



表6.3-15所列为HQ60、HQ70钢焊条电弧焊和GMAW的焊接参数,表6.3-16所列为HQ60钢焊缝金属和焊接接头的力学性能。表6.3-17~表6.3-19所列为低碳调质钢的焊接材料及选用。
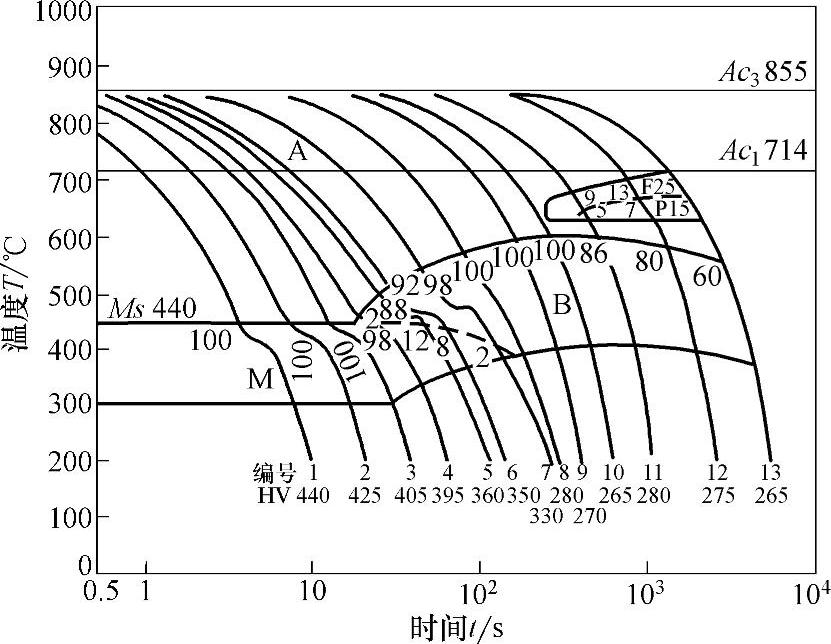
图6.3-15 HQ70调质钢焊接连续冷却转变曲线
注:原始状态为调质;热循环峰值温度1300℃。化学成分(质量分数,%):C=0.12,Si=0.23,Mn=0.91,P=0.028,S=0.005,Cr=0.49,Ni=0.69,Mo=0.40,V=0.061,Cu=0.30,Nb=0.043,B=0.0018。
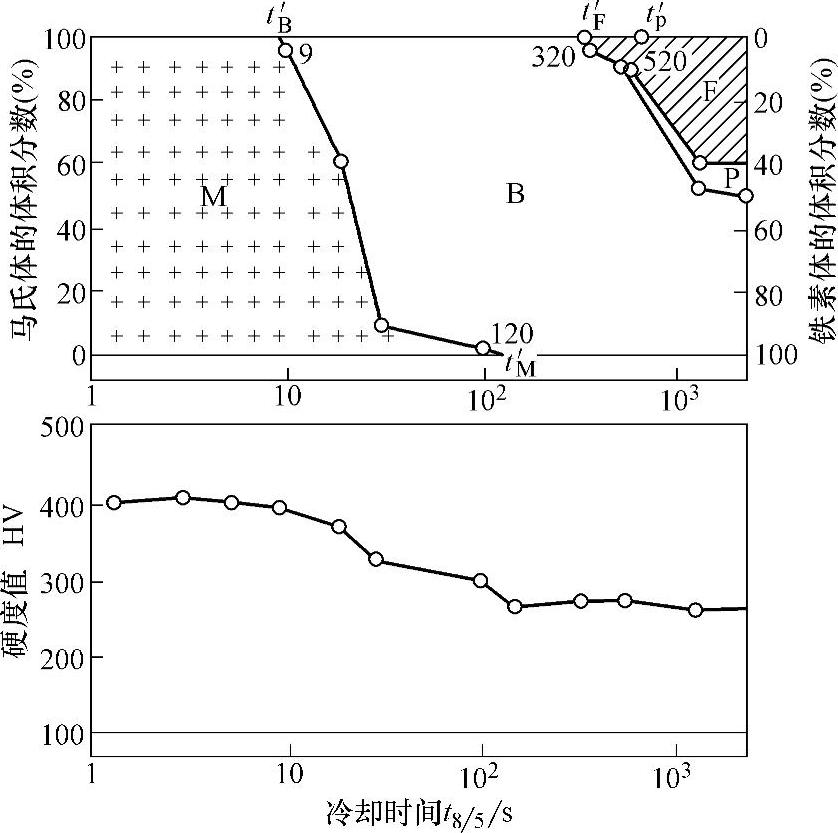
图6.3-16 HQ70钢焊接冷却时间(t8/5)与HAZ硬度、组织组成的关系
表6.3-15 HQ60、HQ70钢焊条电弧焊和GMAW的焊接参数
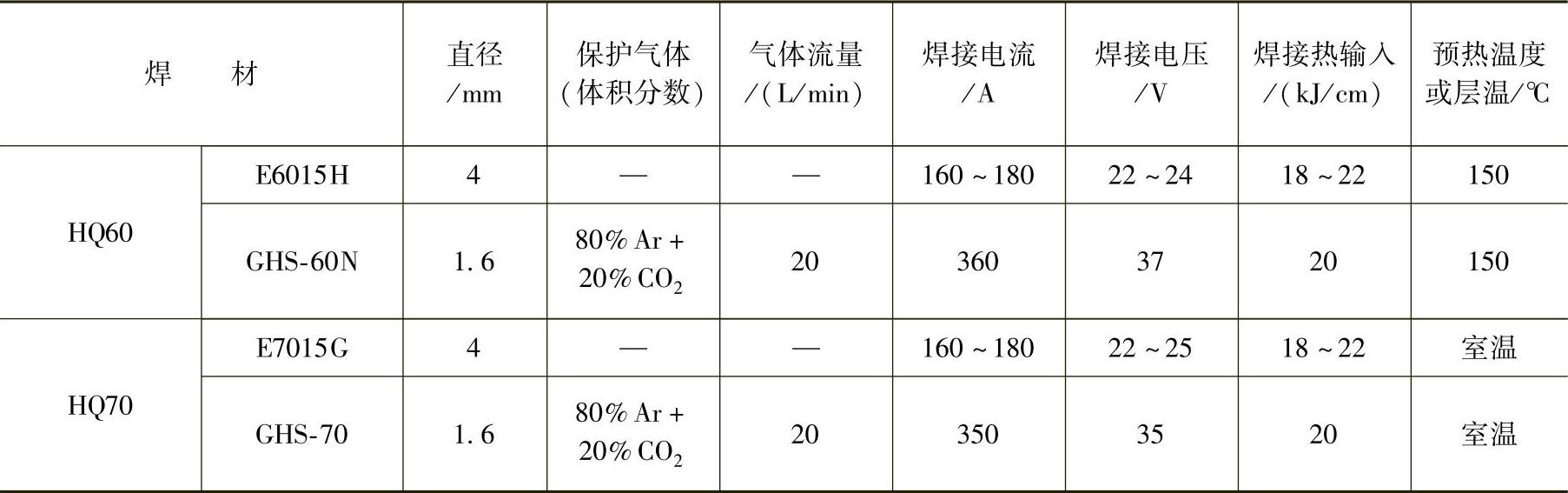
表6.3-16 HQ60钢焊缝金属和焊接接头力学性能
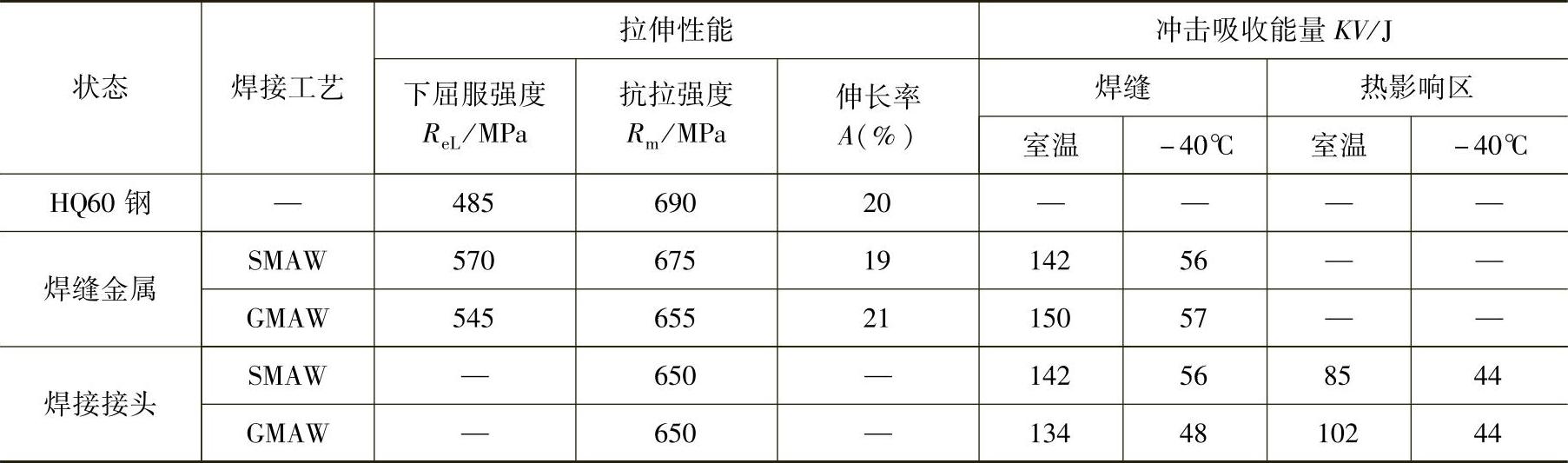
注:表中数据为焊后状态的试验平均值。
表6.3-17 不同强度级别低碳调质钢焊接材料的选用
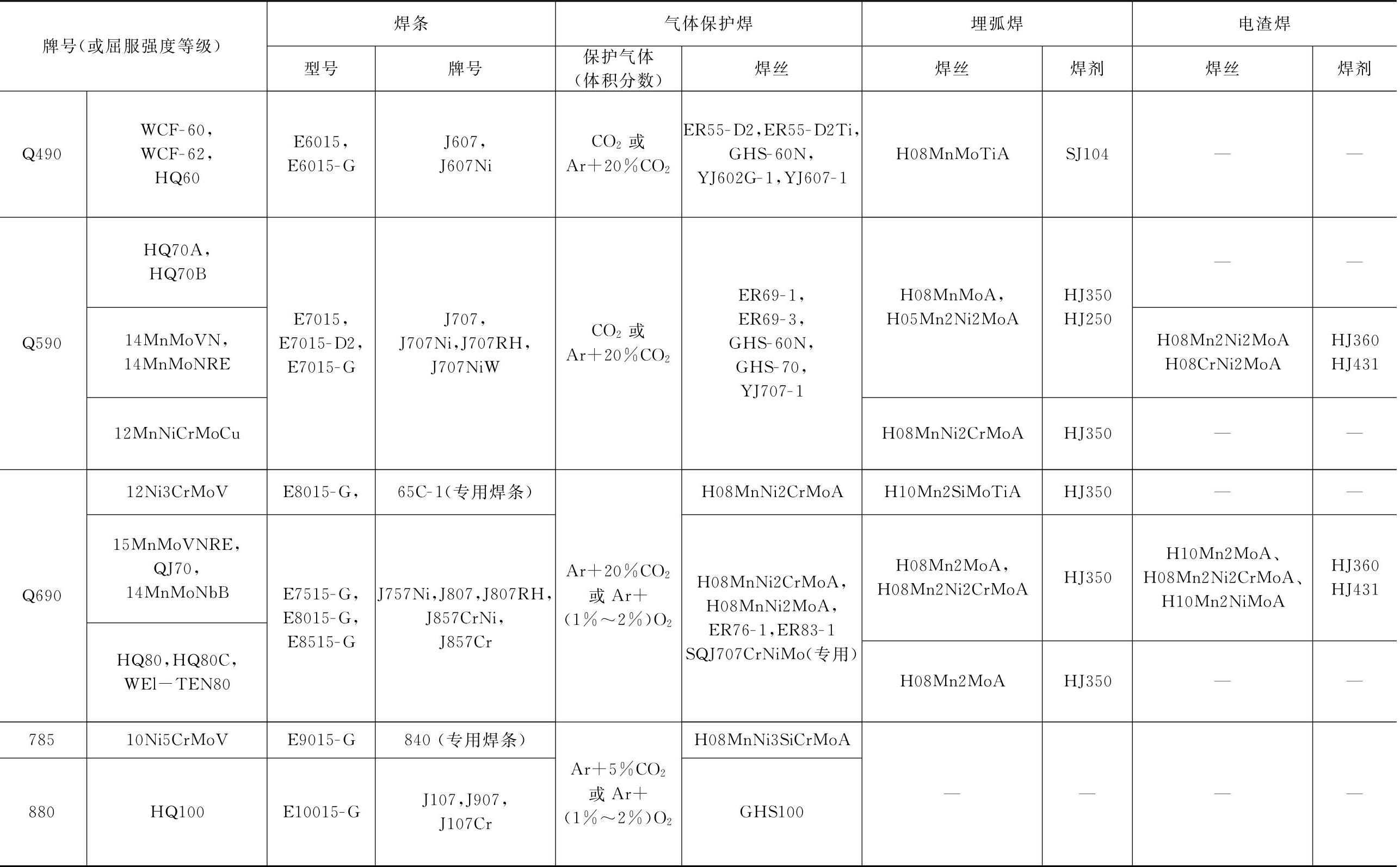
表6.3-18 低碳调质钢用焊条的成分、性能及用途

(续)
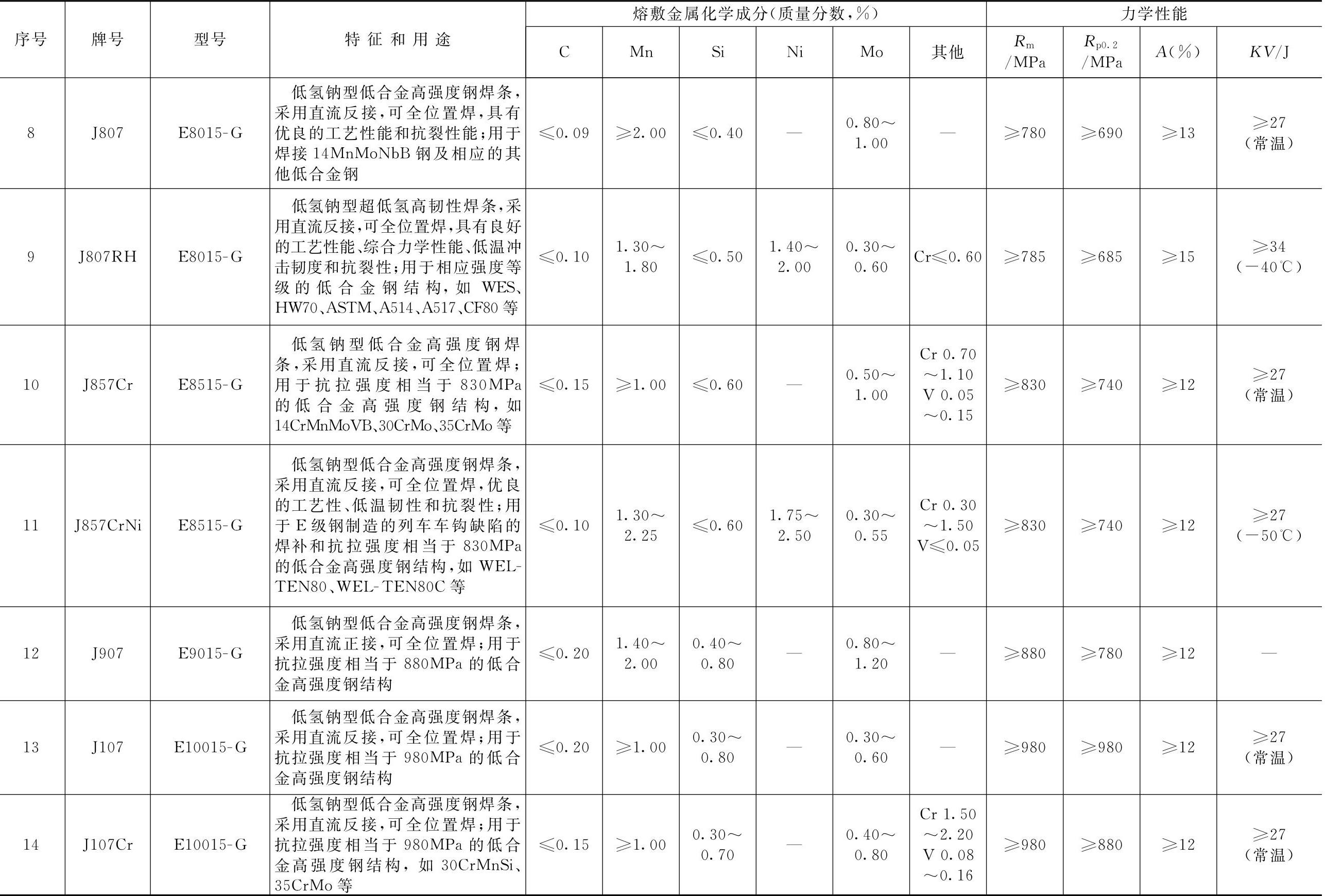
表6.3-19 几种国内高强度钢气体保护焊用实心焊丝的成分性能及用途
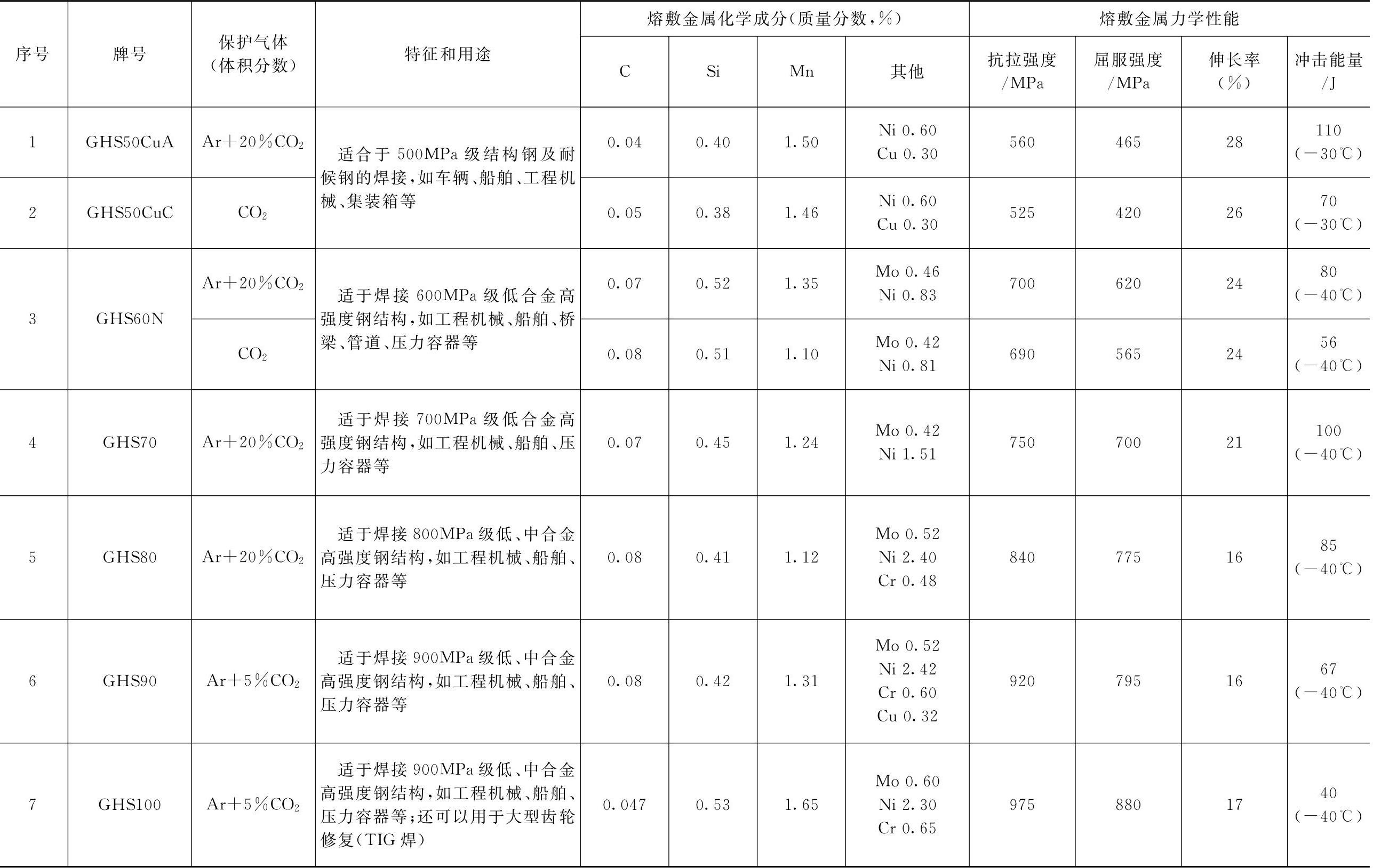
图6.3-17和图6.3-18所示为HQ60和HQ70钢焊接接头冲击吸收能量,表6.3-20所列为HQ70和HQ80C低碳调质钢的焊接最大热输入,表6.3-21所列为HQ70钢焊缝金属和焊接接头的力学性能。
图6.3-19所示为14MnMoNbB钢焊接连续冷却转变曲线。表6.3-22和表6.3-23所列为焊接参数及接头力学性能。
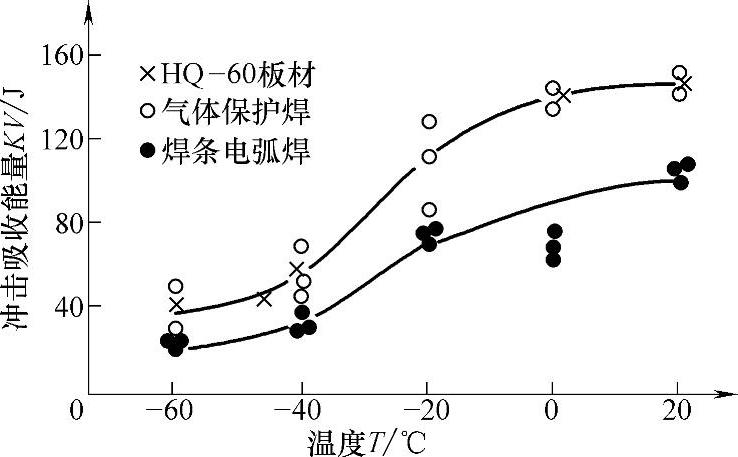
图6.3-17 HQ60钢焊缝金属V形缺口冲击吸收能量
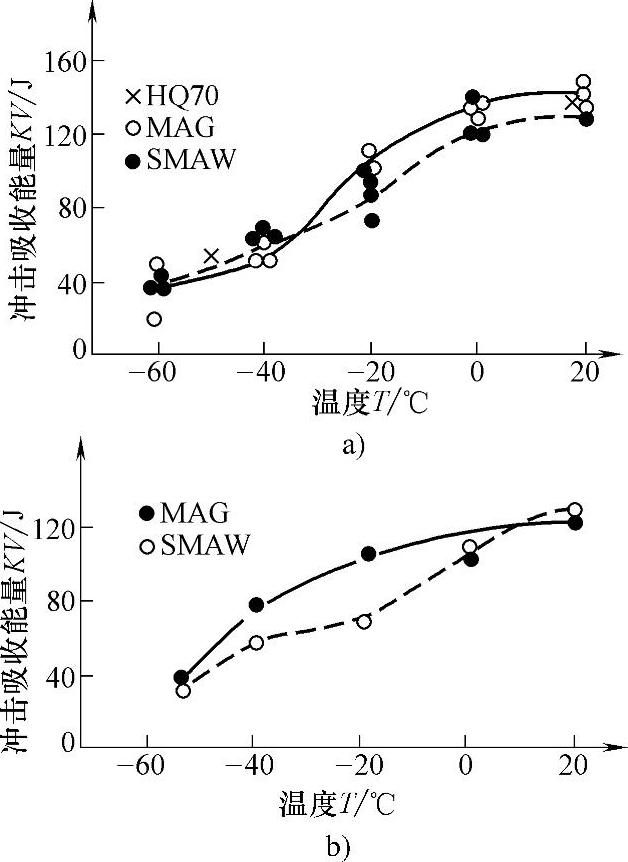
图6.3-18 HQ70钢焊缝金属和熔合区的V形缺口冲击吸收能量
a)焊缝金属 b)熔合区
表6.3-20 HQ70和HQ80C低碳调质钢的最大焊接热输入

表6.3-21 HQ70钢焊缝金属和焊接接头的力学性能
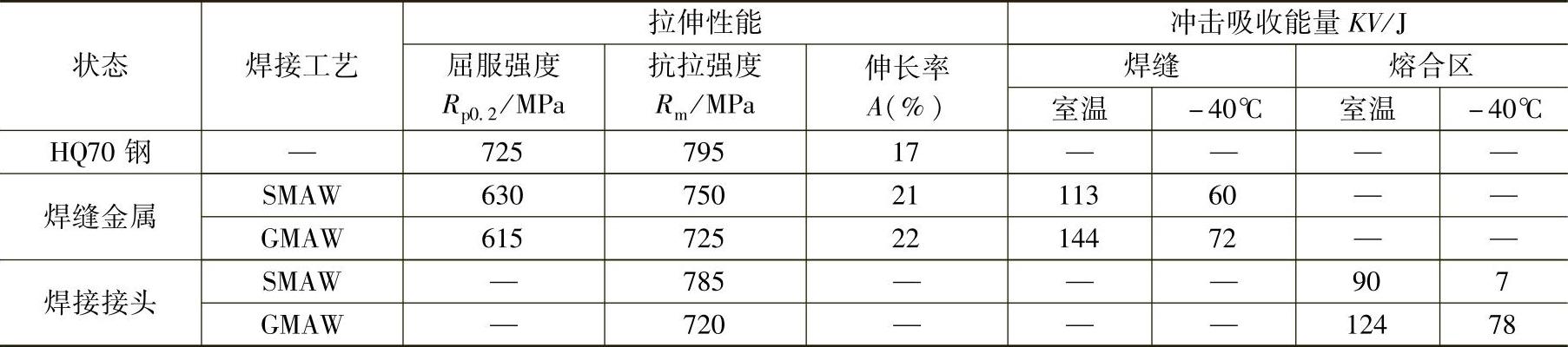
注:表中数据为焊后状态的试验平均值。
表6.3-22 14MnMoNbB钢焊条电弧焊和埋弧焊的焊接参数

表6.3-23 14MnMoNbB钢焊缝金属和焊接接头的力学性能
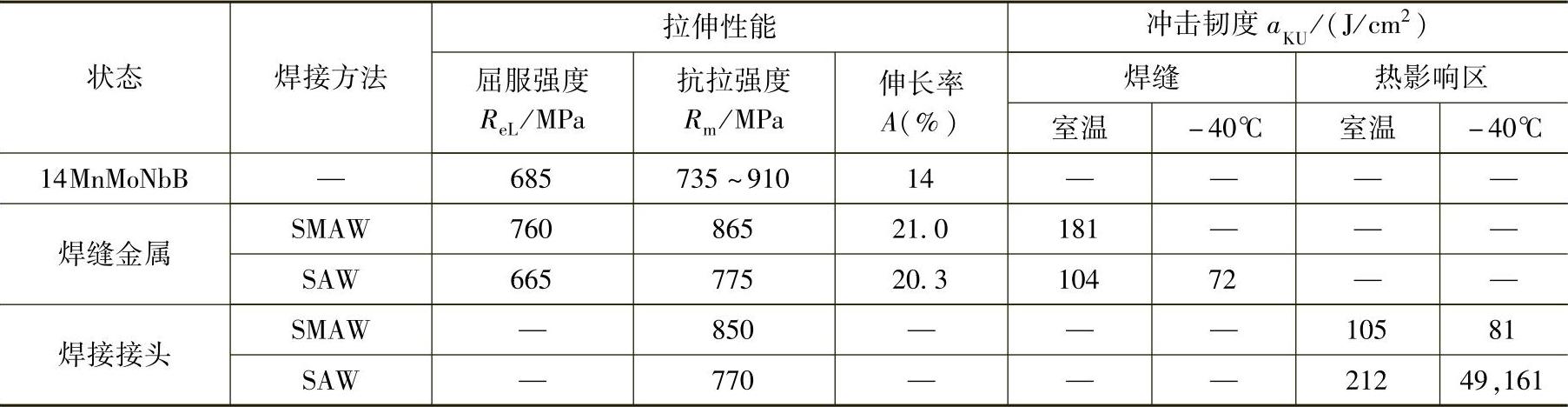
注:表中数据为焊后状态的试验平均值,焊丝直径4mm。
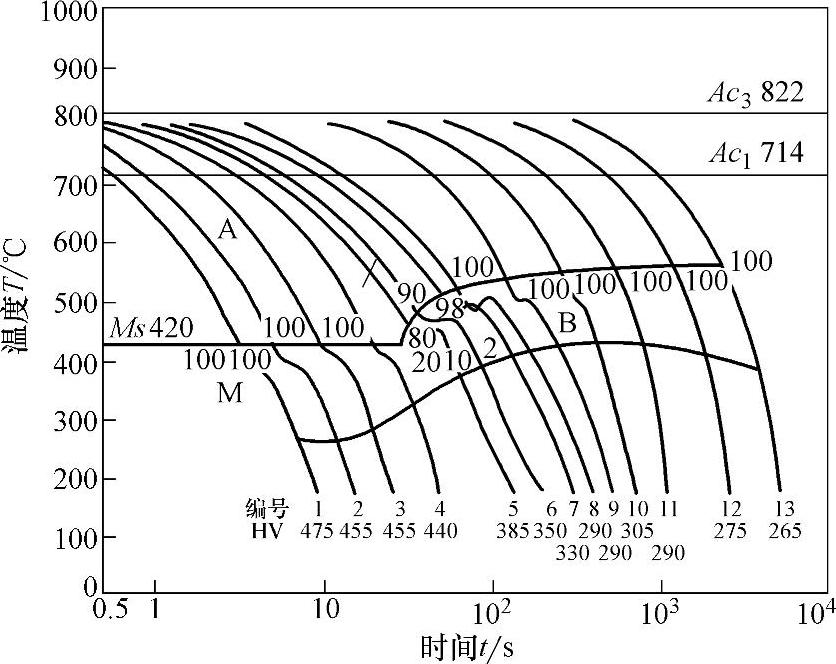
图6.3-19 14MnMoNbB钢焊接连续冷却转变曲线
注:热循环峰值温度为1300℃;原始状态为调质。
化学成分(质量分数,%):C=0.15,Si=0.26,Mn=1.52,S=0.07,P=0.013,Mo=0.54,Nb=0.01。
表6.3-24和表6.3-25所列为HQ80C钢焊条电弧焊的焊接参数和焊接冷裂纹试验结果,表6.3-26~表6.3-29所列为HQ80钢的焊接参数及接头力学性能。图6.3-20和图6.3-21所示为Q690钢焊接接头力学性能。
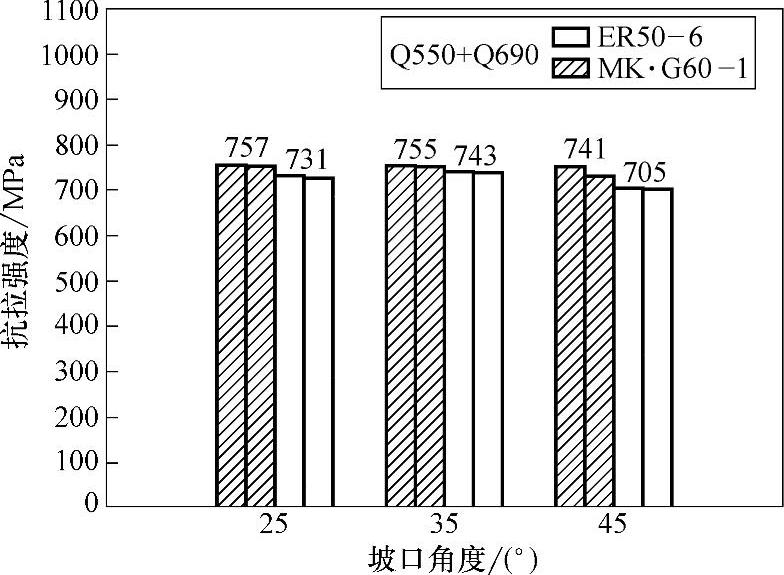
图6.3-20 Q550+Q690钢焊接接头的抗拉强度
图6.3-22和图6.3-23及表6.3-30~表6.3-33所示为HQ100钢焊接裂纹试验、焊接工艺及接头力学性能。
表6.3-24 HQ80C钢焊条电弧焊的焊接参数
 (https://www.xing528.com)
(https://www.xing528.com)
表6.3-25 HQ80C钢“铁研试验”的冷裂纹率
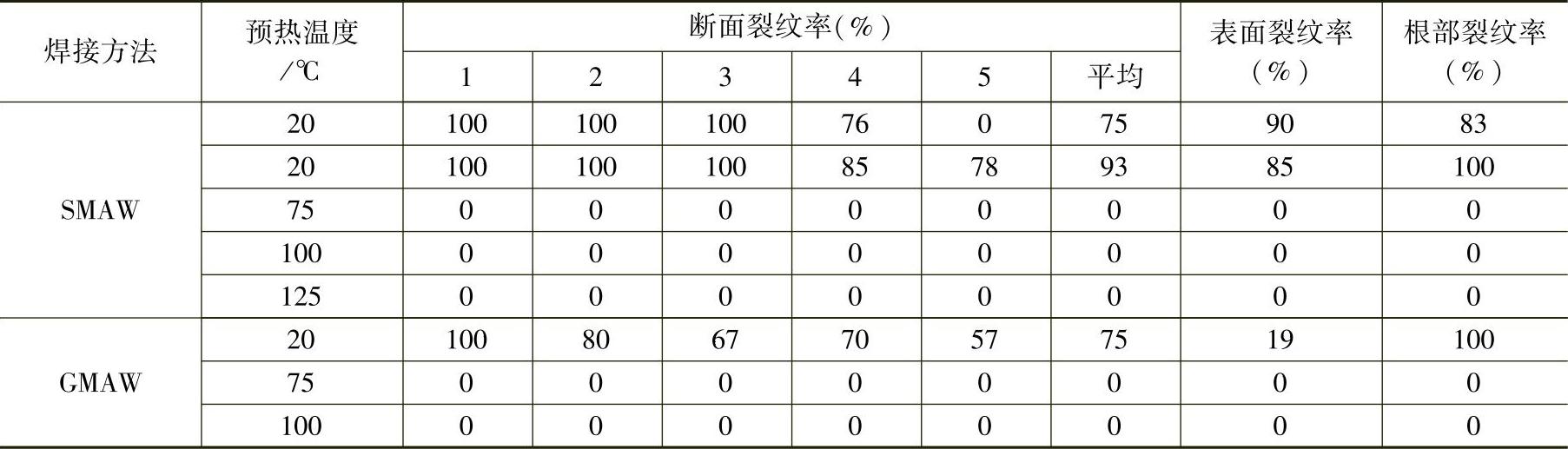
注:试验板厚为20mm。
表6.3-26 HQ80C钢混合气体保护焊(GMAW)的焊接参数

表6.3-27 HQ80C钢焊接推荐的预热温度

注:扩散氢用甘油法测定,GMAW保护气体为80%Ar+20%CO2(体积分数)。
表6.3-28 HQ80C钢气保焊(GMAW)接头的力学性能

注:括号中的数据为试验平均值。
表6.3-29 HQ80C钢气体保护焊接头各部位硬度值

注:CGHAZ为热影响区粗晶区,FGHAZ为热影响区细晶区。
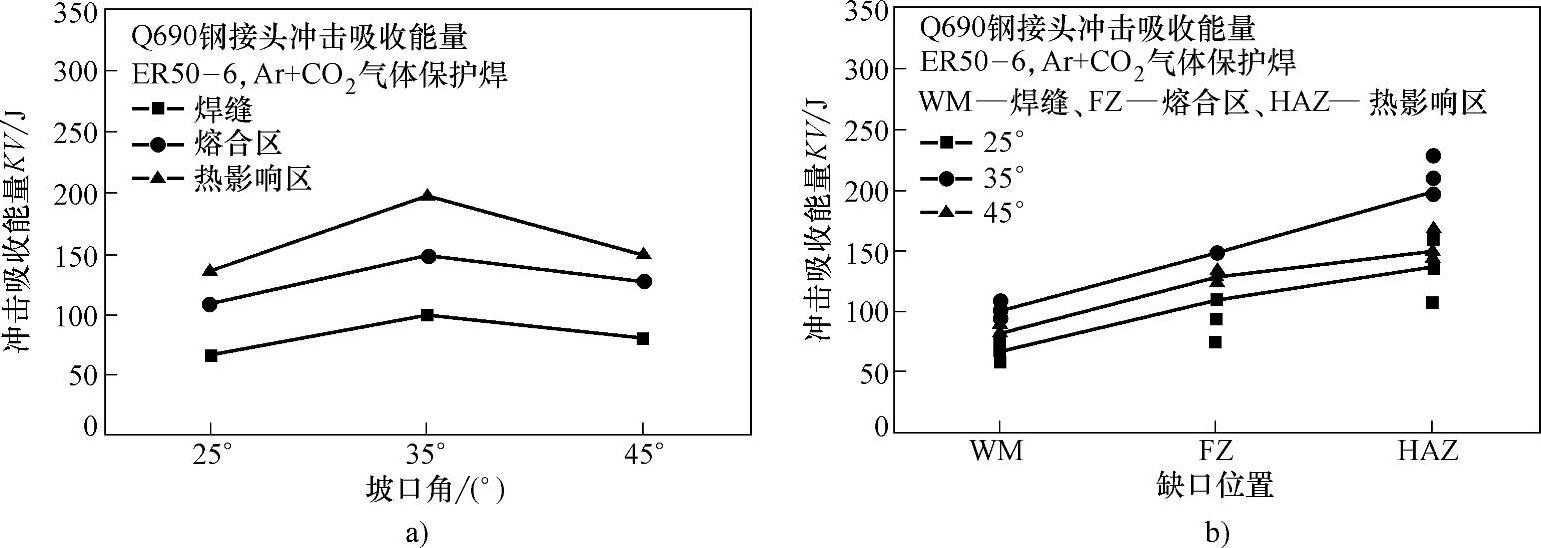
图6.3-21 Q690钢焊接接头区的冲击吸收能量
a)坡口角度的影响 b)焊缝、熔合区和HAZ的冲击能量
表6.3-30 HQ100钢斜Y坡口“铁研试验”的焊接条件

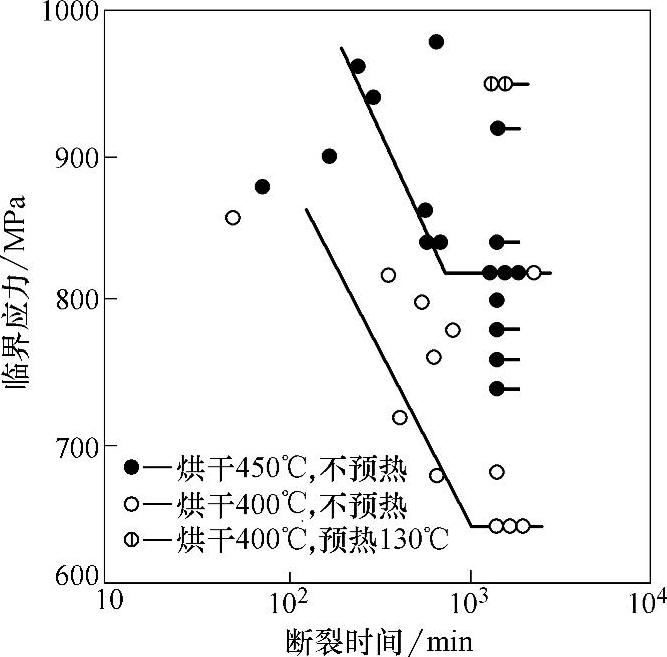
图6.3-22 HQ100钢“插销试验”断裂应力与断裂时间的关系
表6.3-34~表6.3-39所列为调质NiCrMoV钢的裂纹试验、焊接工艺及接头力学性能。
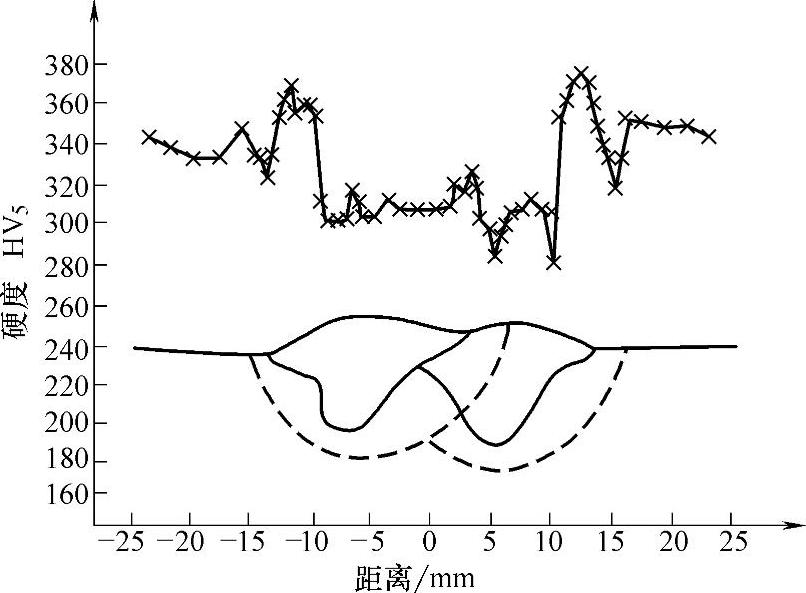
图6.3-23 HQ100钢气体保护焊接头的硬度分布
表6.3-31 HQ100钢斜Y坡口“铁研试验”结果
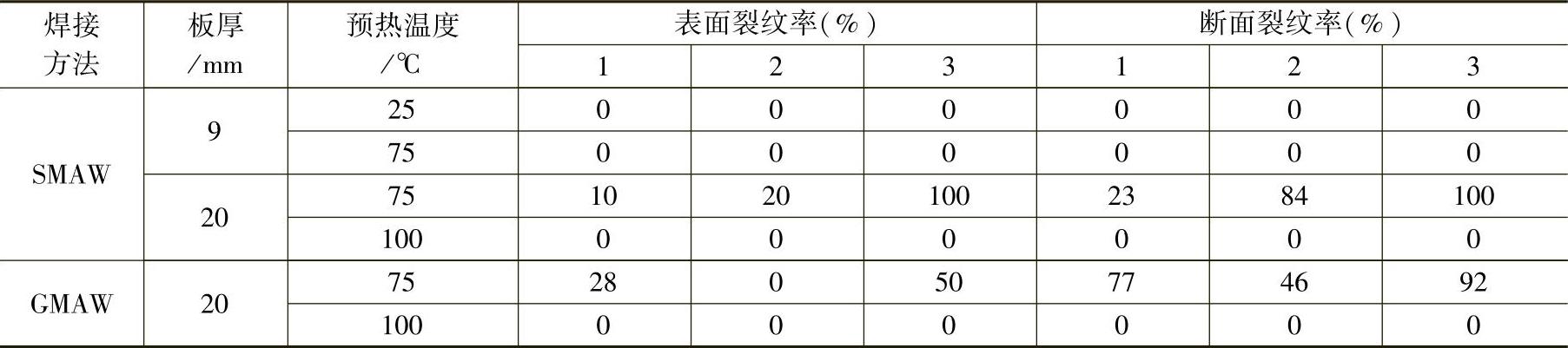
表6.3-32 HQ100钢焊接的焊接参数

表6.3-33 HQ100钢焊条电弧焊和气体保护焊的接头的力学性能
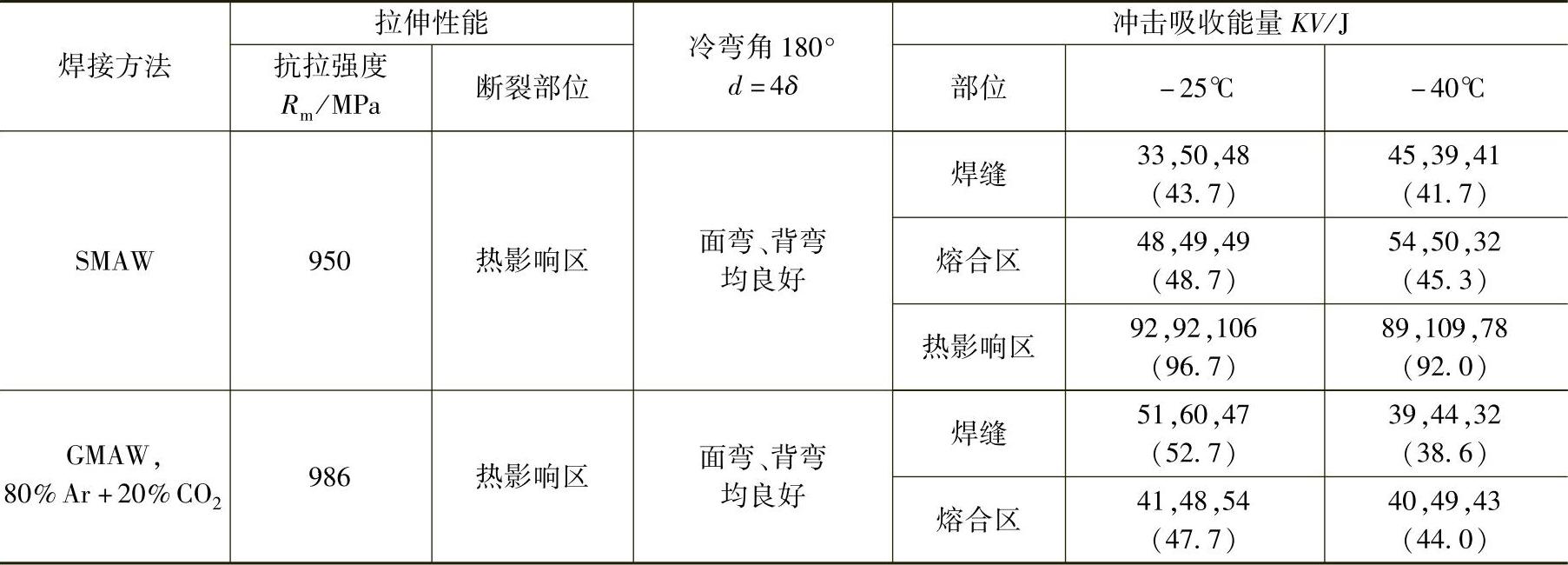
注:括号中的数据为试验平均值。
表6.3-34 12Ni3CrMoV钢的“铁研试验”结果

表6.3-35 12Ni3CrMoV钢不同热处理制度下焊缝金属的力学性能

表6.3-36 10Ni5CrMoV钢弧形角接裂纹试验结果
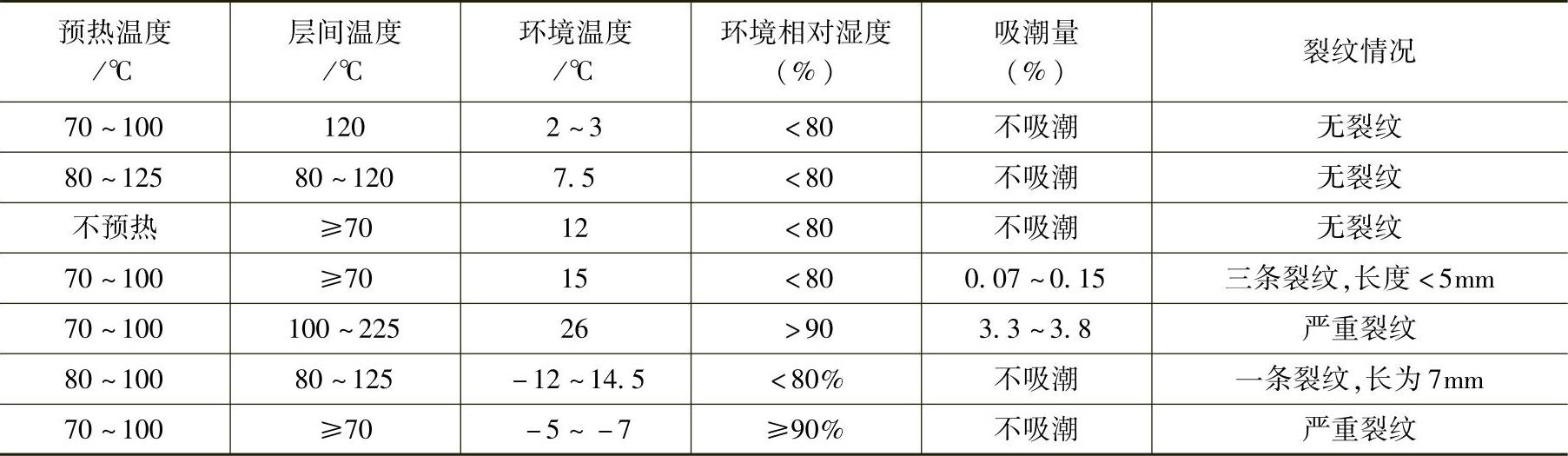
表6.3-37 10Ni5CrMoV钢的刚性对接裂纹试验结果

表6.3-38 10Ni5CrMoV钢插销试样断口观察结果
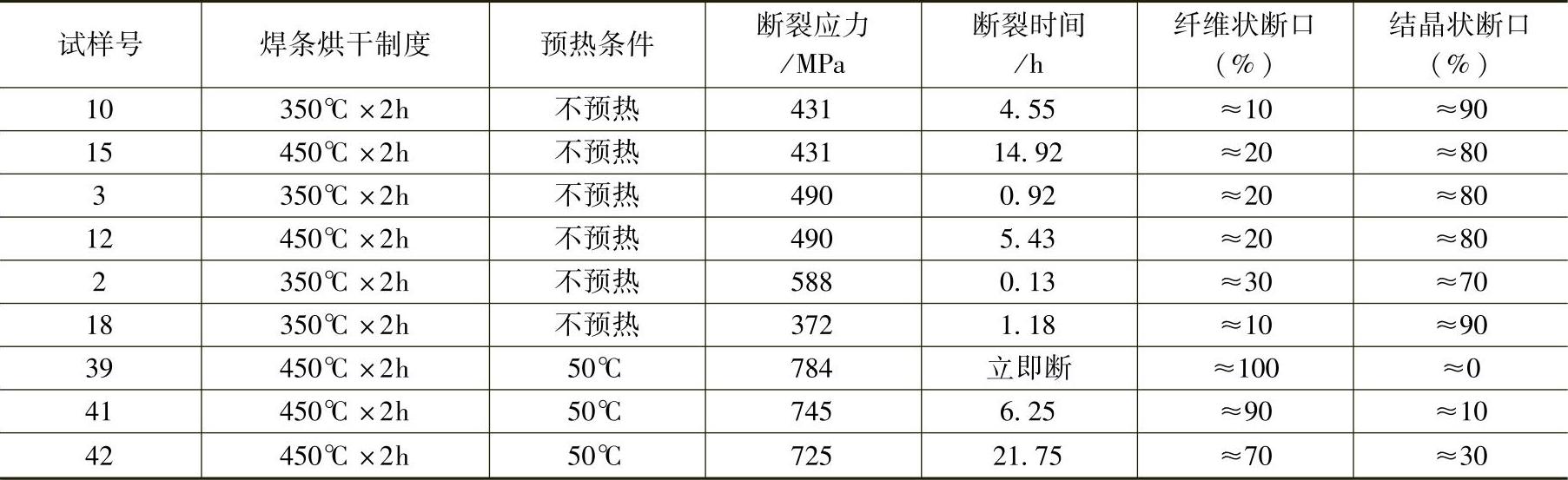
表6.3-39 10Ni5CrMoV钢焊缝金属的力学性能试验结果
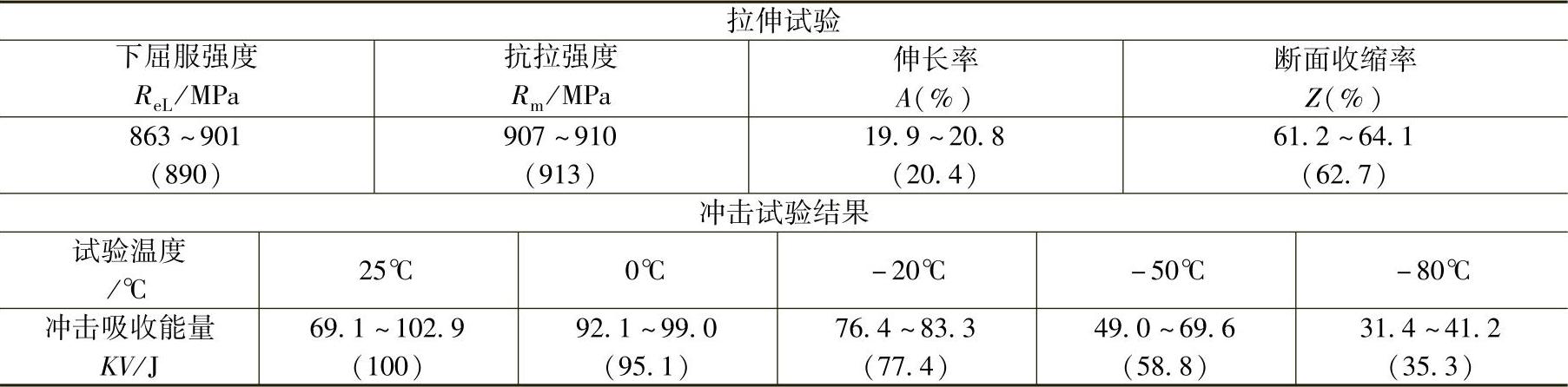
注:括号中的数据是试验平均值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。