



5.9.2.1 水下焊接的分类
水下焊接的分类如图5.9-8所示,可以分为湿法水下焊接、干法水下焊接、局部干法水下焊接和特种水下焊接。湿法水下焊条电弧焊如图5.9-9所示,高压干法水下焊接如图5.9-10所示,常压干法水下焊接如图5.9-11所示,局部干法水下焊接如图5.9-12所示。
5.9.2.2 湿法水下焊接
湿法焊接可参照美国焊接学会的AWSD3.6进行,主要用于非重要构件的修复。由于电弧与水直接接触,焊接过程冷却快,熔池氢含量高,容易产生氢致裂纹。图5.9-13为湿法焊条电弧焊的焊接热循环曲线。水下焊接焊缝金属中的氢含量比陆上焊接明显增多,见表5.9-2。
湿法水下焊接主要采用焊条电弧焊,使用铁素体焊条和镍基合金焊条。我国目前使用的湿法水下专用焊条见表5.9-3。水下焊接的焊接电流一般可比陆上焊时高20%~30%,表5.9-4为不同焊条直径使用的焊接电流范围。
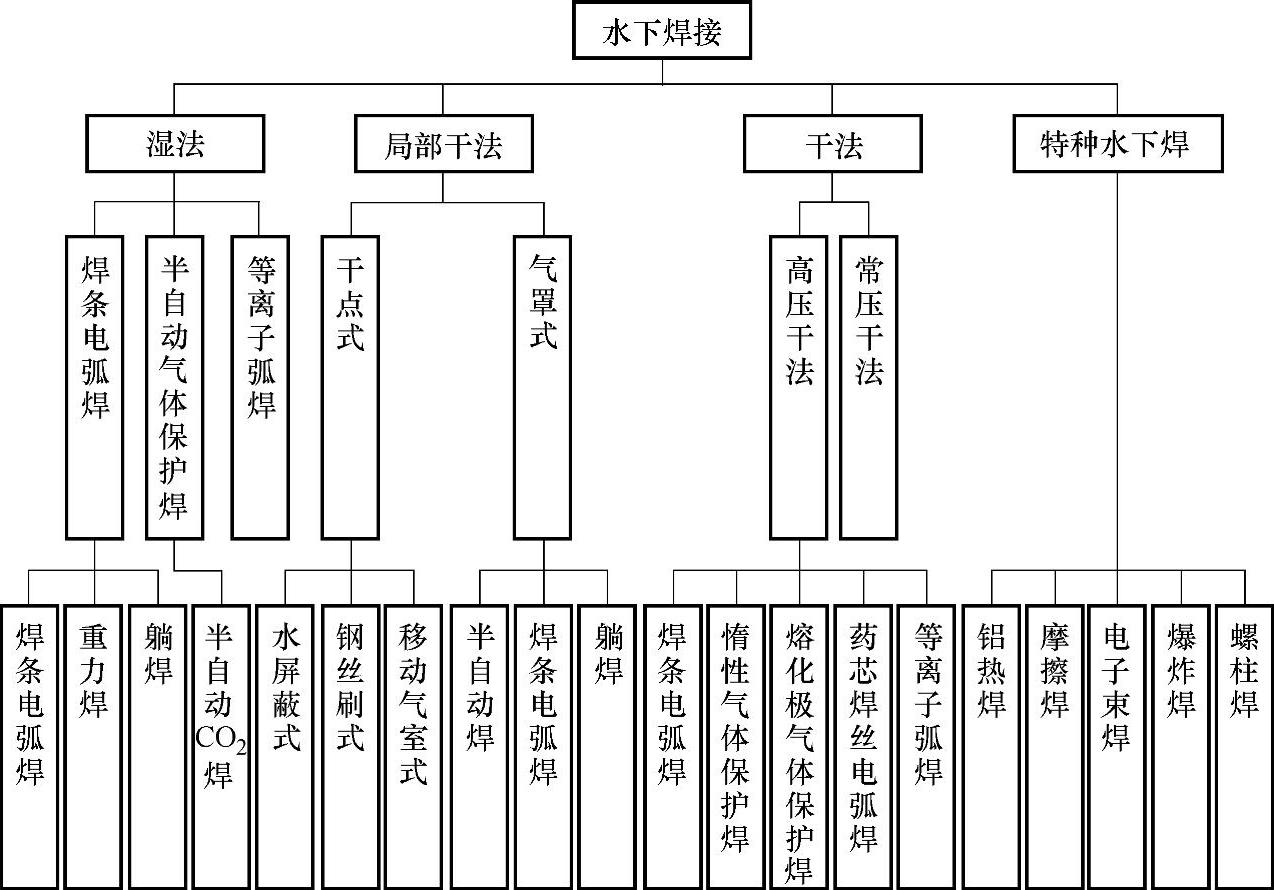
图5.9-8 水下焊接的分类
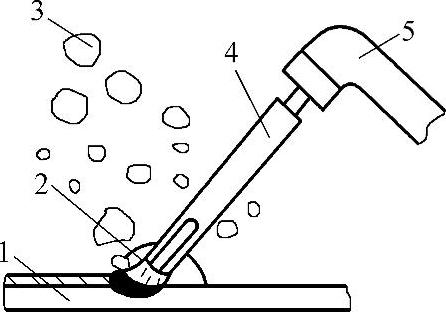
图5.9-9 湿法水下焊条电弧焊示意图
1—焊件 2—电弧气泡 3—上浮气泡 4—焊条 5—焊钳
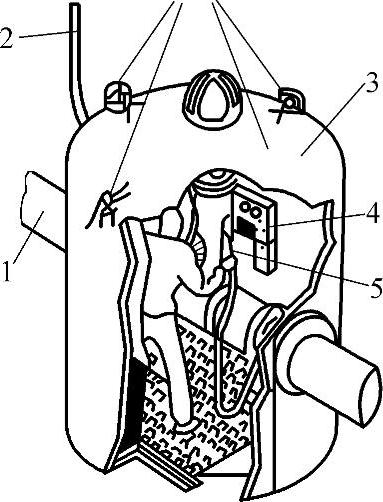
图5.9-10 高压干法水下焊接压力仓示意图
1—焊件 2—电缆 3—干室 4—焊接设备 5—焊枪
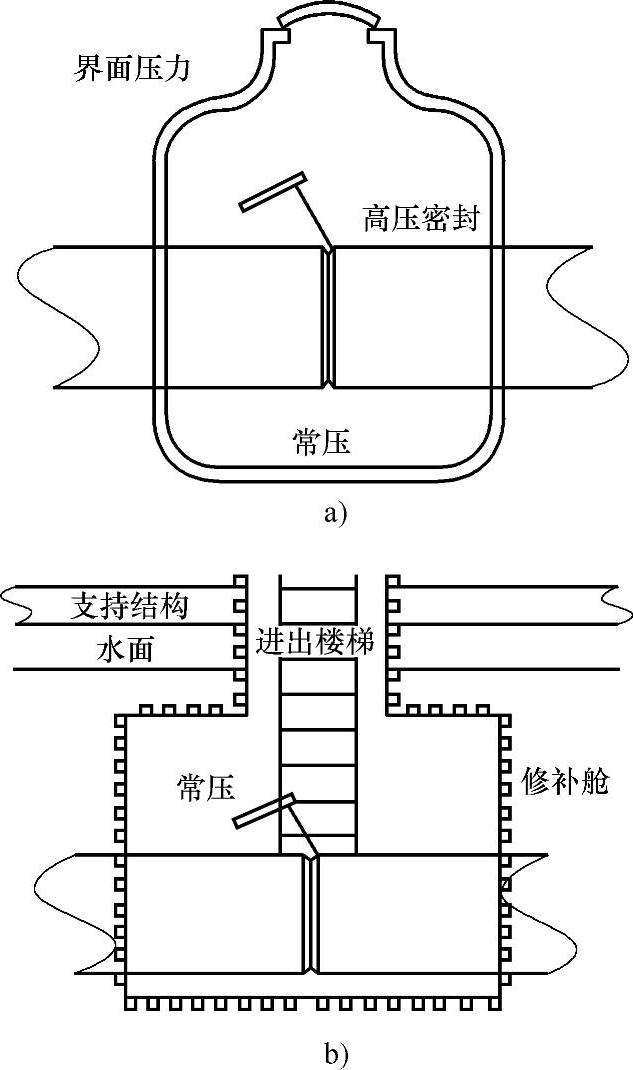
图5.9-11 常压干法水下焊接示意图
a)常压焊接密封舱 b)浅水用围堰焊接
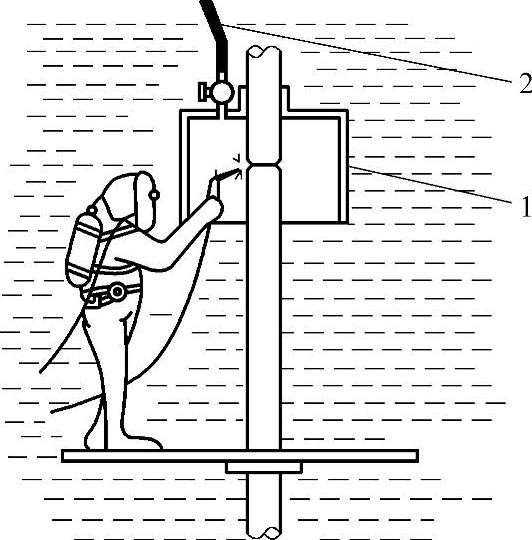
图5.9-12 局部干法水下焊接示意图
1—排水充气罩 2—充气管
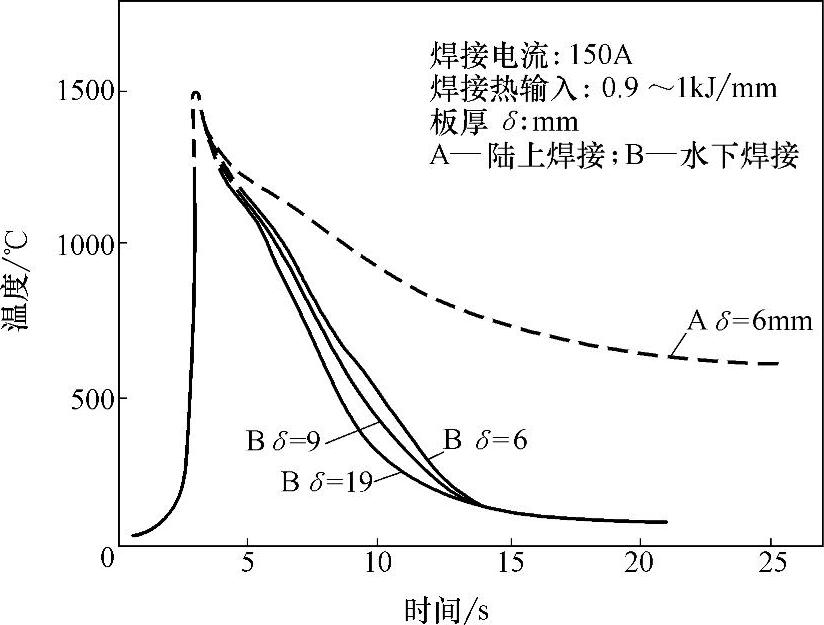
图5.9-13 湿法焊条电弧焊的焊接热循环曲线(高氧化钛型焊条,直径4mm,低碳钢板)
表5.9-2 不同焊接方法的焊缝金属扩散氢及Δt800~500℃试验值
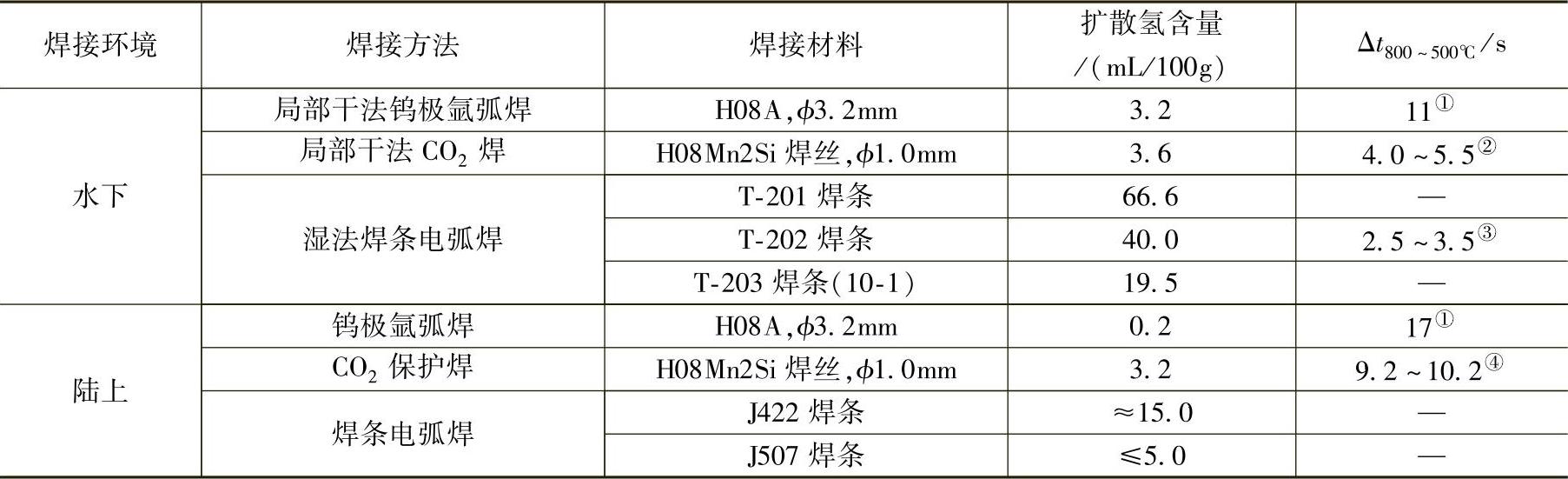
①焊接热输入qv=1.54kJ/mm时测定值。
②qv=1.10kJ/mm时测定值。
③qv=2.20kJ/mm时测定值。
④qv=1.30kJ/mm时测定值。
表5.9-3 水下低碳钢焊条的化学成分及力学性能
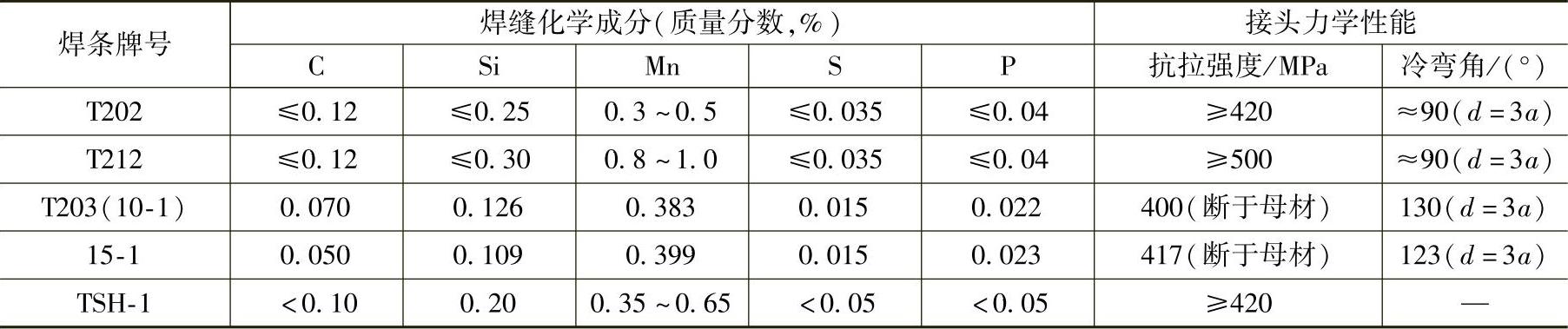
表5.9-4 不同焊条直径使用的焊接电流范围

5.9.2.3 高压干法水下焊接
高压干法是主要结构修复中最广泛应用的焊接方法,包括焊条电弧焊(SMAW)、钨极氩弧焊(GTAW)及药芯焊丝电弧焊(FCAW)。熔化极惰性气体保护焊(GMAW)和等离子弧焊(Plasma-Arc)更适于深水焊接。图5.9-14表示各种焊接方法所适用的水深范围。
由于环境压力,水下焊接电弧相对于陆上焊接电弧会被压缩变细,弧柱的电位梯度会变大,图5.9-15所示为水下CO2气体保护焊与陆上焊接时的电弧静特性曲线示意图。由于电弧静特性曲线的上升,斜率随着水深的增加而增加,对同一平台外特性的焊接电源而言,电弧自调节作用将逐渐减弱,电弧稳定性变差,表5.9-5为不同CO2气体压力下焊接电弧稳定性实验值。

图5.9-14 各种高压干法水下焊接适用的水深范围
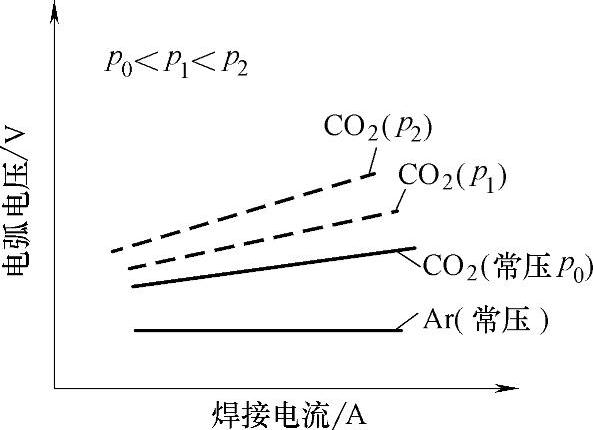
图5.9-15 水下与陆上焊接时同一弧长的电弧静特性曲线
表5.9-5 不同CO2气体压力下焊接电弧稳定性试验值

图5.9-16~图5.9-19所示为高压干法水下焊接时,环境压力对GTAW电弧特性的影响。焊接电流与电弧电压等参数的配合与陆上焊接有所不同,图5.9-20及图5.9-21所示为环境压力对焊接参数的影响。图5.9-22所示为高压干法GMAW焊接的熔滴过渡。
图5.9-23所示为高压干法环境压力对焊条电弧焊焊缝形状的影响。我国生产的高压干法水下专用焊条熔敷金属化学成分及接头性能见表5.9-6,焊接参数见表5.9-7。
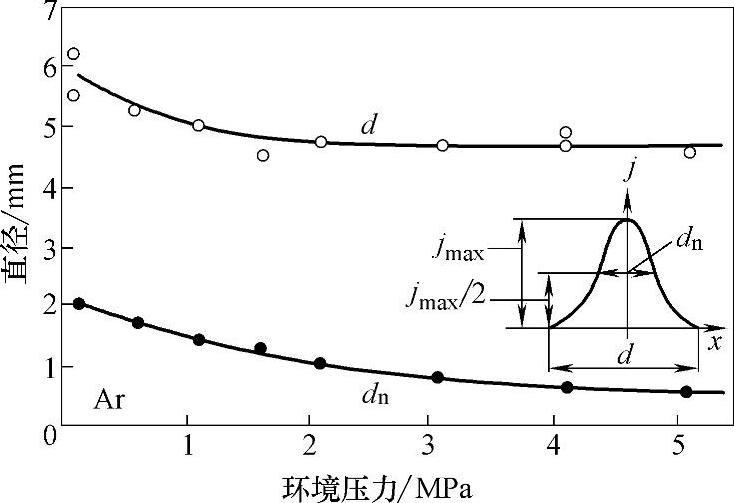
图5.9-16 环境压力对GTAW电弧直径的影响
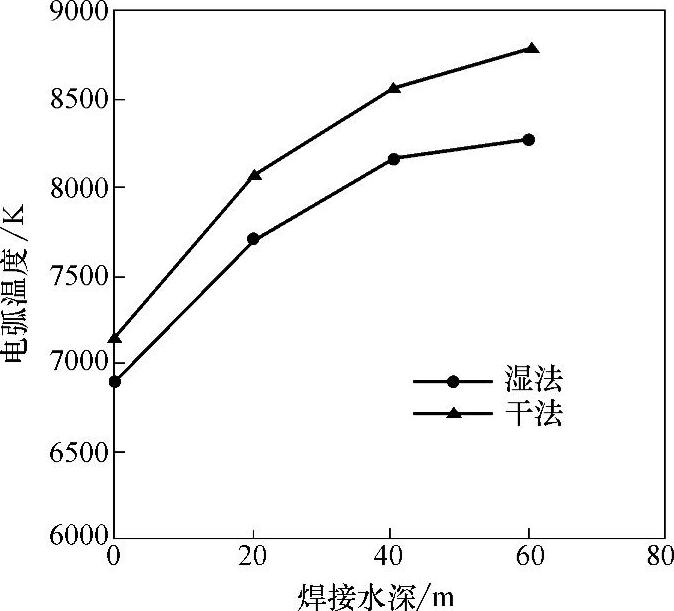
图5.9-17 水深对GTAW电弧温度的影响
5.9.2.4 局部干法水下焊接
水下局部排水半自动CO2焊接法,简称LD-CO2焊接法,是我国研制成的一种新的水下焊接方法,其原理如图5.9-24所示,LD-CO2焊接法CO2气体流量经验值见表5.9-8。(https://www.xing528.com)
5.9.2.5 弧焊替代技术
水下固相焊接技术主要有摩擦焊和爆炸焊等方法。爆炸焊可采用湿法水下焊接,图5.9-25a所示的双套筒式可用于较小直径管的爆炸焊接,图5.9-25b所示的单套筒式适用于直径200mm以上管道的焊接。
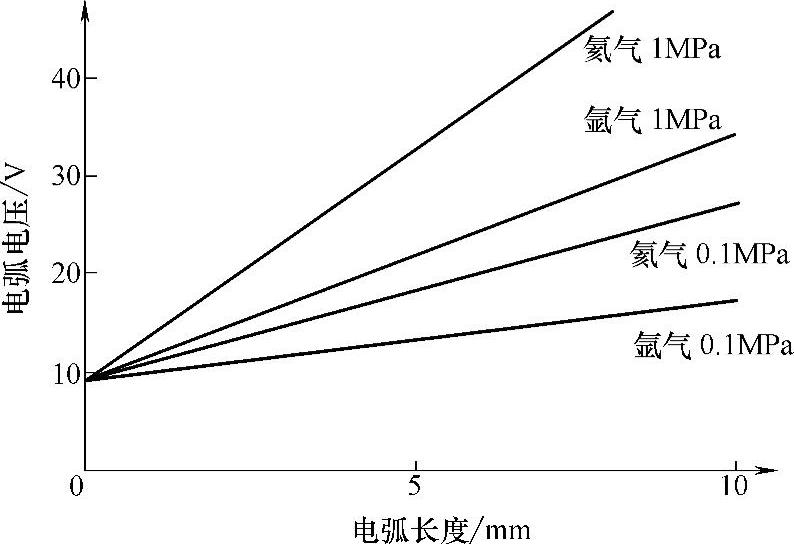
图5.9-18 高压干法环境压力和保护气体对电弧电压的影响
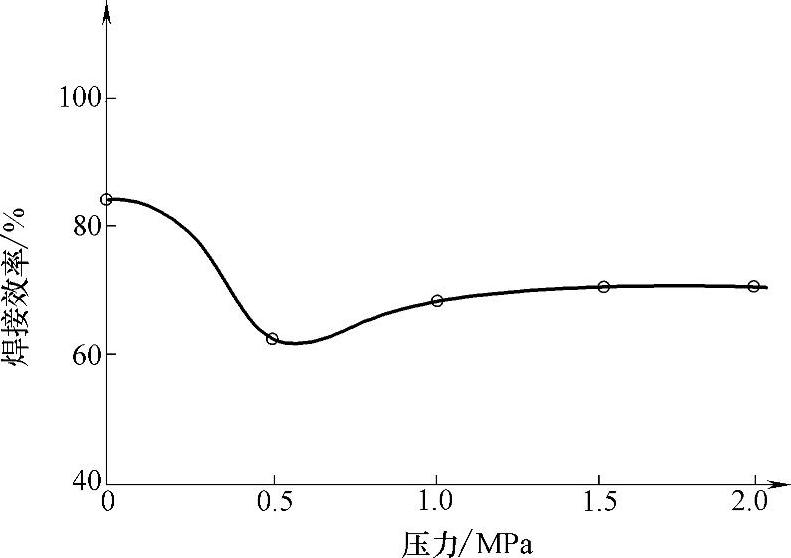
图5.9-19 高压干法环境压力对钨极氩弧焊效率的影响
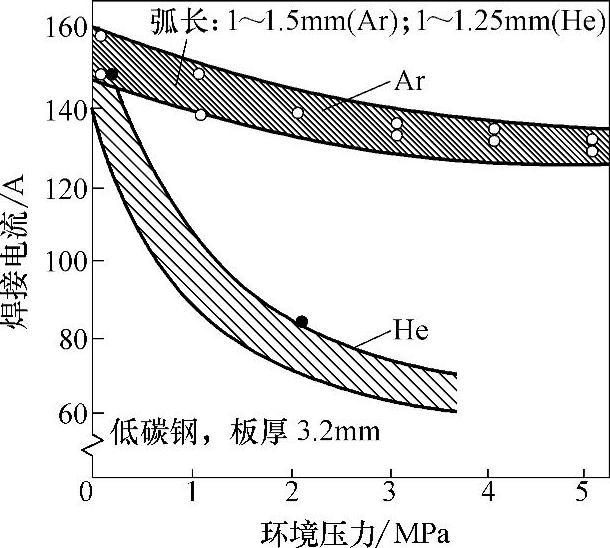
图5.9-20 GTAW焊接时环境压力对最佳焊接电流的影响
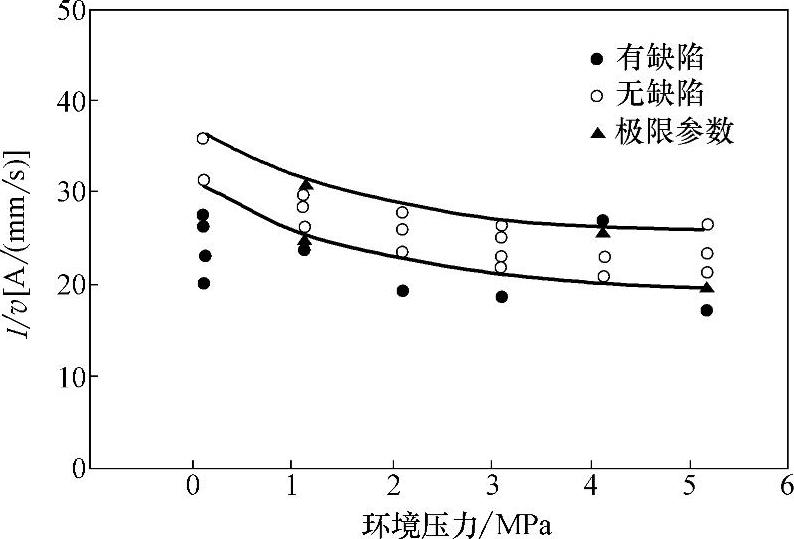
图5.9-21 根部间隙5mm向下立焊时,焊接参数I/v与环境压力的关系
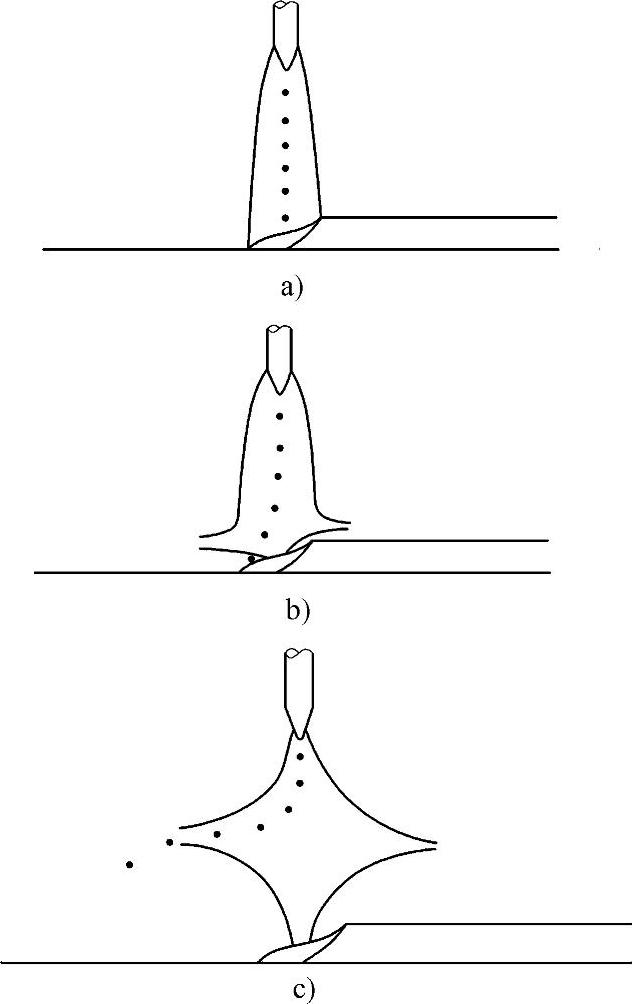
图5.9-22 高压干法GMAW焊接的熔滴过渡
a)常压下的熔滴高度 b)压力增加的熔滴过渡发生偏移 c)高压导致熔滴发生飞溅
近来研究的摩擦叠焊(Friction Stitch Welding),可看作为搅拌摩擦焊的变种,可望用于深水焊接修复,如图5.9-26所示。对板厚20mm,预钻孔15mm深,金属棒转速7000r/min,轴向力2.76MPa的试验表明,焊缝质量好,修复规范不受水深的影响。该焊接技术可望用于3500m水深。图5.9-27和表5.9-9为摩擦叠焊单元形成过程及试验参数,将若干摩擦形成的单元缝合,就构成了摩擦叠焊。
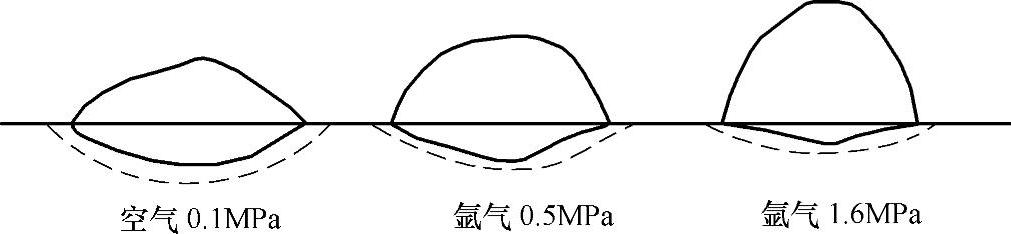
图5.9-23 高压干法环境压力对焊条电弧焊焊缝形状的影响
表5.9-6 200m水深焊条熔敷金属化学成分及力学性能

表5.9-7 GST-1型水下焊条焊接参数

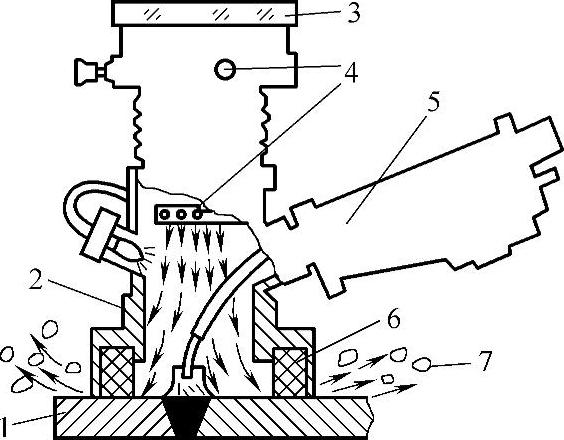
图5.9-24 LD-CO2焊接法原理示意图
1—工件 2—罩体 3—连接法兰 4—CO2进气孔 5—半自动焊枪 6—弹性泡沫垫 7—气泡
表5.9-8 LD-CO2焊接法CO2气体流量经验值
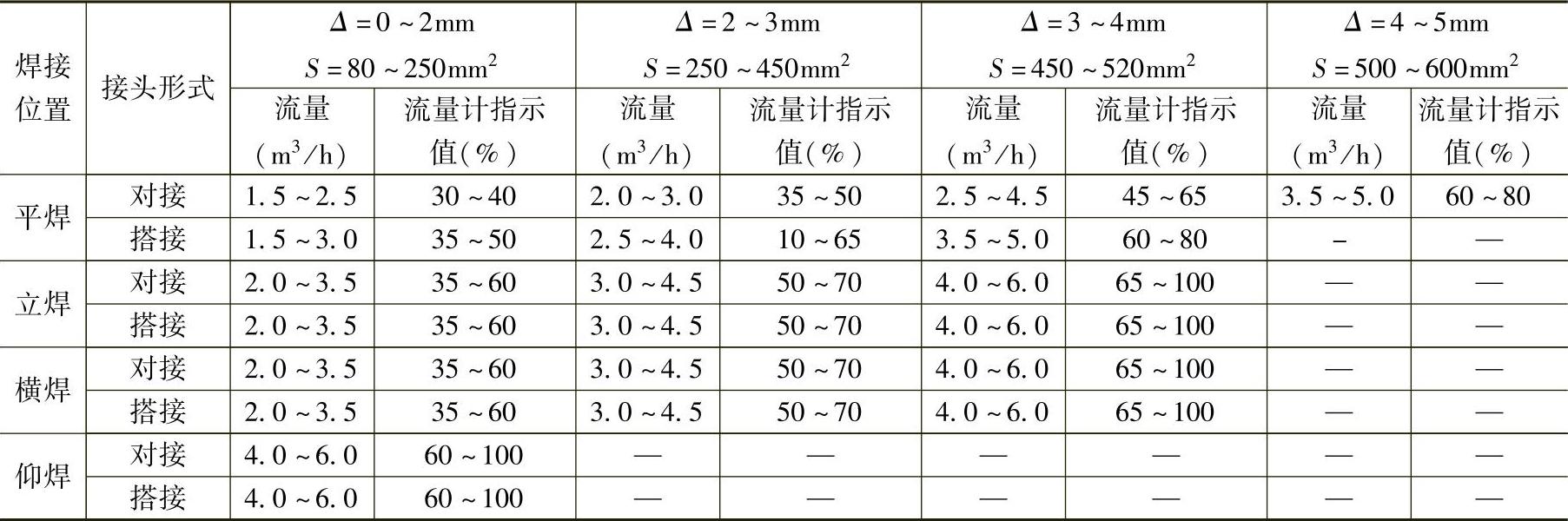
注:LZB-15型气体流量计,最大流量为6m3/h时标记为100%。
图5.9-28、图5.9-29及表5.9-10为C-Mn钢摩擦叠焊单元的断裂韧度试验。表明焊接接头的断裂韧度比母材低,轴向力对断裂韧度的影响不明显。
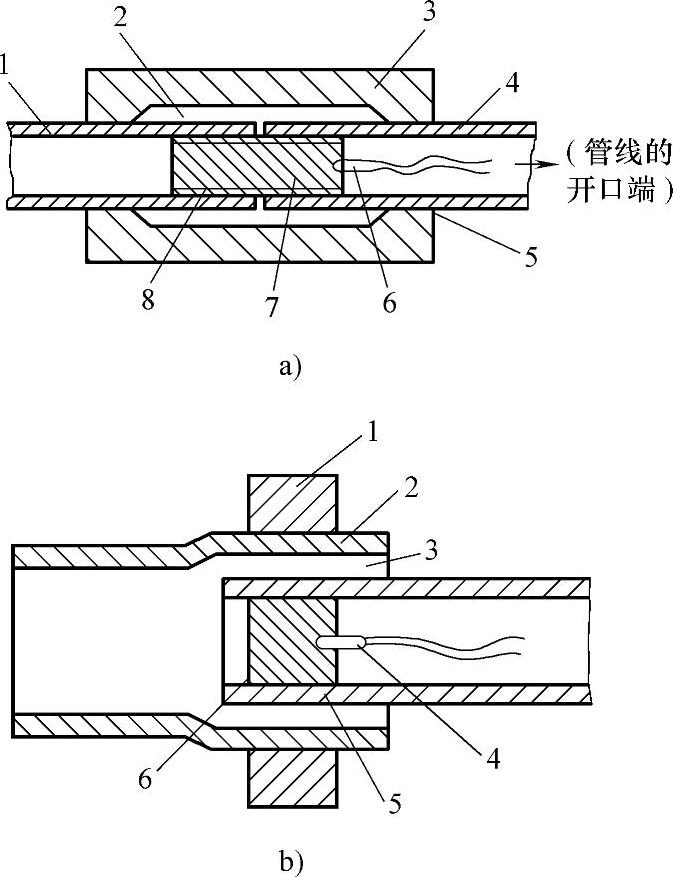
图5.9-25 水下爆炸焊管接头
a)双套筒式
1—管子 2—间隙 3—连接套 4—管子 5—连接套端部 6—雷管 7—炸药 8—金属管
b)单套筒式
1—临时支件 2—扩管端部 3—间隙 4—雷管 5—传输材料 6—炸药
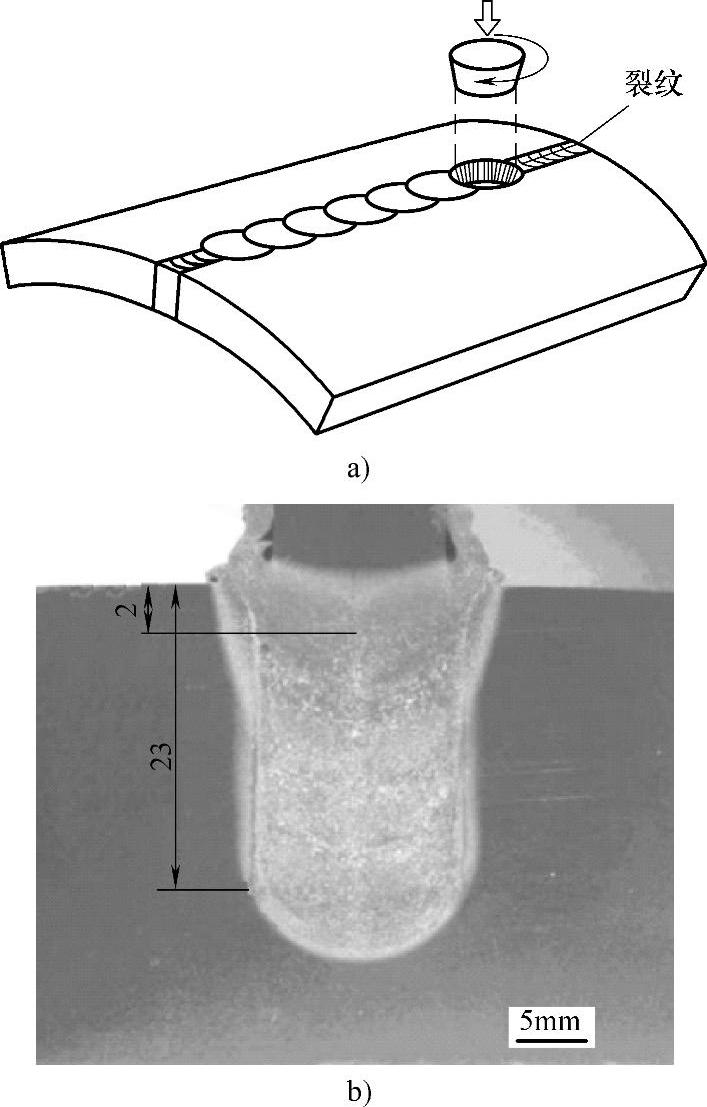
图5.9-26 摩擦叠焊技术
a)摩擦叠焊原理 b)焊缝横截面
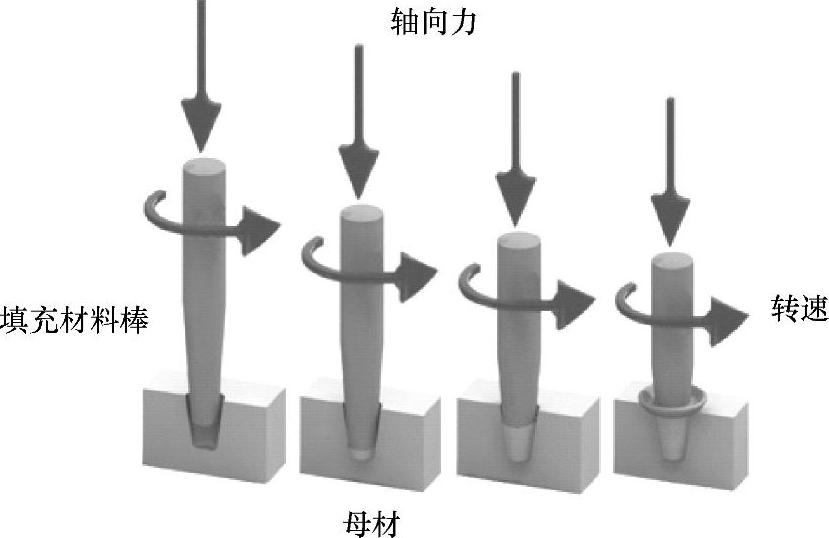
图5.9-27 摩擦叠焊单元形成过程
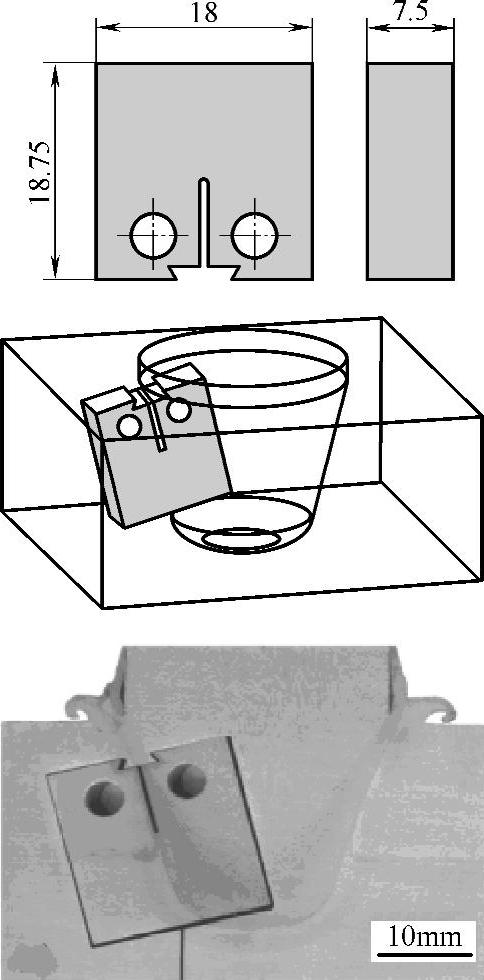
图5.9-28 摩擦叠焊单元断裂韧度试验
注:C-Mn钢,板厚30mm,填充材料棒直径25.4mm,转速1550r/min,缩短量12mm。
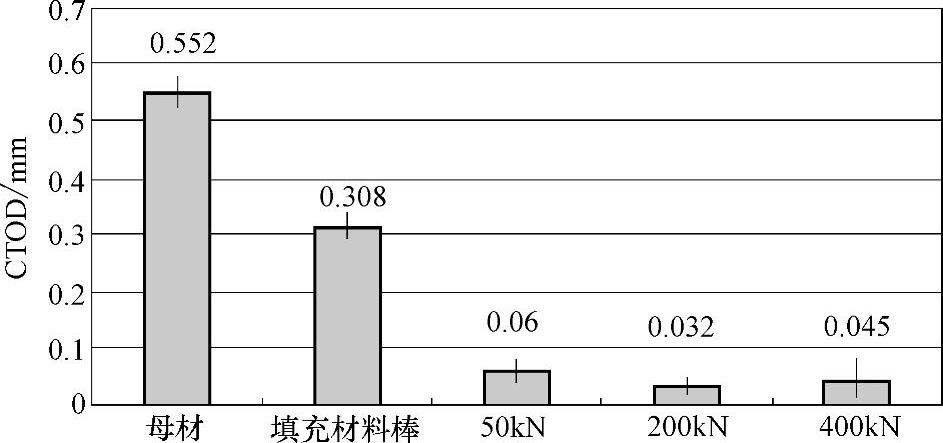
图5.9-29 叠焊单元断裂韧度(3个试样的最小值)
表5.9-9 摩擦叠焊单元形成试验参数

表5.9-10 试验焊接参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。