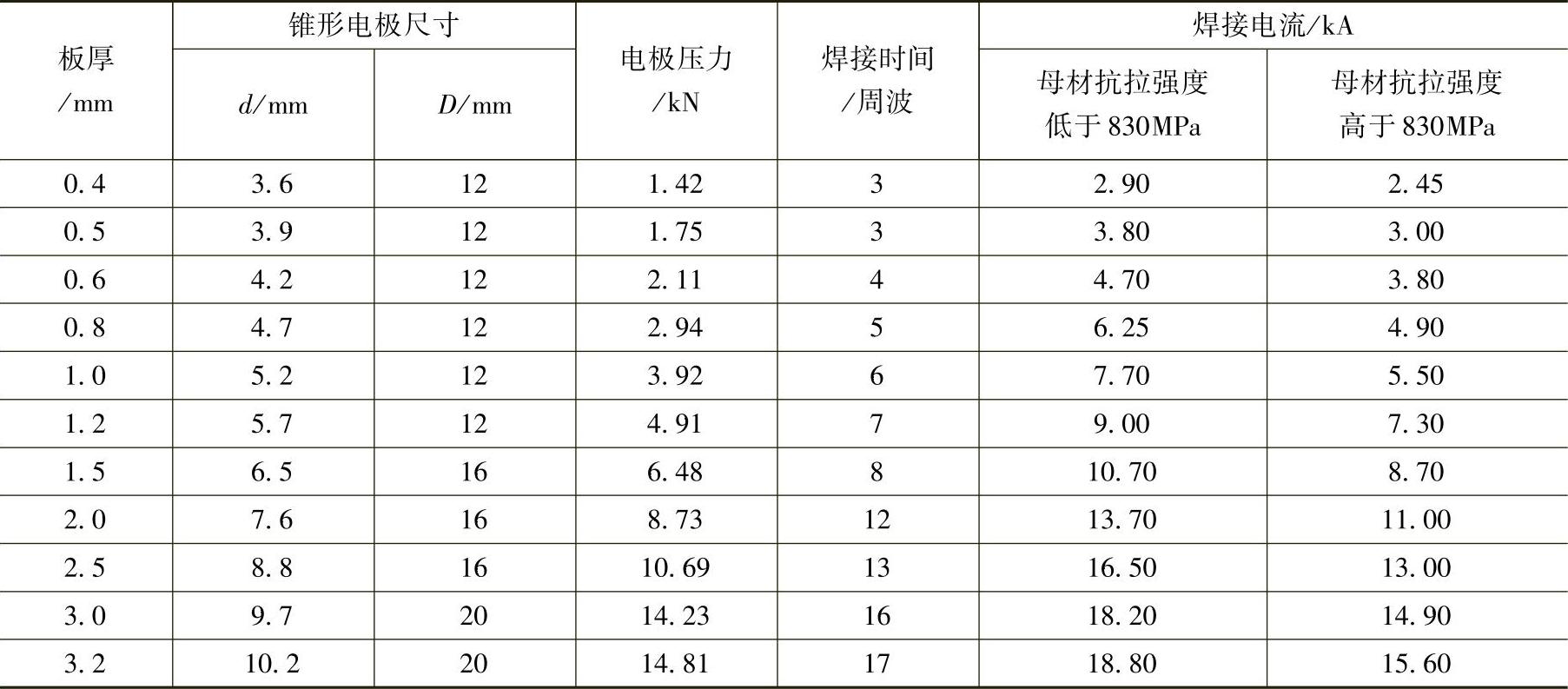
汽车用高强度钢类型如图5.4-5所示,对于抗拉强度>700MPa,屈服强度>400MPa的高强度钢点焊的焊接参数见表5.4-17。(https://www.xing528.com)
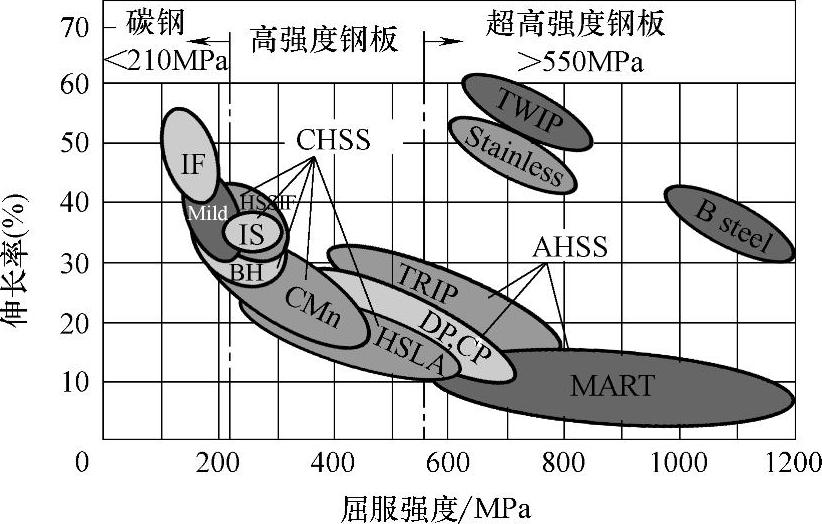
图5.4-5 高强度钢类型
注:CHSS—普通高强度钢;IF—无间隙原子钢,有时也称超低碳钢;Mild—低碳钢;IS—各向同性钢;BH—烘烤硬化钢;HSLA—低合金高强度钢;AHSS—先进高强度钢;DP—双相钢;CP—多相钢;TRIP—相变诱导塑相钢;MART—马氏体钢
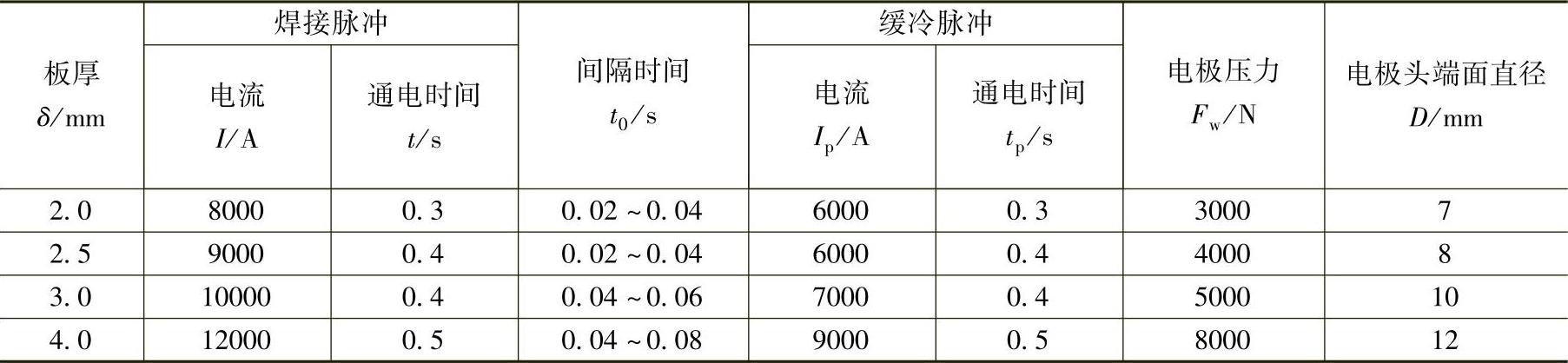
表5.4-17 高强度钢点焊的焊接参数
注:Usibor1500P是ArcelorMittal公司的热冲击超高强度钢BTR165为本特勒热冲击超高强度钢。
对于高强度钢或超高强度钢点焊,如果装配不良,则需要极大的电极压力才能保证板板之间形成良好接触。但实际中,很难通过电极压力的提高来补偿不良装配所带来的点焊问题,所以应尽量避免不良装配。
低碳钢中厚板点焊的焊接参数见表5.4-18。
从焊接性能看,碳当量大于0.3%且淬硬性很强的碳钢和合金钢可归于可淬硬钢,具体焊接工艺见表5.4-19~表5.4-21。
镀层钢板点焊的焊接参数见表5.4-22及表5.4-23。
不锈钢点焊焊接参数见表5.4-24及表5.4-25。
铝合金点焊的焊接参数见表5.4-26~表5.4-29。
不同材料点焊的焊核直径及强度分别见表5.4-30~表5.4-34。
表5.4-18 低碳钢中厚板点焊的焊接参数

注:球面电极半径R=200mm,圆锥电极锥度160°。
表5.4-19 45钢、30CrMnSiA钢单脉冲软规范

注:1.焊后一般不进行热处理。
2.若焊后需进行整体热处理,点焊时应考虑采取防变形措施。
表5.4-20 45钢、30CrMnSiA钢缓冷双脉冲规范
注:焊后可进行整体热处理。
表5.4-21 30CrMnSiA钢回火热处理双脉冲规范

表5.4-22 镀锌钢板点焊焊接参数

(续)

注:焊接电源为交流,60Hz;当采用50Hz交流电时,周波数应乘以5/6。
表5.4-23 耐热镀铝钢板点焊的焊接参数
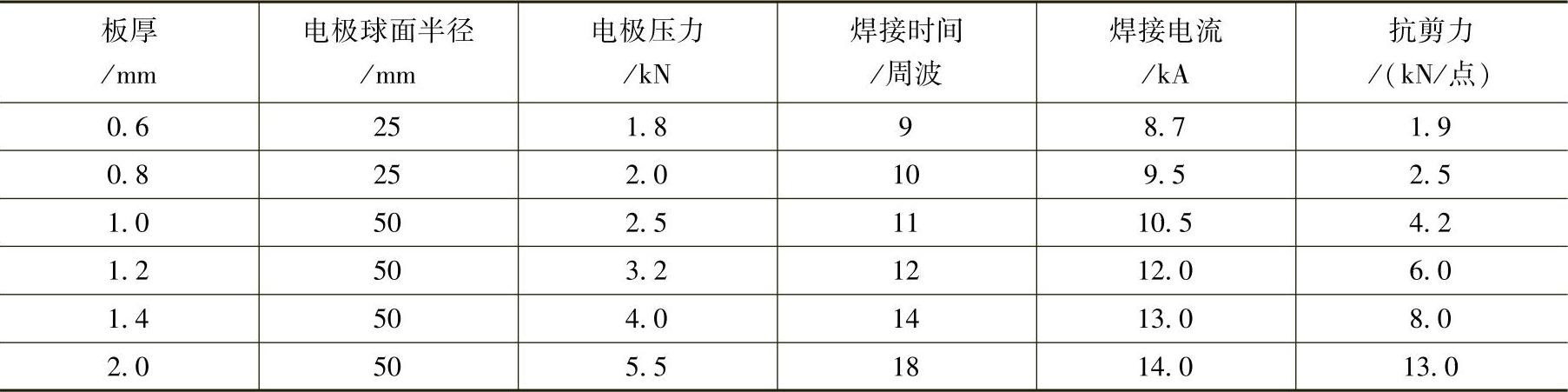
表5.4-24 马氏体不锈钢双脉冲点焊焊接参数
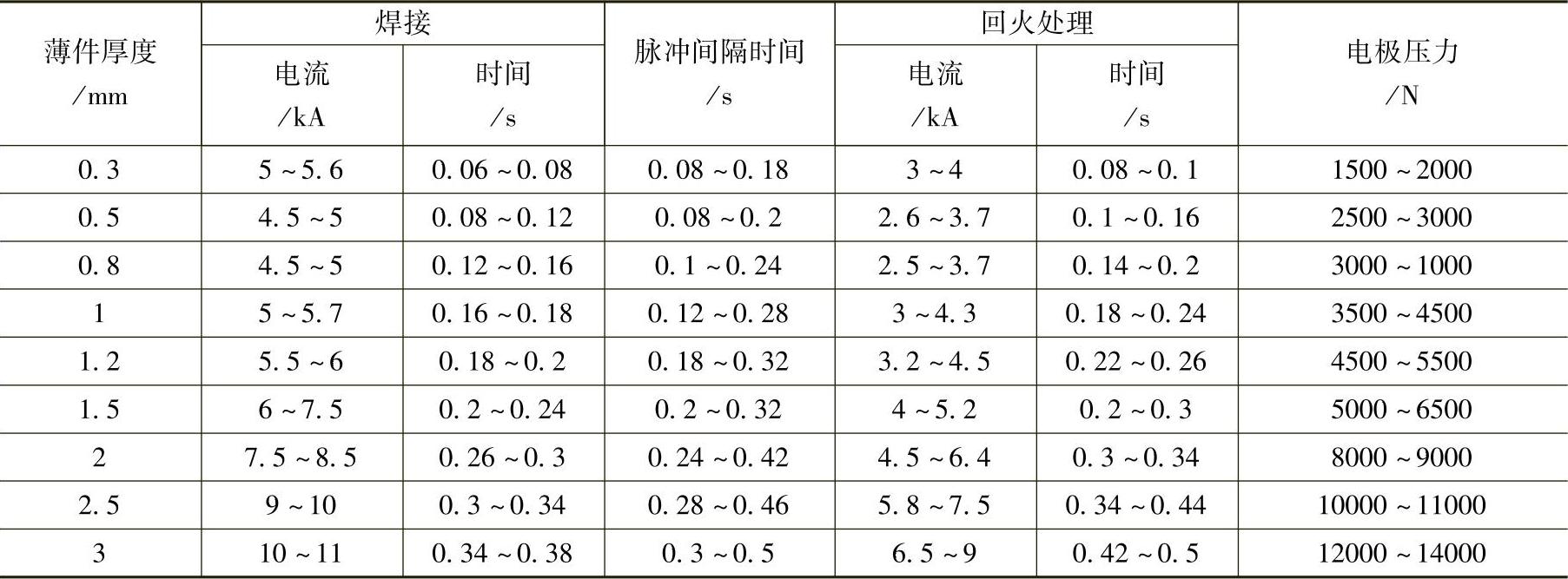
表5.4-25 不锈钢点焊焊接参数
注:本表参数适用于12Cr17Ni7、06Cr19Ni10、06Cr25Ni20、07Cr17Ni12Mo2的点焊。
表5.4-26 铝合金点焊的焊接参数(单相交流)

注:1.使用50Hz电流时焊接通电时间应乘以5/6。
2.焊接通电时间与焊接电流的关系如图5.4-6所示。
3.括号中为美国牌号。
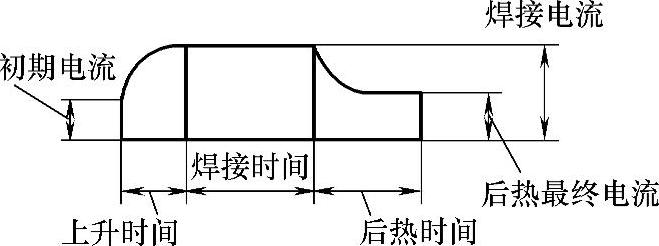
图5.4-6 焊接通电时间与焊接电流的关系
表5.4-27 铝合金点焊的焊接参数(三相低频式)

注:本表适用于2A14(A2014-T3、A2014-T6、A2014-T3)、2B12(A2024-T3、A2024-T4)、7A09(A-7075-T6);焊5A02(A5052)及6A02(A6061)要求稍低时也适用。括号中为美国牌号。
表5.4-28 铝合金点焊的焊接参数(三相整流式)

注:本表适用于2A14(A2104-T3、A2104-T6)、2B12(A2124-T3、A2124-T4)、7A09(A7075-T6);焊5A02(A5052)、6A02(A6061)要求稍低时也适用。括号中为美国牌号。
表5.4-29 铝合金点焊的焊接参数(电容式)

注:本表适用于5A02(A5052)、6A02(A6061)。括号中为美国牌号。
表5.4-30 几种材料焊核的最小直径和强度

表5.4-31 钢板电阻点焊的焊核直径 (单位:mm)
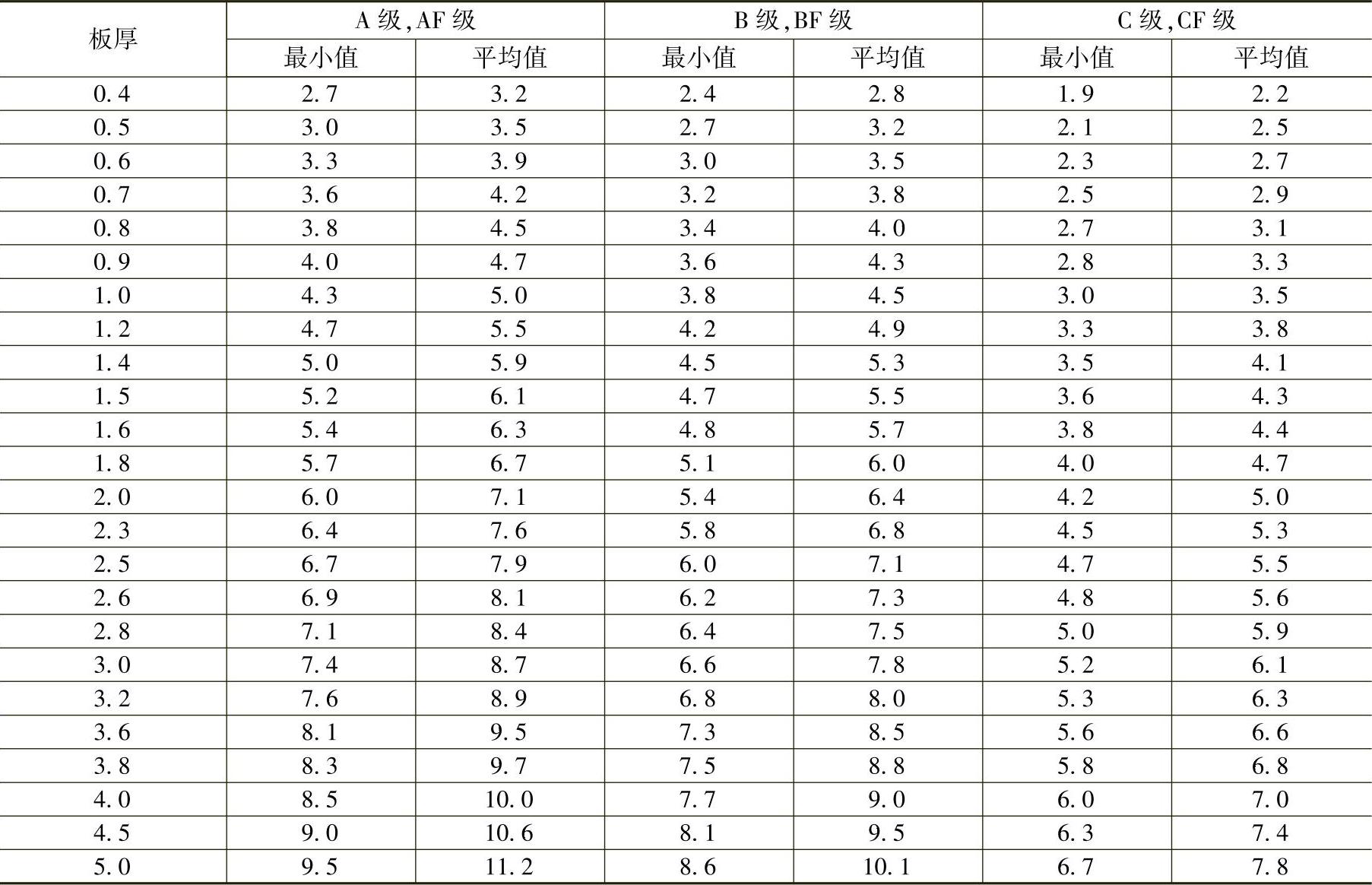
表5.4-32 铝及铝合金点焊的焊核直径 (单位:mm)

(续)

表5.4-33 钢焊核的抗拉断裂载荷 (单位:N)
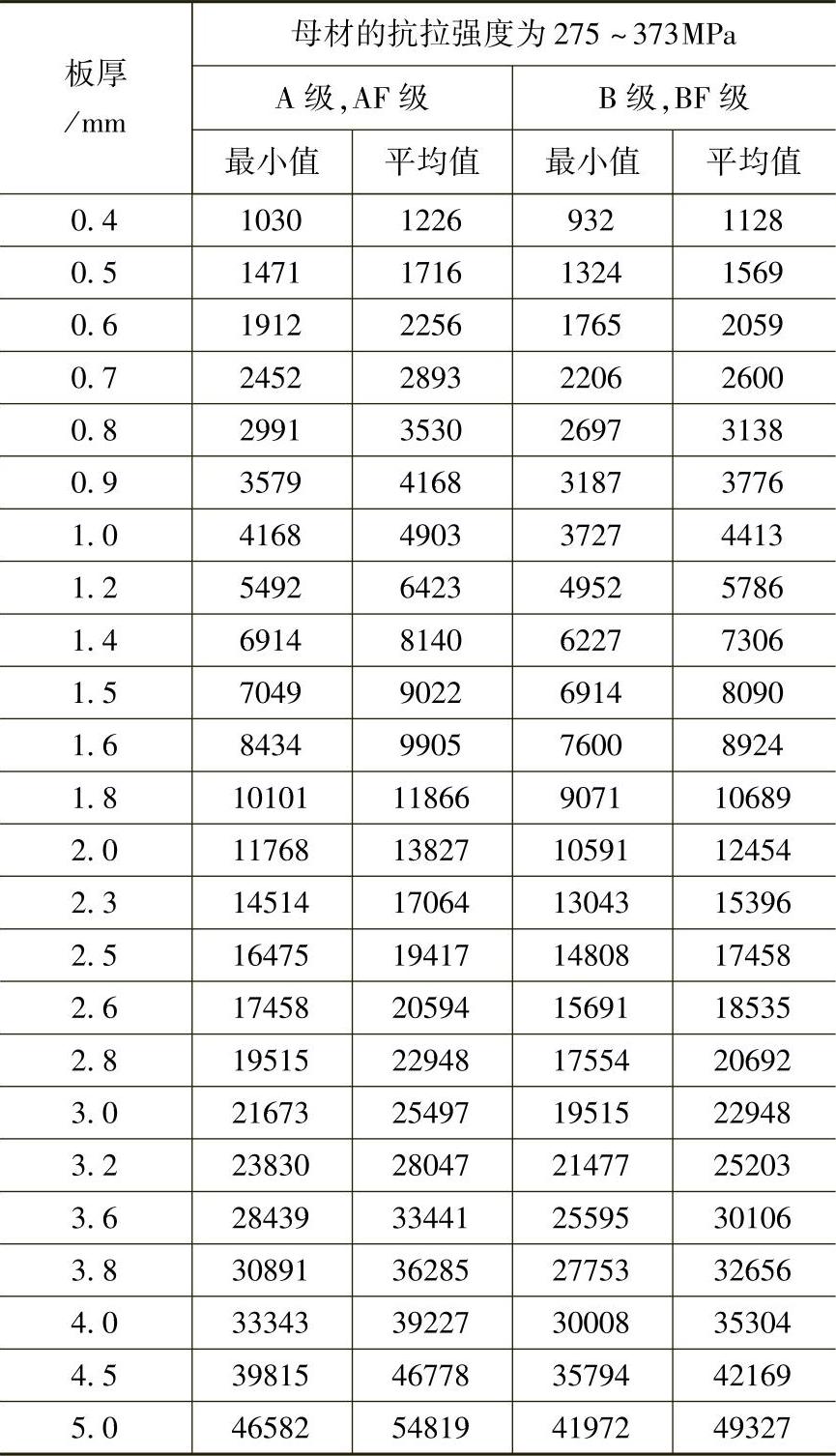
表5.4-34 铝及铝合金焊核的抗拉断裂载荷 (单位:N)
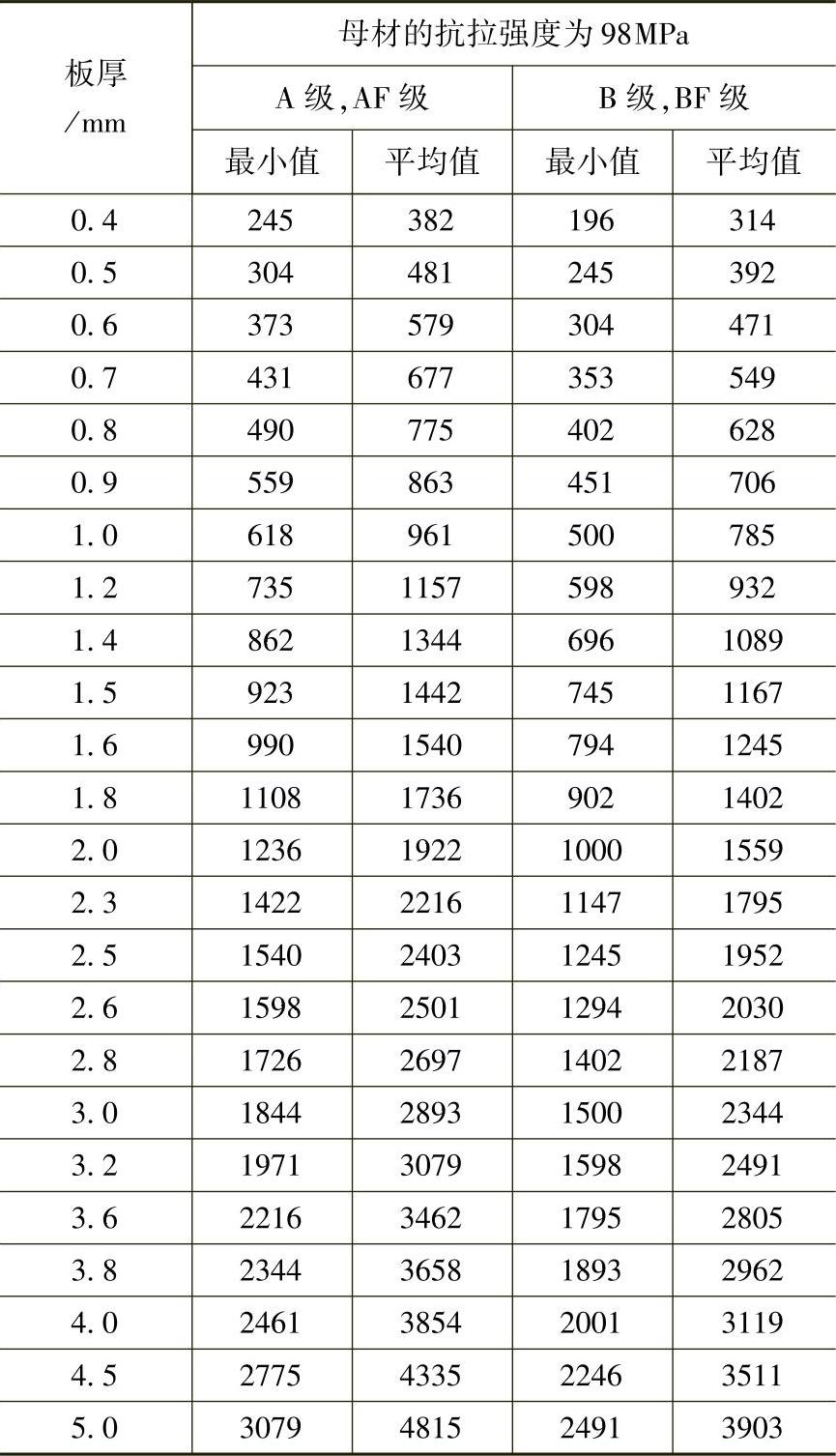
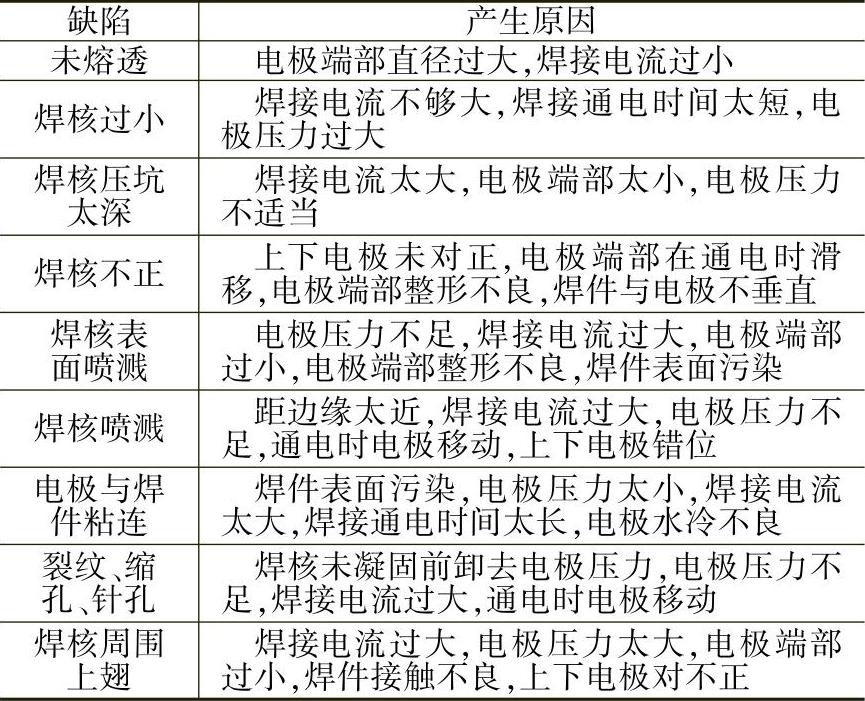
表5.4-35为焊核表面缺陷及其产生原因。
表5.4-35 焊核表面缺陷及其产生原因
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。