



【摘要】:表6.7-12 几种镍基高温合金适宜的焊接方法示例表6.7-13 高温合金钨极氩弧焊的焊接参数表6.7-14 GH1140合金不同焊丝氩弧焊接头抗氧化性能表6.7-15 镍基高温合金氩弧焊接头的力学性能(续)注:持久性能:t为相应持久拉伸应力下的断裂时间。表6.7-16 高温合金熔化极氩弧焊的焊接参数示例表6.7-17 镍基高温合金穿透法等离子弧焊的焊接参数表6.7-18 高温合金电子束焊的焊接参数表6.7-19 高温合金电子束焊接头的力学性能注:表中括号内的百分数表示焊缝的强度系数或塑性系数。
表6.7-12~表6.7-25和图6.7-11为高温合金各种焊接工艺及接头的力学性能。
表6.7-12 几种镍基高温合金适宜的焊接方法示例

表6.7-13 高温合金钨极氩弧焊的焊接参数
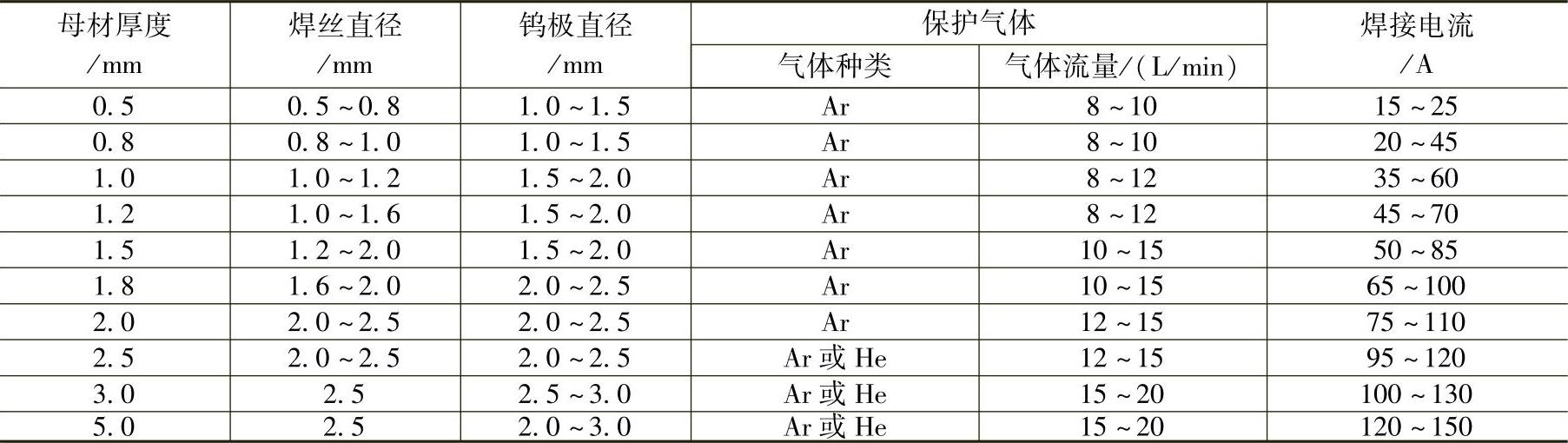
表6.7-14 GH1140合金不同焊丝氩弧焊接头抗氧化性能(静止空气中)

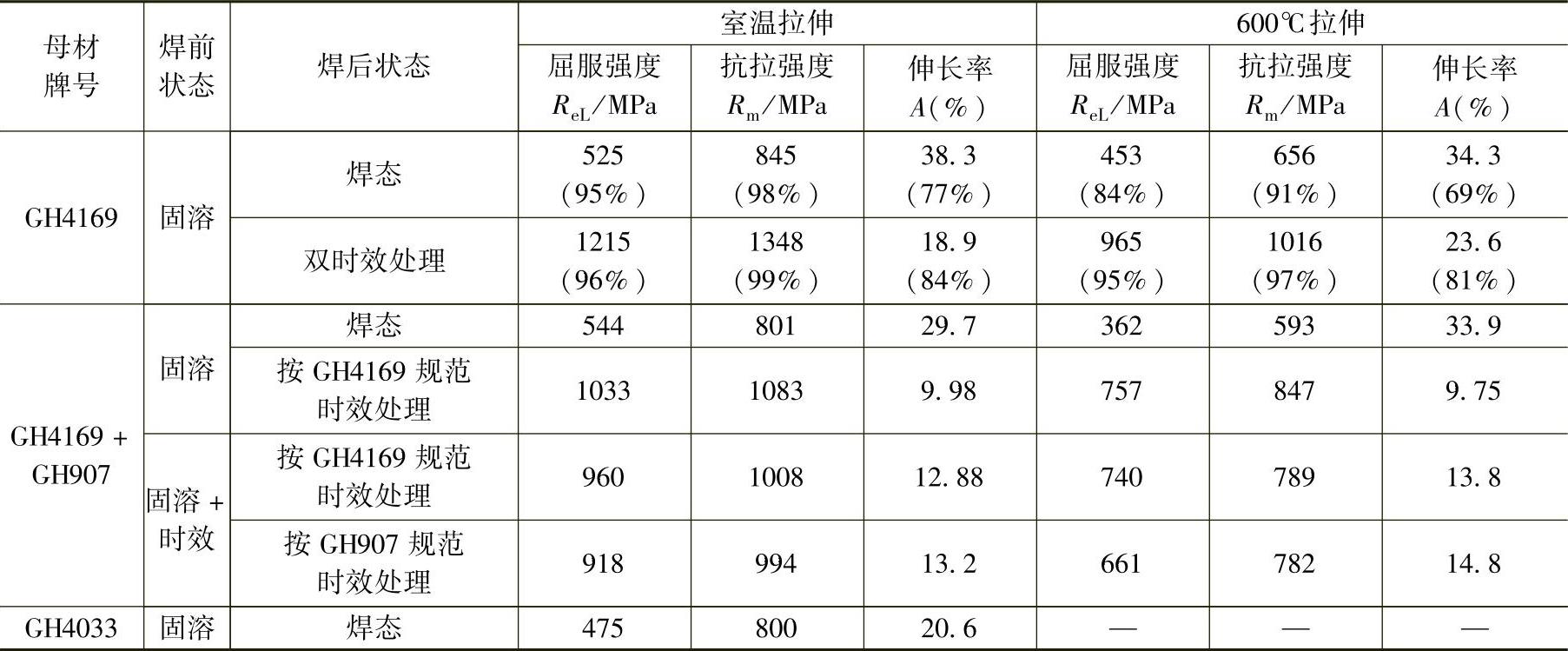
表6.7-15 镍基高温合金氩弧焊接头的力学性能
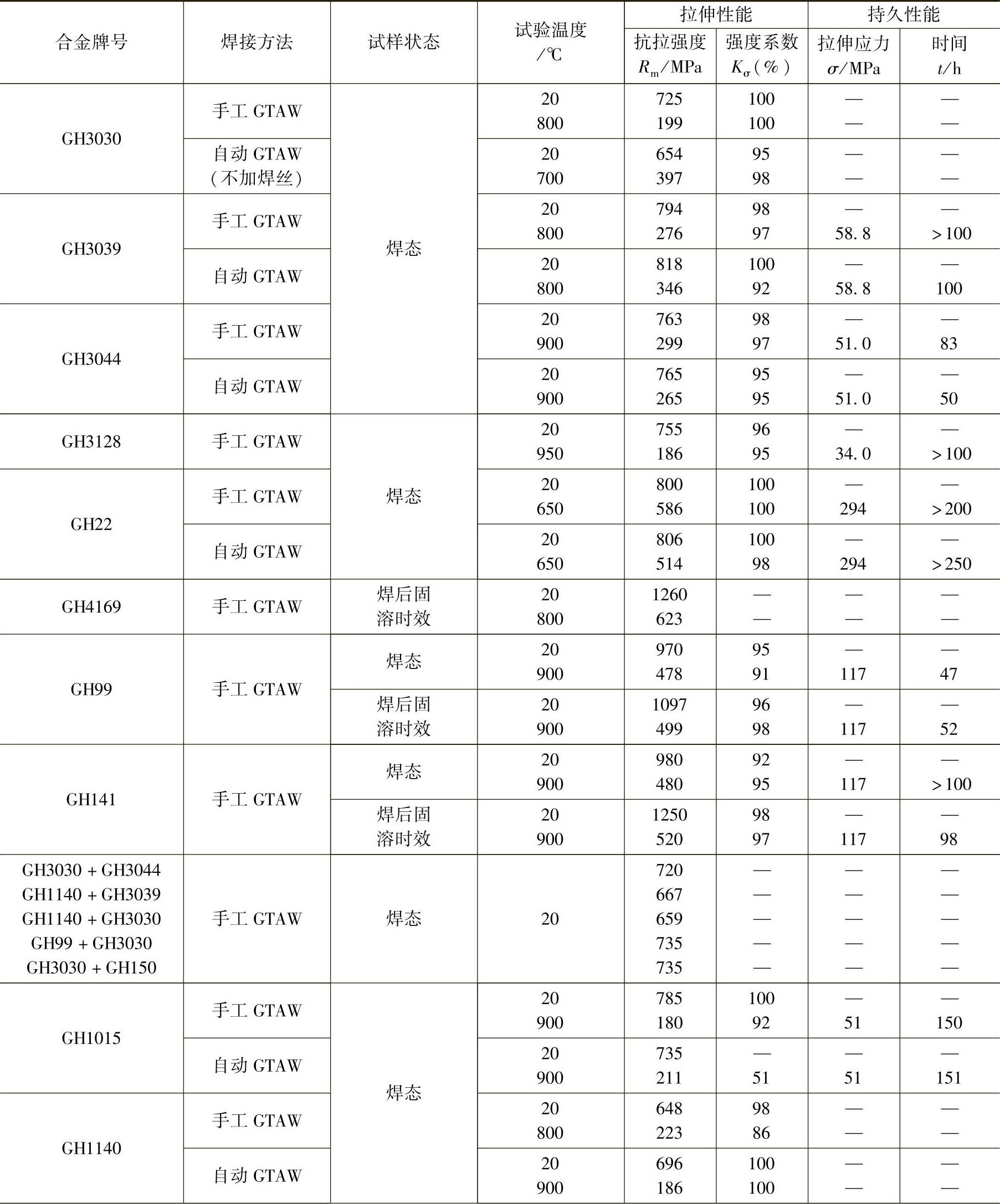
(续)
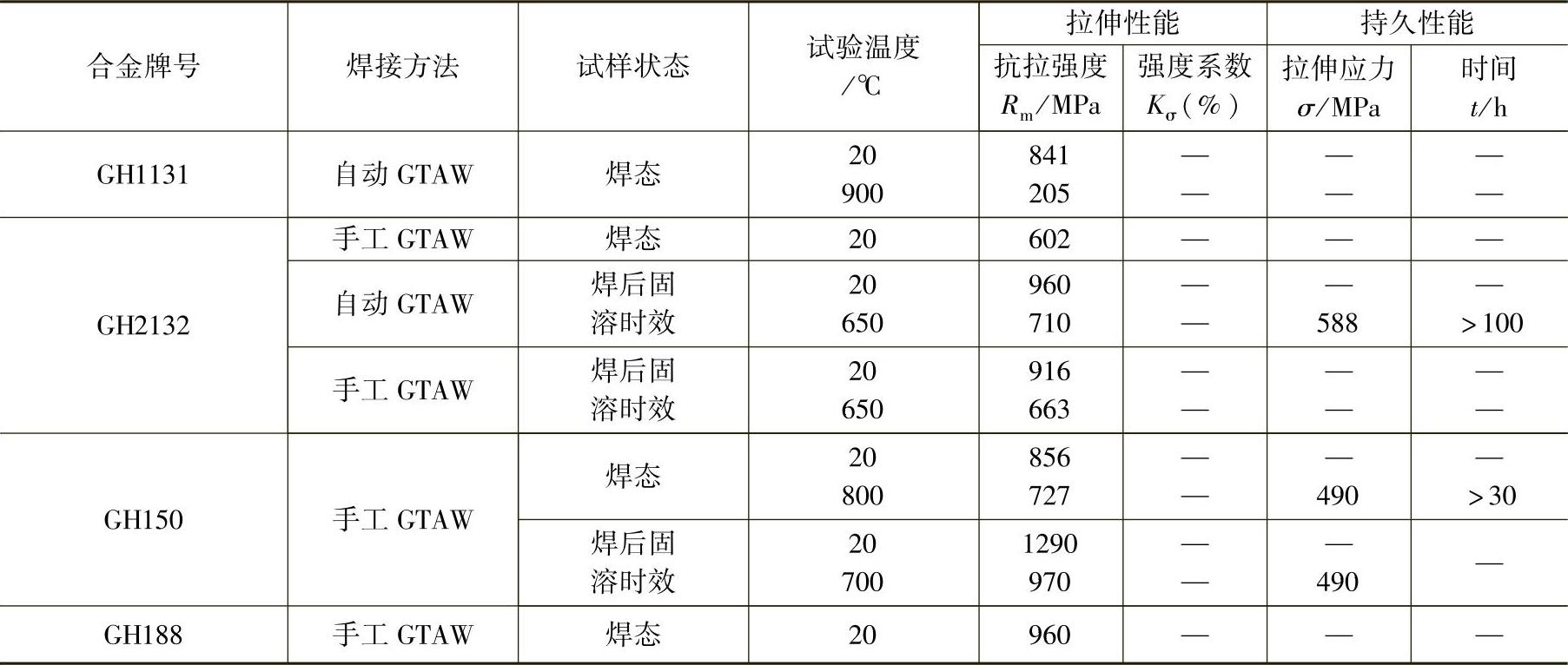
注:持久性能:t为相应持久拉伸应力下的断裂时间(h)。
表6.7-16 高温合金熔化极氩弧焊的焊接参数示例
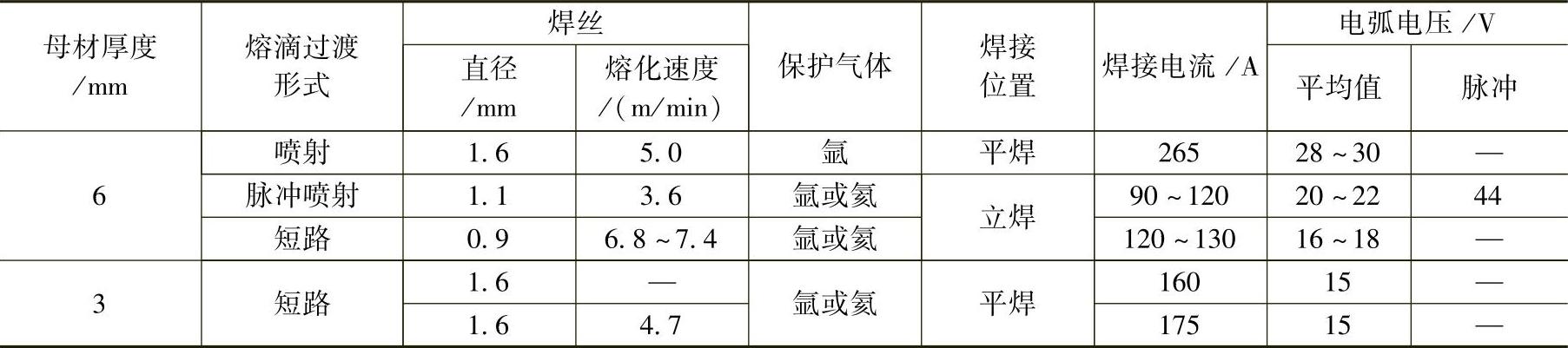
表6.7-17 镍基高温合金穿透法等离子弧焊的焊接参数
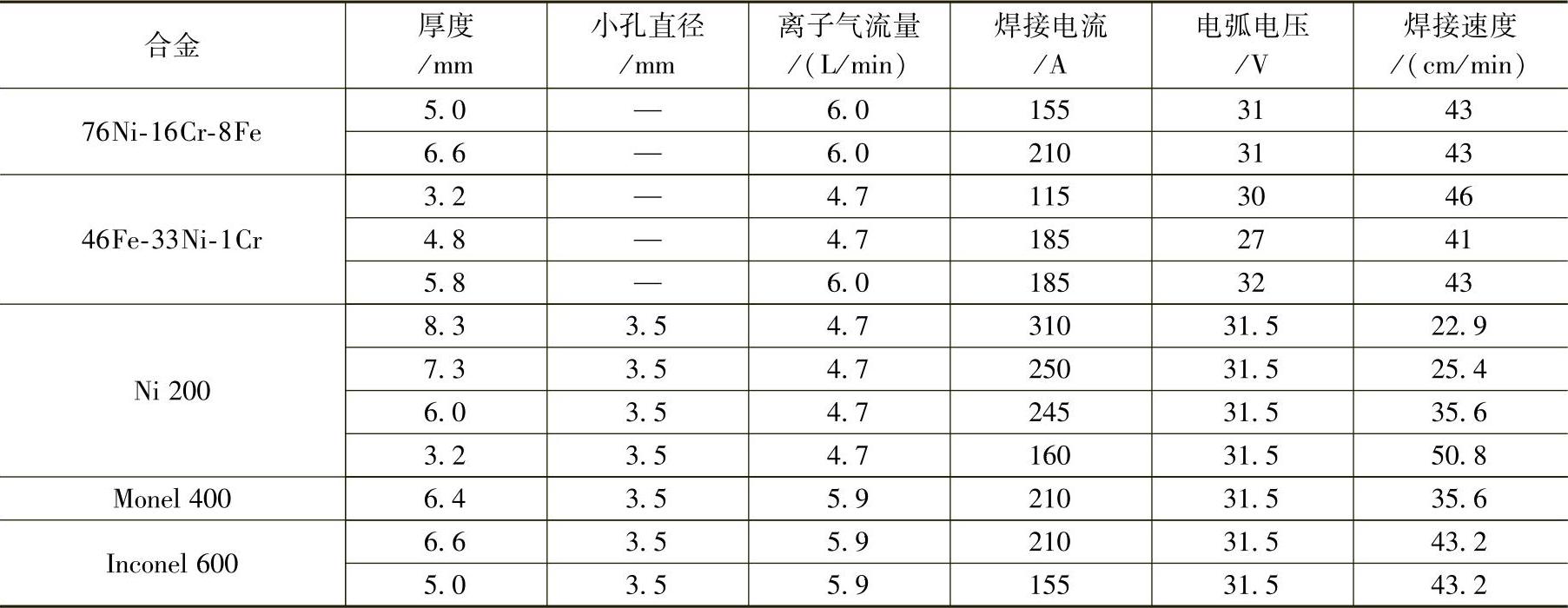
表6.7-18 高温合金电子束焊的焊接参数

表6.7-19 高温合金电子束焊接头的力学性能
 (https://www.xing528.com)
(https://www.xing528.com)
注:表中括号内的百分数表示焊缝的强度系数或塑性系数。
表6.7-20 高温合金激光焊接头的力学性能
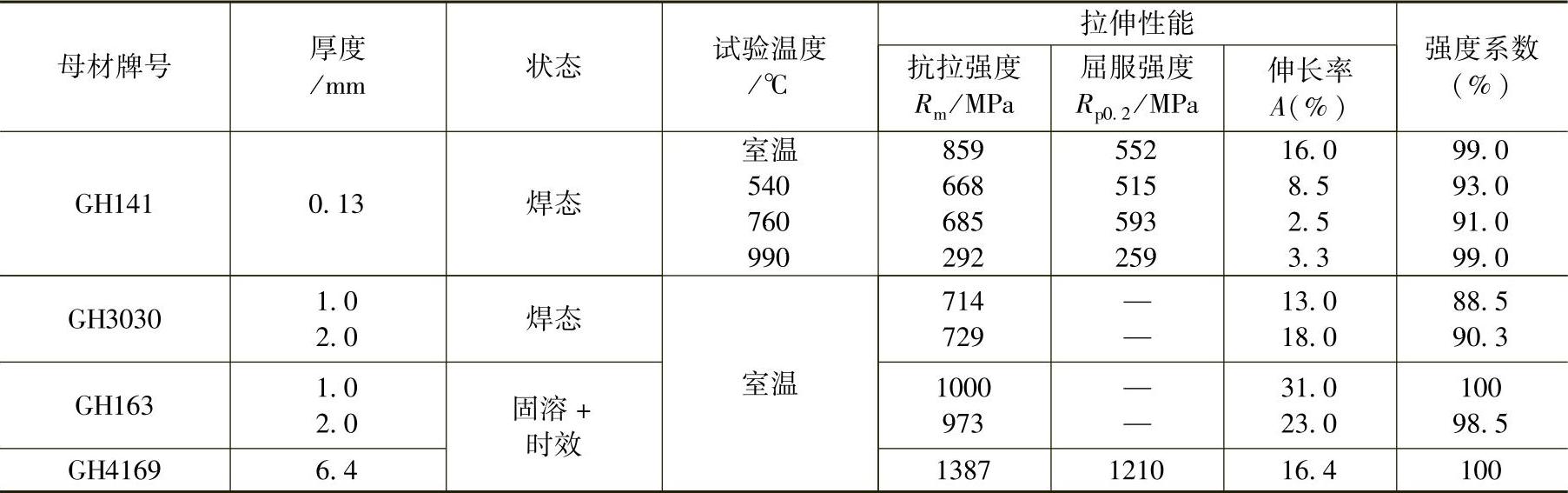
表6.7-21 高温合金扩散焊的焊接参数

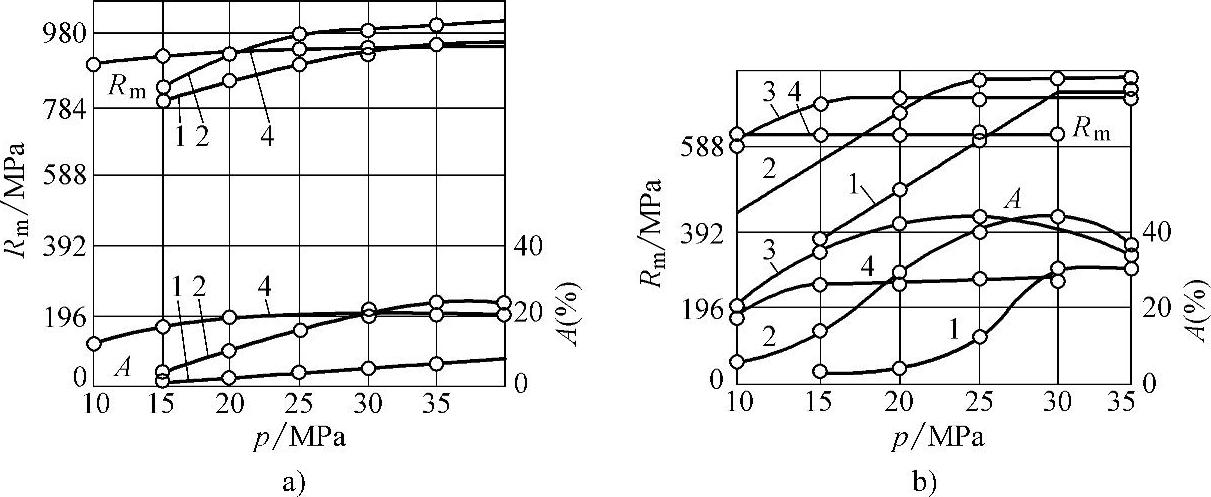
图6.7-11 焊接压力和温度对接头力学性能的影响
a)GH99 b)GH3039
1—1000℃ 2—1150℃ 3—1175℃ 4—1200℃
表6.7-22 高温合金过渡液相扩散焊的焊接参数

表6.7-23 高温合金过渡液相扩散焊接头的高温性能
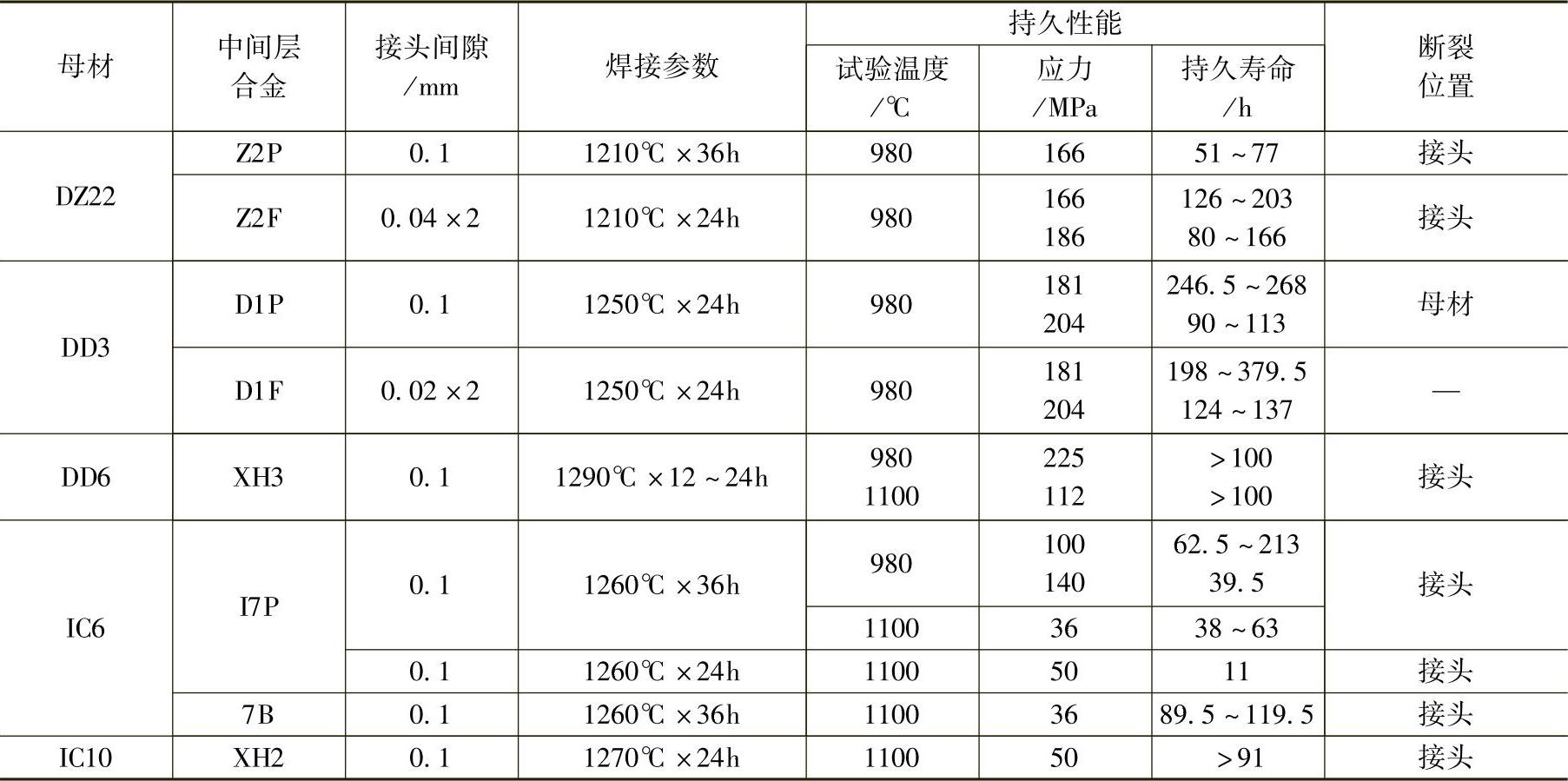
表6.7-24 DD6单晶高温合金过渡液相扩散焊接头的高温持久性能
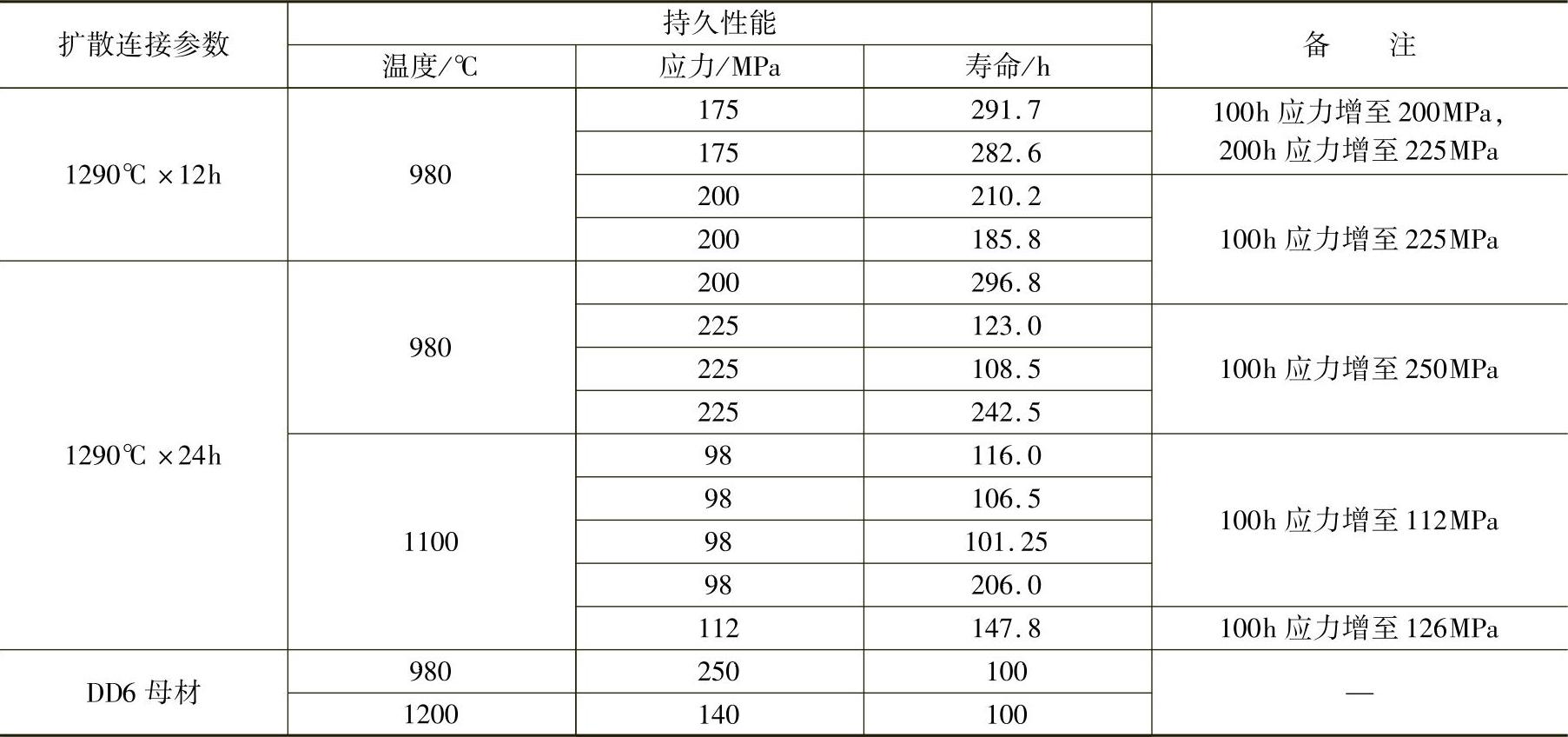
表6.7-25 氧化物弥散强化高温合金(MA6000)的扩散焊试验结果
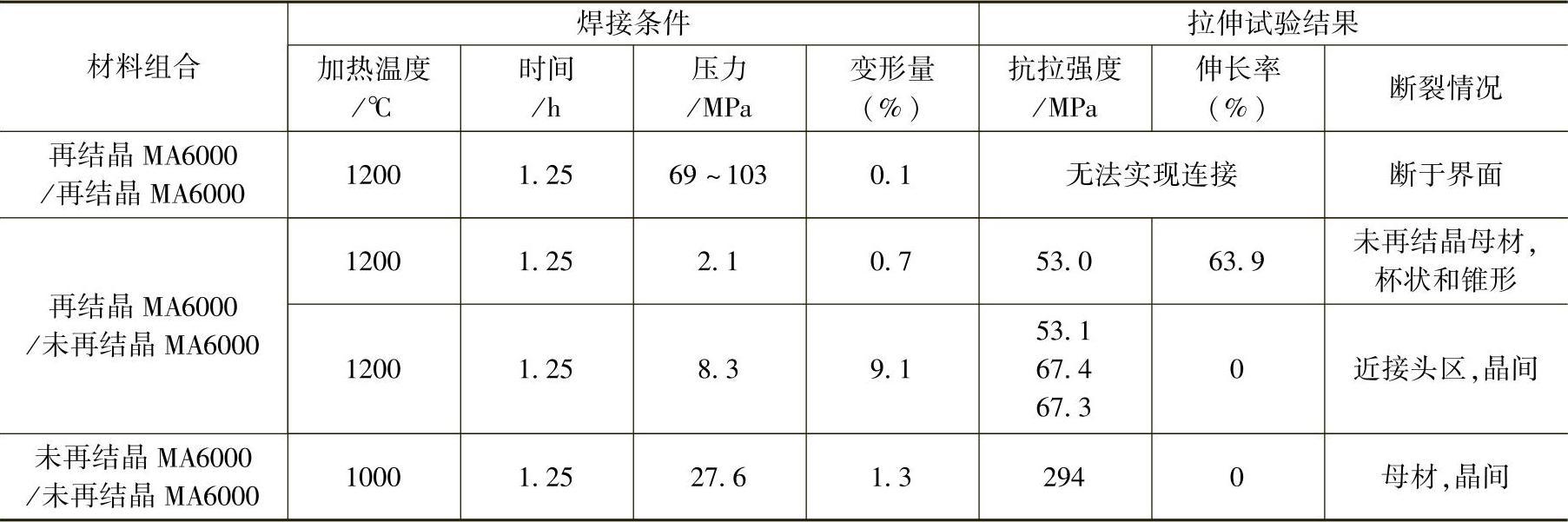
注:1.扩散焊对接接头经焊后热处理,1000℃拉伸试验。
2.焊后热处理:1250℃×1h,空冷;955℃×2h,空冷;最终845℃×24h,空冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。