



图5.6-1所示为激光焊系统构成,主要由激光器、光束传输和聚焦系统、运动系统以及过程与质量的监控系统、光学元件的冷却和保护装置、保护气体输送系统、控制和检测系统、焊件上下料装置、安全装置等外围设备组成。
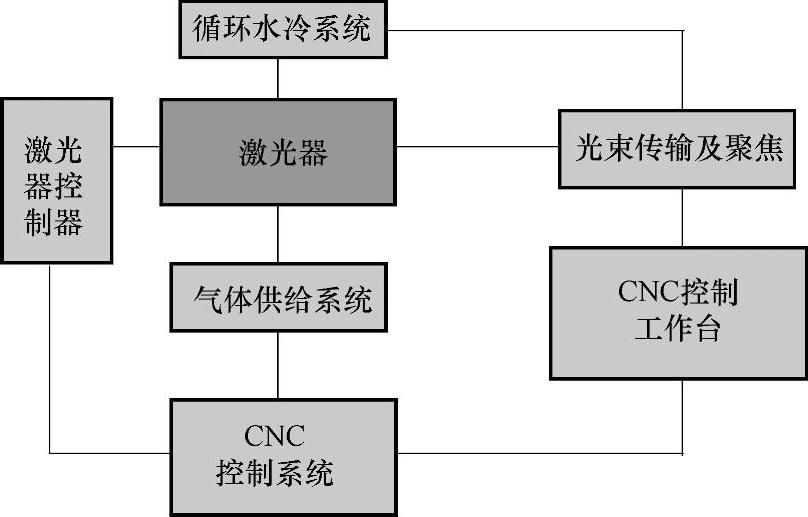
图5.6-1 激光加工系统构成简图
5.6.2.1 激光器
常用的焊接激光器包括:CO2气体激光器、Nd:YAG激光器、光纤激光器、碟片YAG激光器和半导体阵列激光器等。表5.6-2为几种焊接激光器性能参数的比较。图5.6-2为常用焊接激光器光束质量的对比。表5.6-3为部分常用激光器的型号及规格。
表5.6-1 激光焊与其他焊接方法的比较
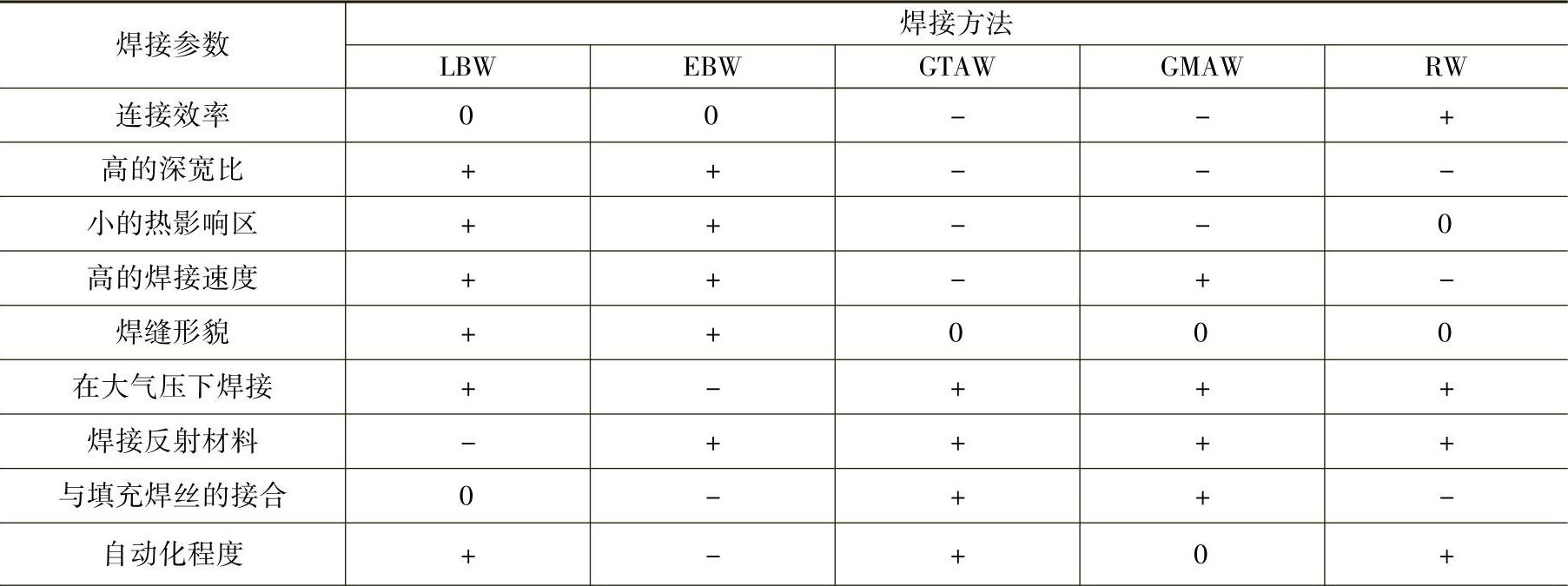
(续)

注:LBW—激光焊;EBW—电子束焊;GTAW—钨极电弧焊;GMAW—熔化极电弧焊;RW—电阻焊;+—优点;-—缺点;0—一般
表5.6-2 几种焊接激光器性能参数的比较

表5.6-3 部分常用激光器的型号及规格

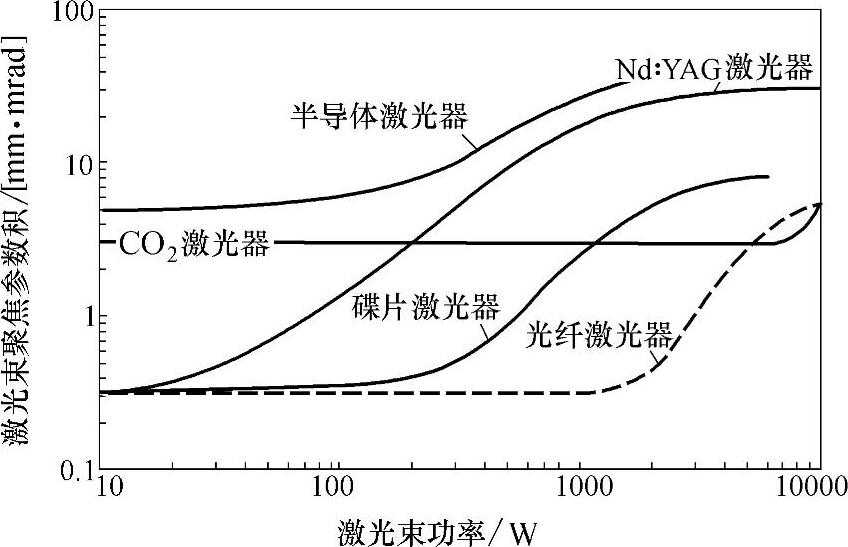
图5.6-2 常用焊接激光器的光束质量对比
5.6.2.2 激光传输与聚焦
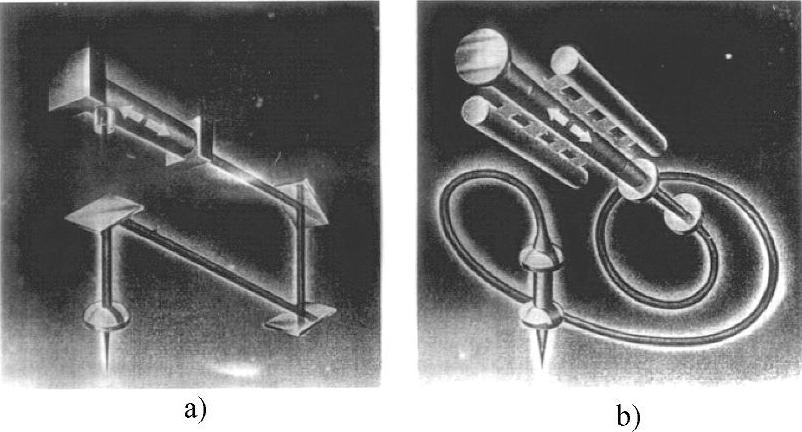
激光焊时,激光束必须通过光束传输系统到达加工位置才能完成加工任务。图5.6-3所示为常用的镜组和光纤两种传输方式。对于波长为10.6μm的CO2激光需要通过镜组进行传输,而波长为1.06μm的固体激光器可以通过光纤进行传输。
激光器输出的激光必须借助聚焦系统以获得所需的光斑大小和功率密度才能用于焊接。聚焦通常有两种方式:透射式聚焦和反射式聚焦,如图5.6-4所示。YAG激光通常采用透射式聚焦。对于CO2激光器,当激光功率不很高时(通常在2.5kW以下),采用透射式聚焦;激光功率在几千瓦以上时,采用反射式聚焦。大功率CO2和YAG激光加工时,用于制造透镜的材料主要是两种半导体:硒化锌(ZnSe)和砷化镓(GaAs)。反射镜常采用无氧铜制造,采用金刚石精密车床加工,表面精度可以达到CO2激光波长的1/50。
 (https://www.xing528.com)
(https://www.xing528.com)
图5.6-3 CO2激光和固体激光的传输
a)镜组 b)光纤
反射式聚焦包括球面镜系统和抛物镜系统,其中球面镜聚焦系统又可分为同轴系统、离轴系统和校正的离轴系统,如图5.6-5所示。同轴球面镜聚焦系统适用于非稳腔输出的环形光束,不存在离轴像差;离轴球面系统不可避免地存在离轴像差,为了使像差不致过大,指向球面的入射角必须小于10°;校正的离轴球面聚焦系统以带校正像差功能的柱面镜代替平面镜,可以在大的入射角下工作,因而有大的工作距离,有利于保护镜片。抛物聚焦镜可将平行于其对称轴的入射光线汇聚至其焦点而没有像差,因此已越来越多地应用于大功率激光焊接。
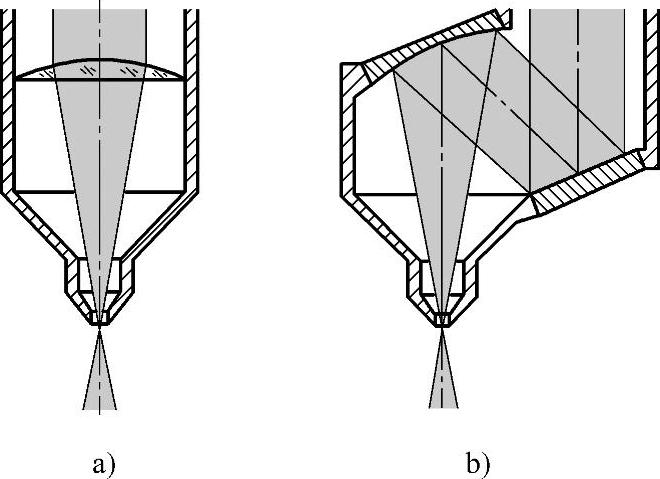
图5.6-4 反射式和透射式聚焦系统示意
a)透射式聚焦系统 b)反射式聚焦系统
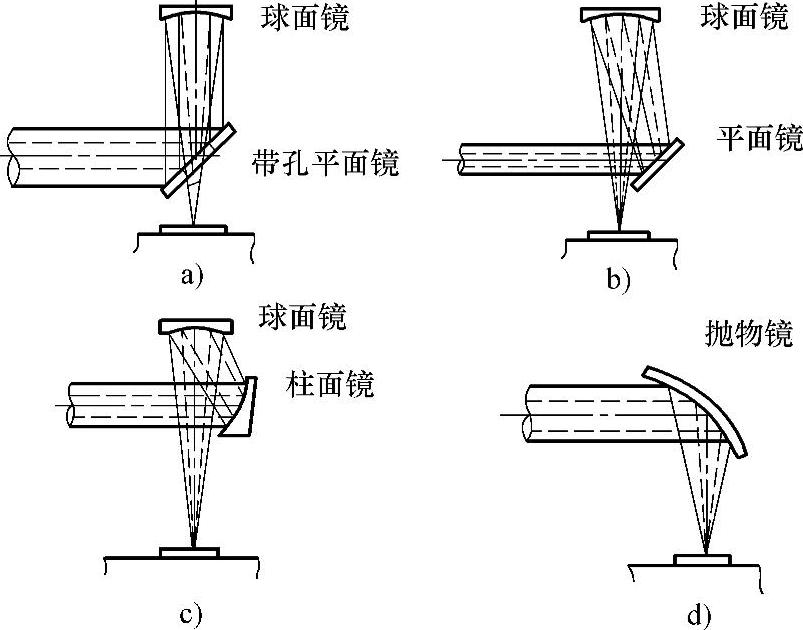
图5.6-5 几种反射式聚集系统
a)同轴球面聚集系统 b)离轴球面聚集系统 c)校正的同轴球面聚集系统 d)抛物聚集系统
5.6.2.3 运动系统
按激光束与焊件的相对运动的实现方式,运动系统可以分为以下三种基本形式,如图5.6-6所示。
1)激光器运动。激光器与传输、聚焦系统作为一个整体沿焊件运动。
2)焊件运动。焊件置于工作台上,随工作台一起运动,激光器及导光系统固定不动。
3)光束运动。激光器和焊件都固定不动,通过飞行光学系统或光导纤维的运动实现光束的运动。由于运动部件的惯性小,故可以达到很高的速度和加速度。这种方式对激光器的光束质量要求很高,通常应用于大型结构的加工。
针对不同的目的和要求,有时需要将两种基本运动方式结合起来。
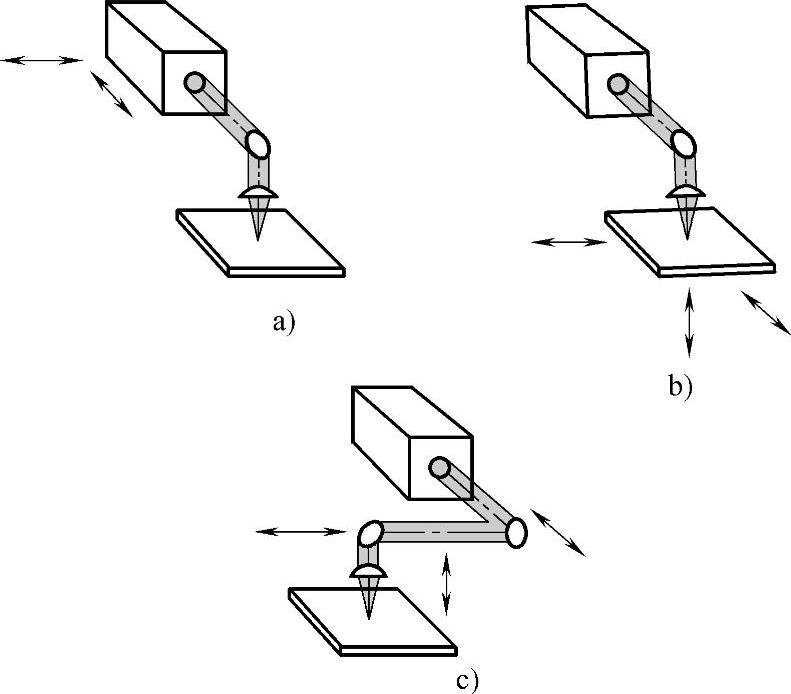
图5.6-6 激光器与焊件相对运动方式示意
a)激光器运动 b)焊件运动 c)光束运动
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。