



表6.10-7为珠光体钢、奥氏体钢和铁素体钢的分类。表6.10-8~表6.10-25、图6.10-1所示为常见异种钢焊接时,焊接材料的选择、焊接工艺和焊接接头力学性能。图6.10-2所示为奥氏体钢焊接时的焊缝组织图。
表6.10-7 珠光体钢、奥氏体钢和铁素体钢的分类
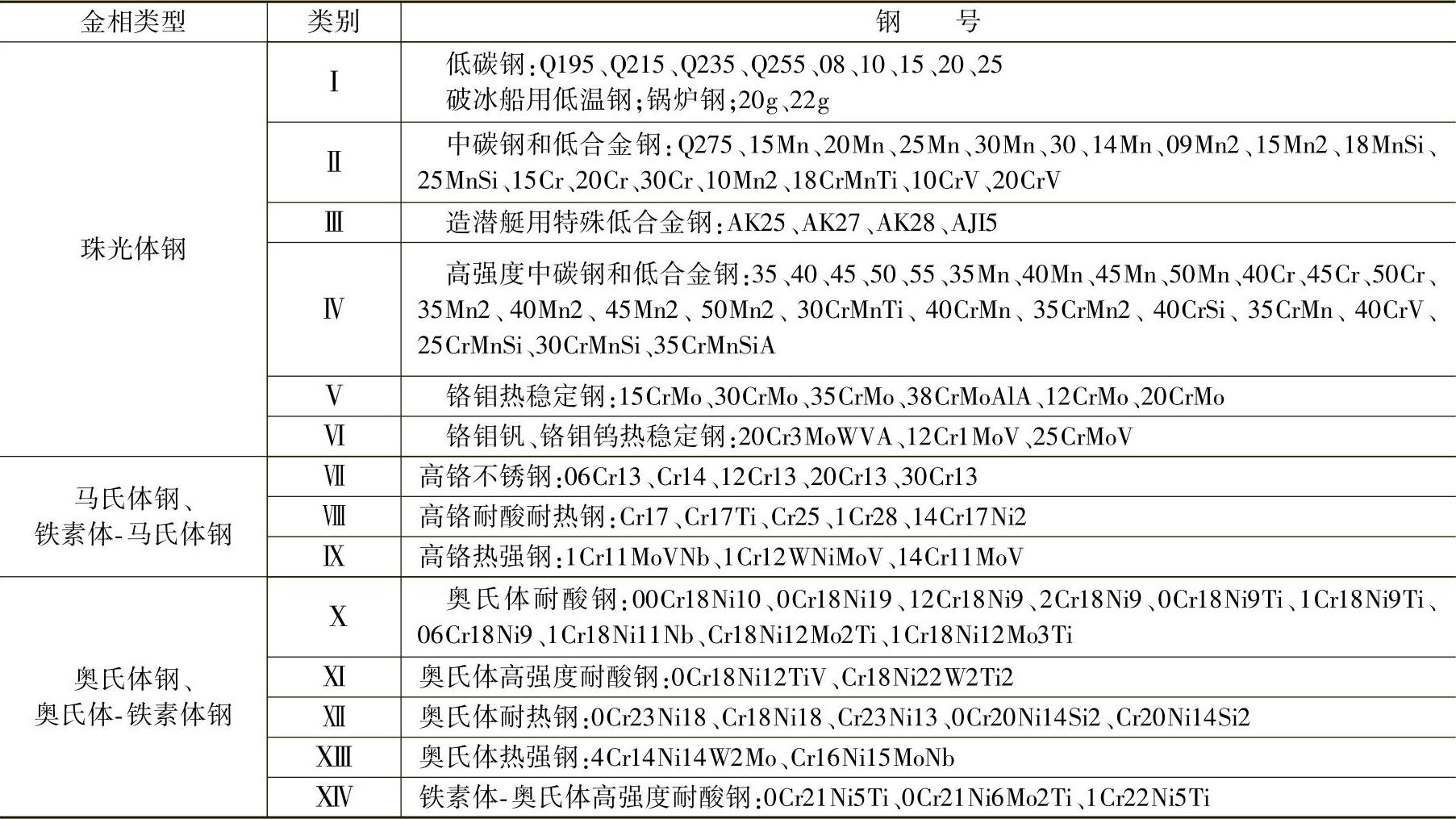
表6.10-8 异种珠光体钢焊条电弧焊的焊接材料、预热和热处理工艺

(续)
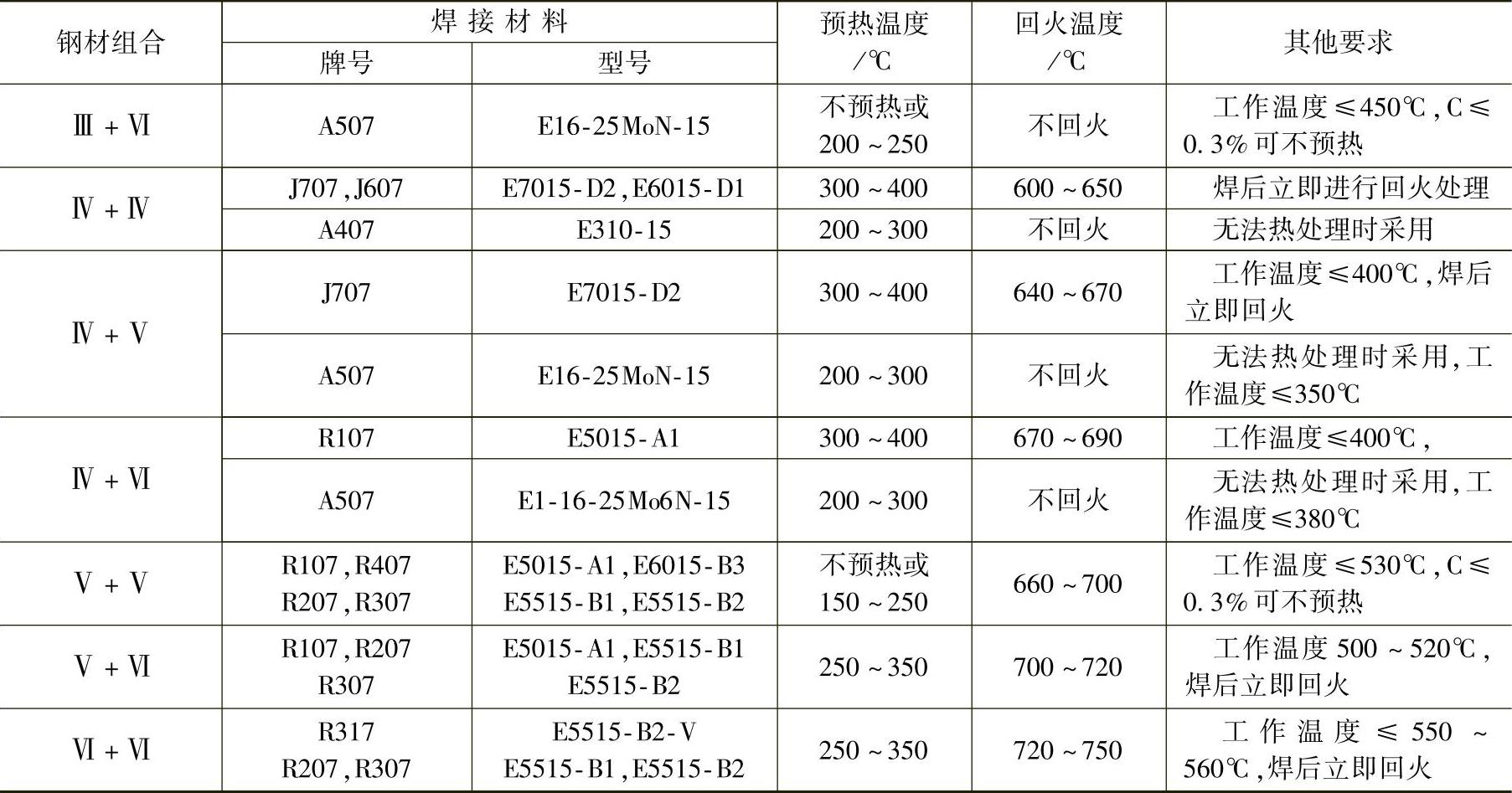
表6.10-9 异种低合金钢的焊接材料和预热温度

表6.10-10 异种低合金钢焊缝及焊接接头的力学性能

(续)
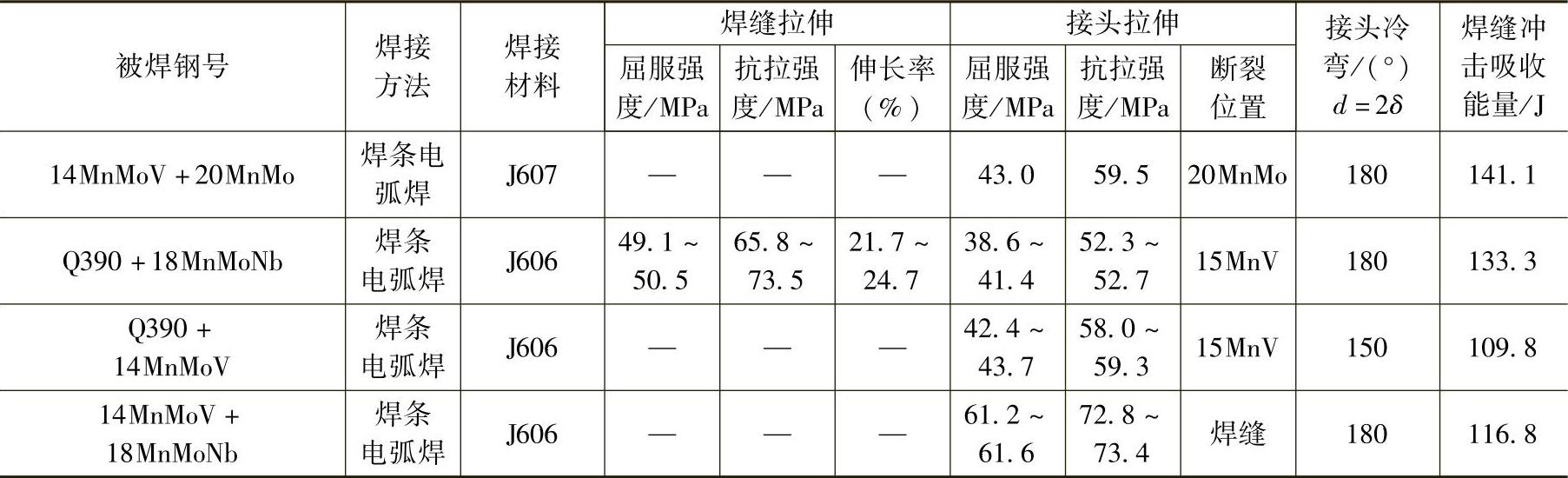
表6.10-11 HQ130+HQ70(或HQ80)高强度钢焊接的焊接参数

表6.10-12 HQ130+HQ70高强度钢焊接接头力学性能

①缺口位置接近热影响区回火区。
表6.10-13 异种低合金钢摩擦焊的焊接参数

表6.10-14 珠光体钢与高铬铁素体钢焊接用的焊条
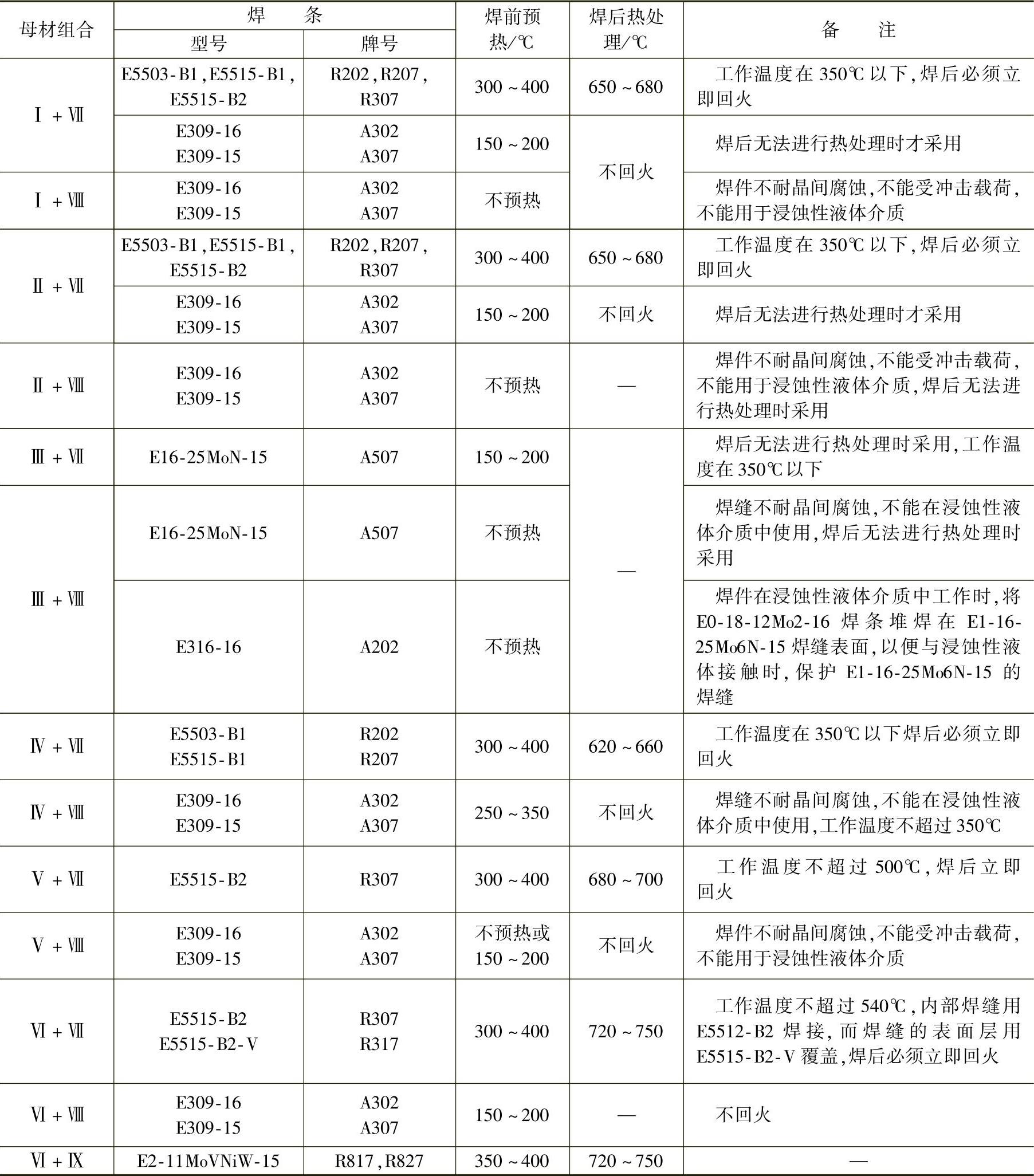
表6.10-15 碳素钢与马氏体钢熔化极混合气体保护焊的焊接参数
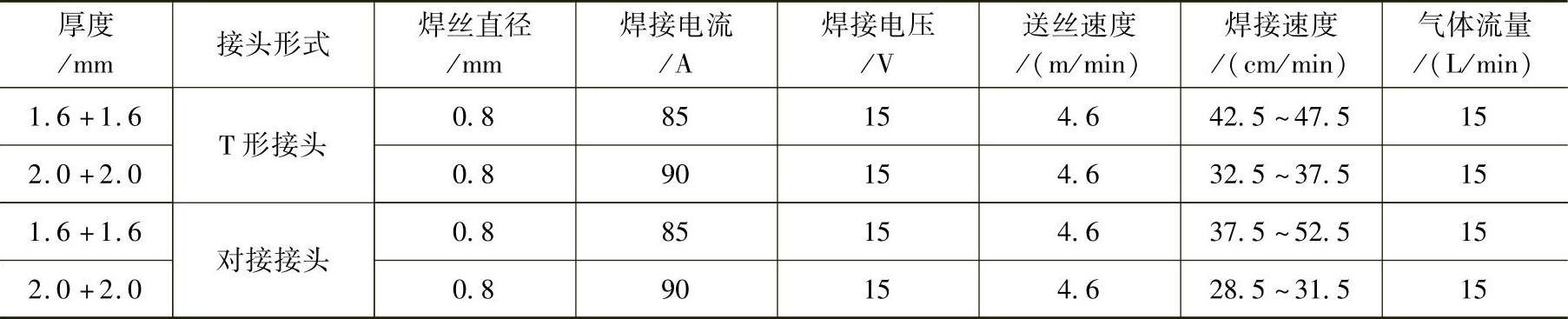
表6.10-16 Q235钢和铁素体不锈钢的焊接材料、预热温度和焊后热处理
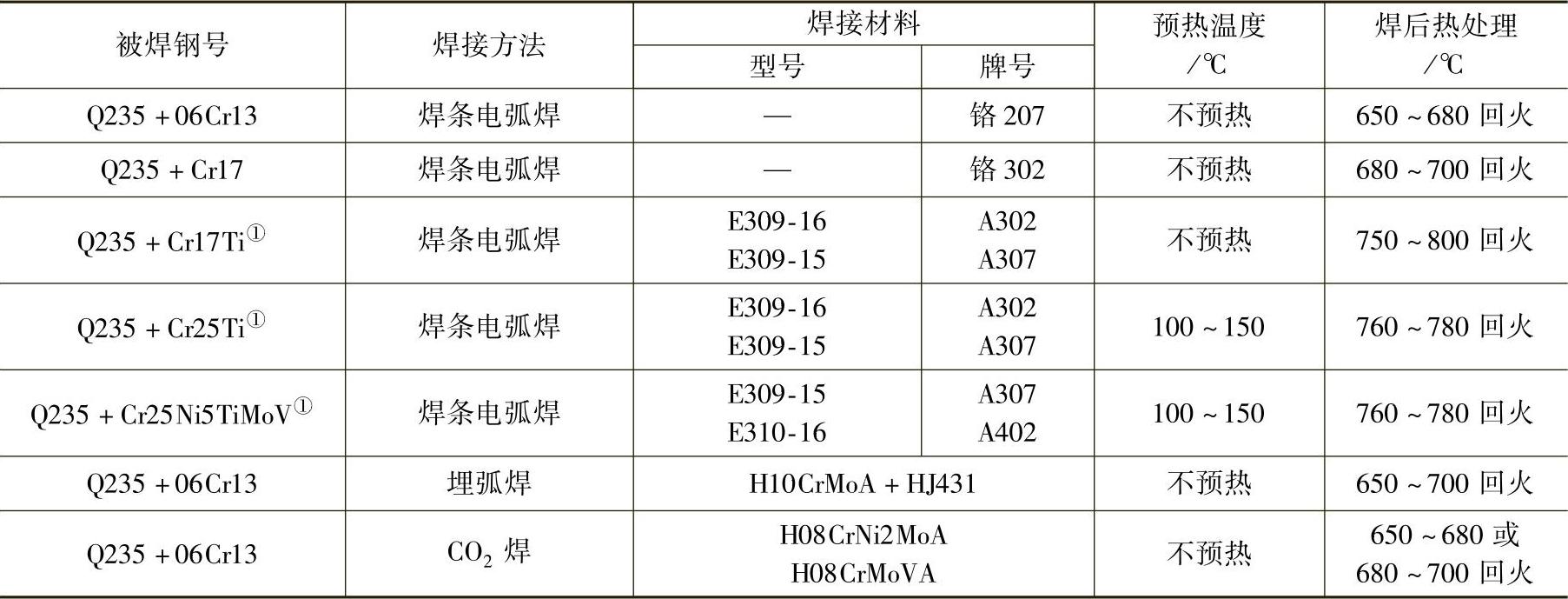
①为旧牌号,标准中没有对应新牌号。
表6.10-17 Q235钢和马氏体不锈钢的焊接材料、预热温度和焊后热处理

①为旧牌号,标准中没有对应新牌号。
表6.10-18 异种奥氏体钢用焊条及焊后热处理工艺(https://www.xing528.com)

(续)
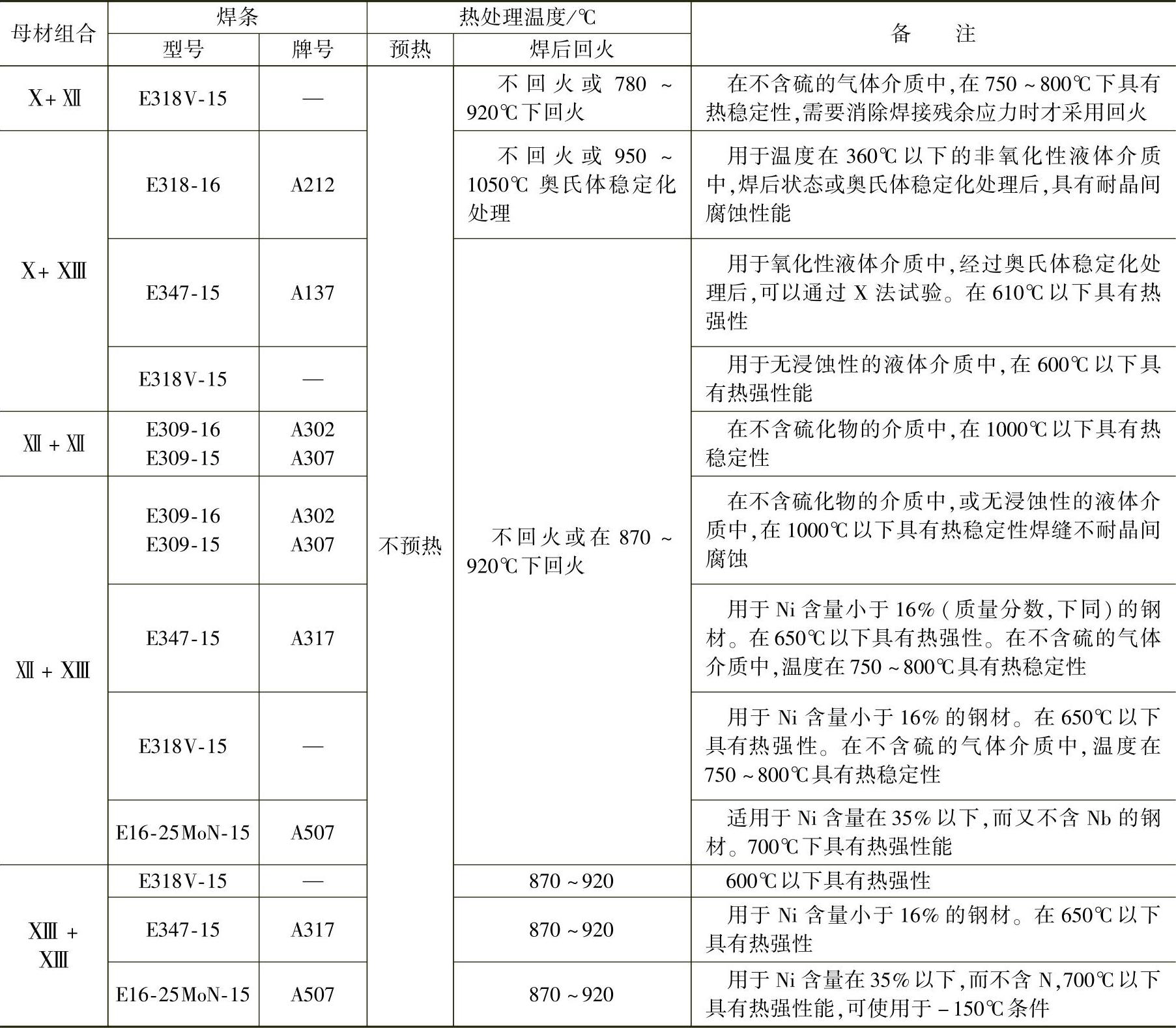
表6.10-19 异种奥氏体钢氩弧焊焊接材料的选用
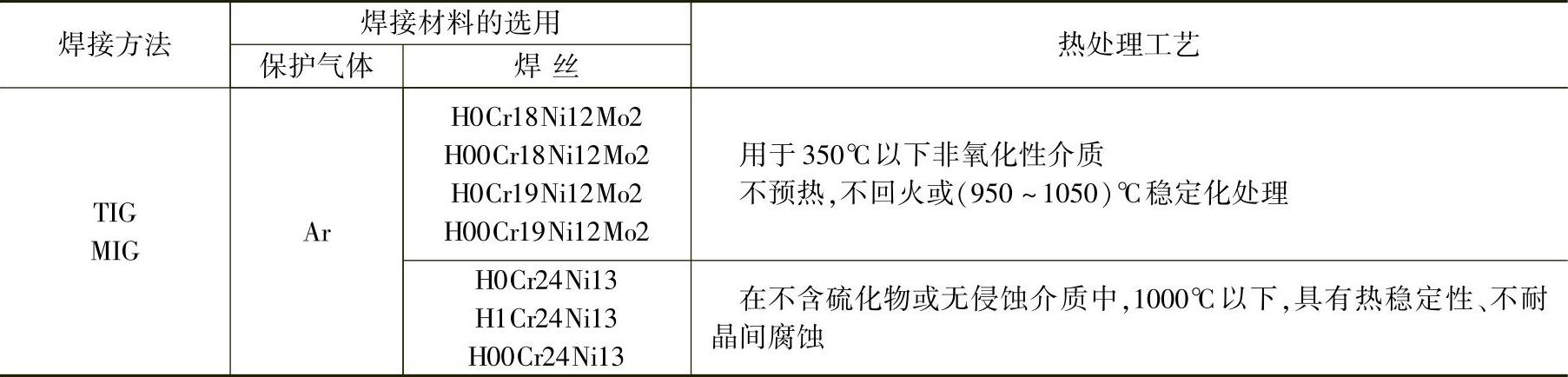
表6.10-20 异种奥氏体钢焊条电弧焊的焊接参数

(续)
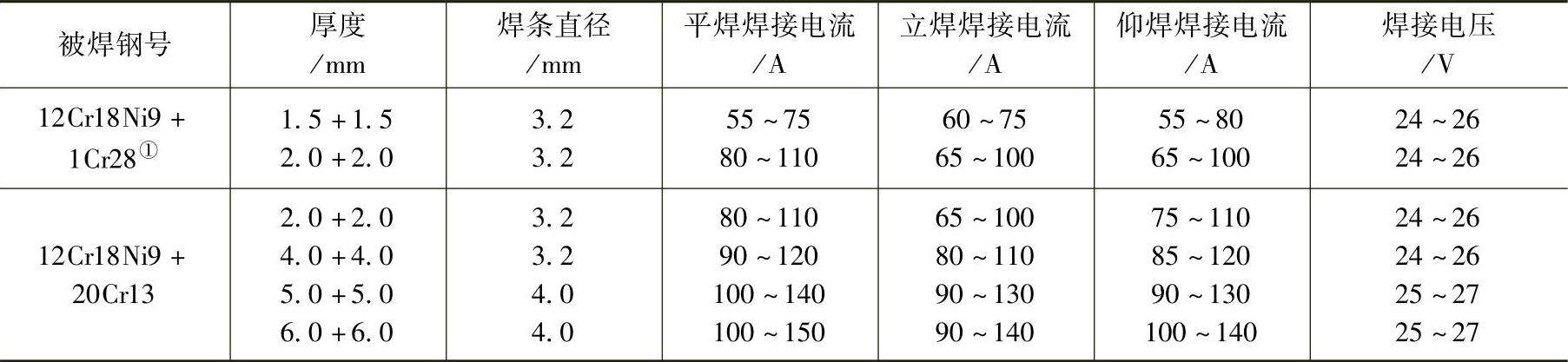
①为旧牌号,标准中没有对应新牌号。
表6.10-21 异种奥氏体不锈钢手工钨极氩弧焊(TIG)的焊接参数
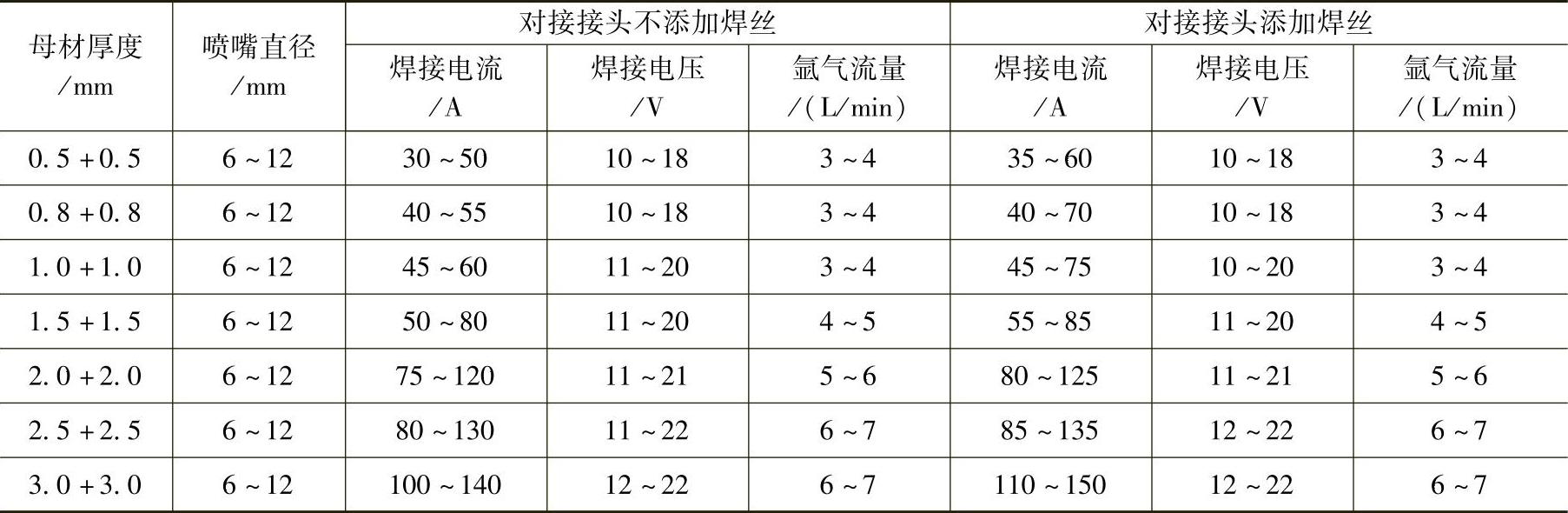
注:采用直流正接(DCEN)或交流。
表6.10-22 异种奥氏体不锈钢熔化极氩弧焊(TIG)的焊接参数
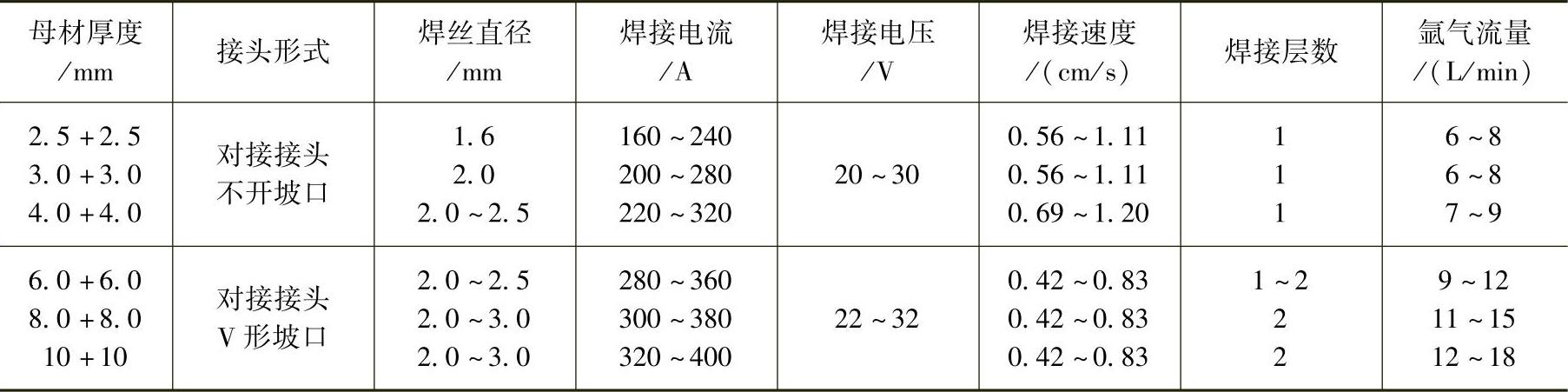
注:喷嘴直径为12~20mm。
表6.10-23 Q235钢与奥氏体不锈钢焊接的焊接方法及焊接材料

①为旧牌号,在标准中没有对应新牌号。
表6.10-24 奥氏体钢与铁素体钢的焊条、预热温度和回火温度选择
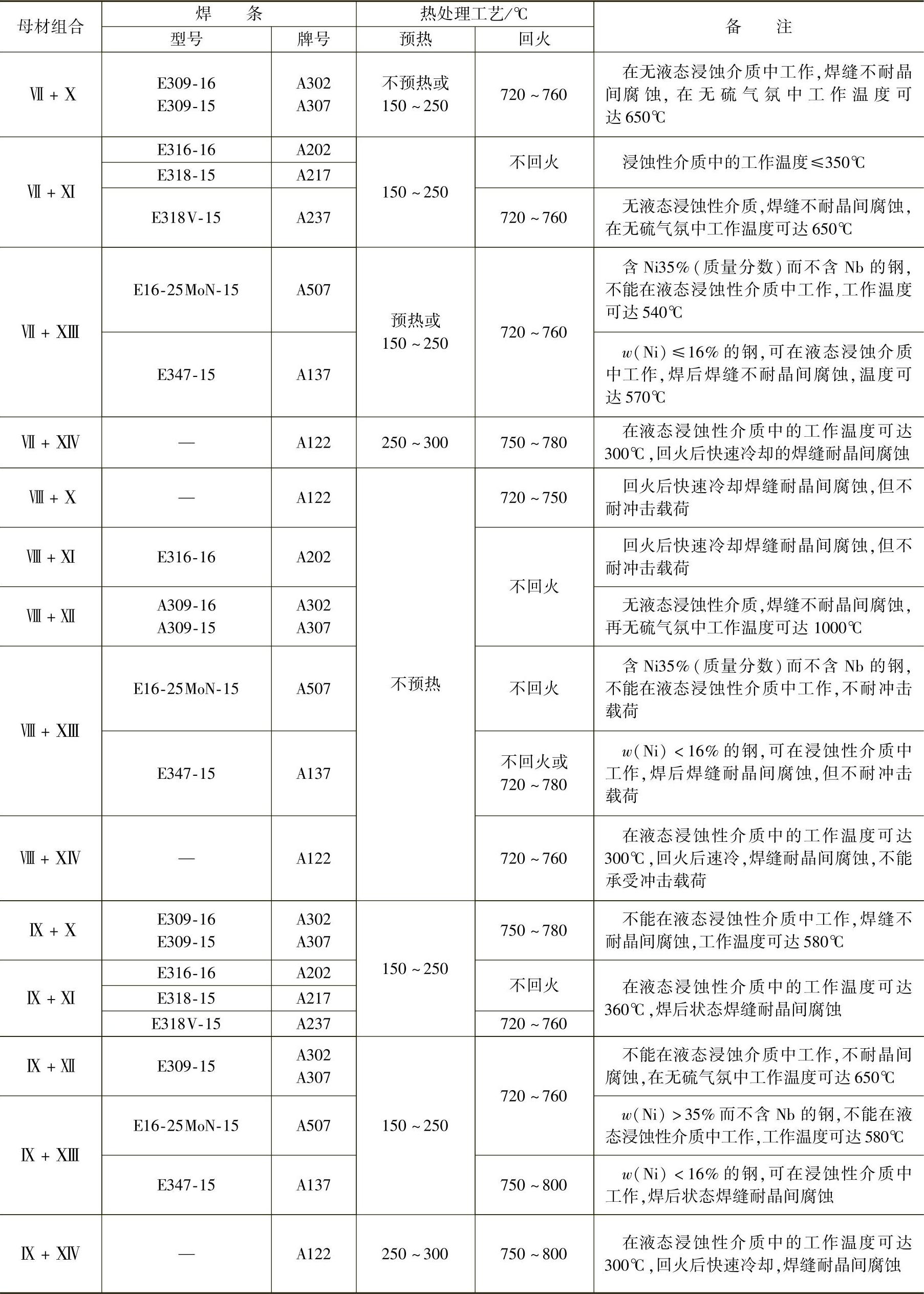
表6.10-25 奥氏体钢与铁素体钢气体保护焊的焊接材料、预热及焊后热处理
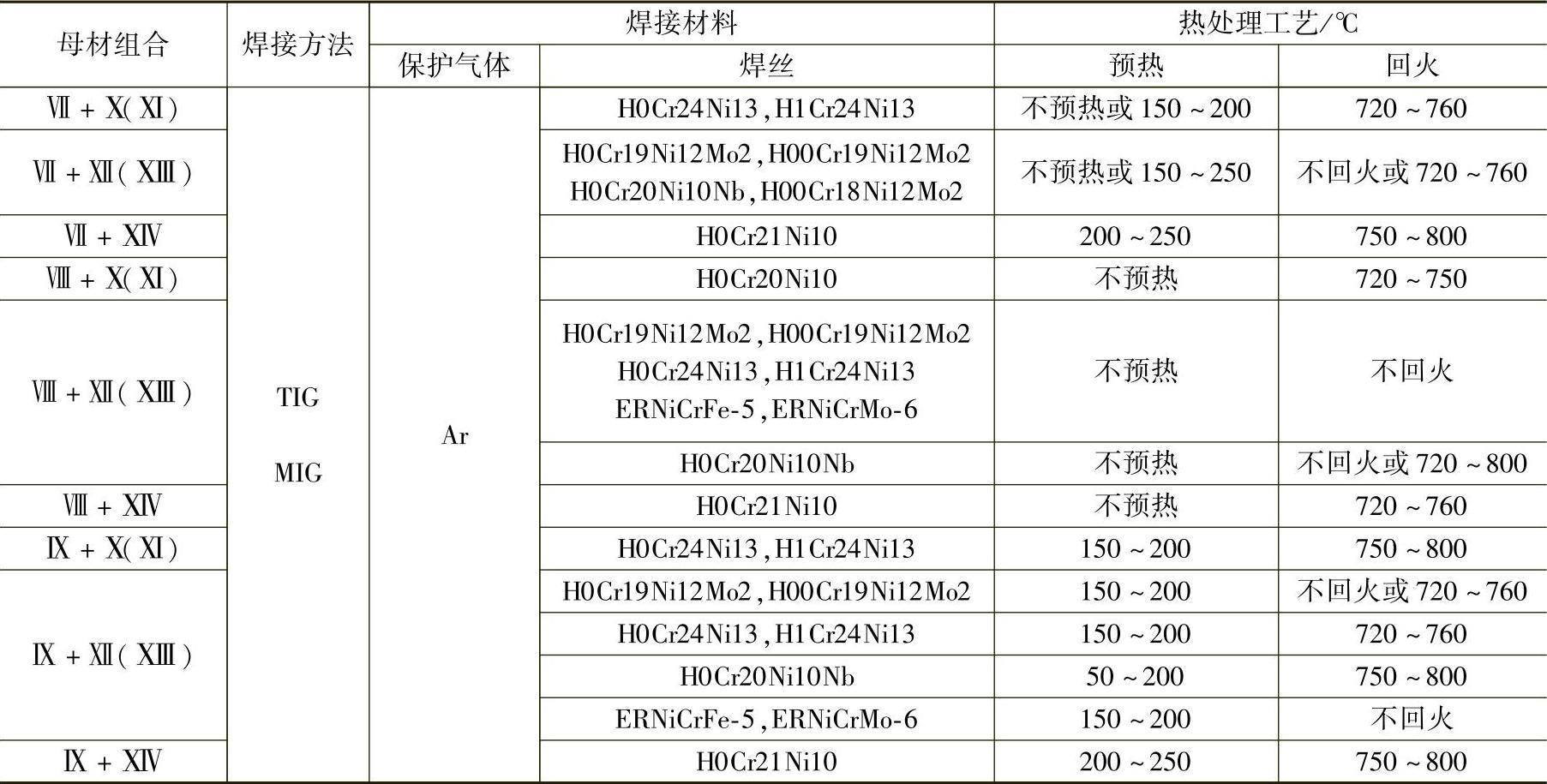
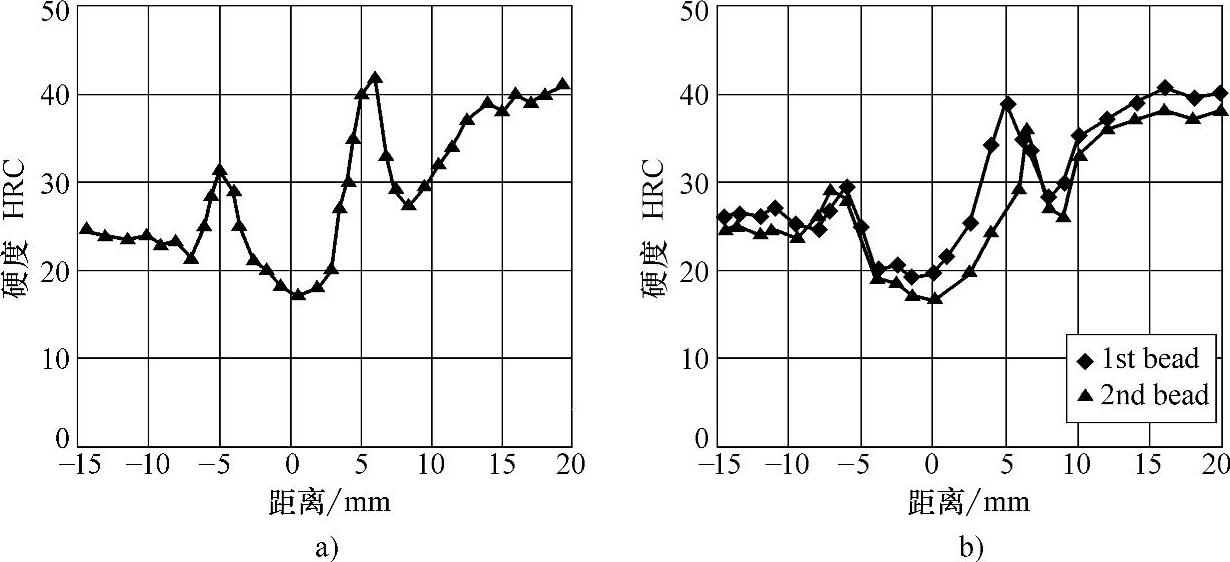
图6.10-1 HQ130+HQ70高强度钢焊接区域硬度分布
a)“铁研试验”单道焊 b)双面焊
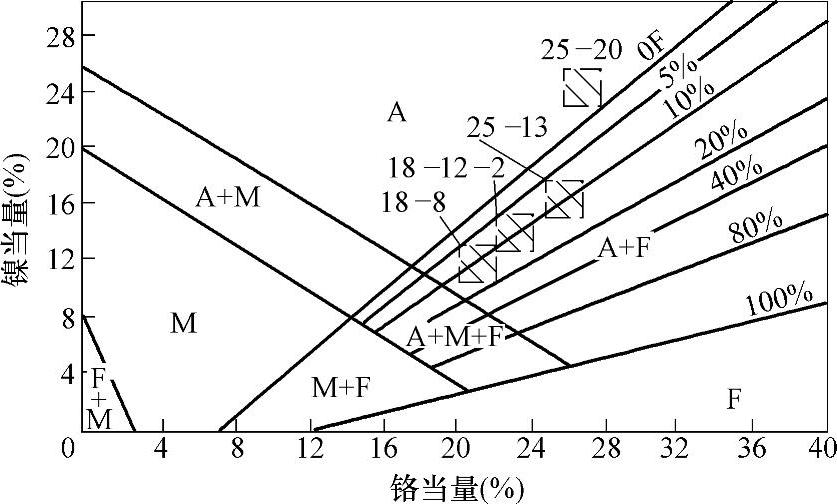
图6.10-2 异种奥氏体钢焊接时的焊缝组织图
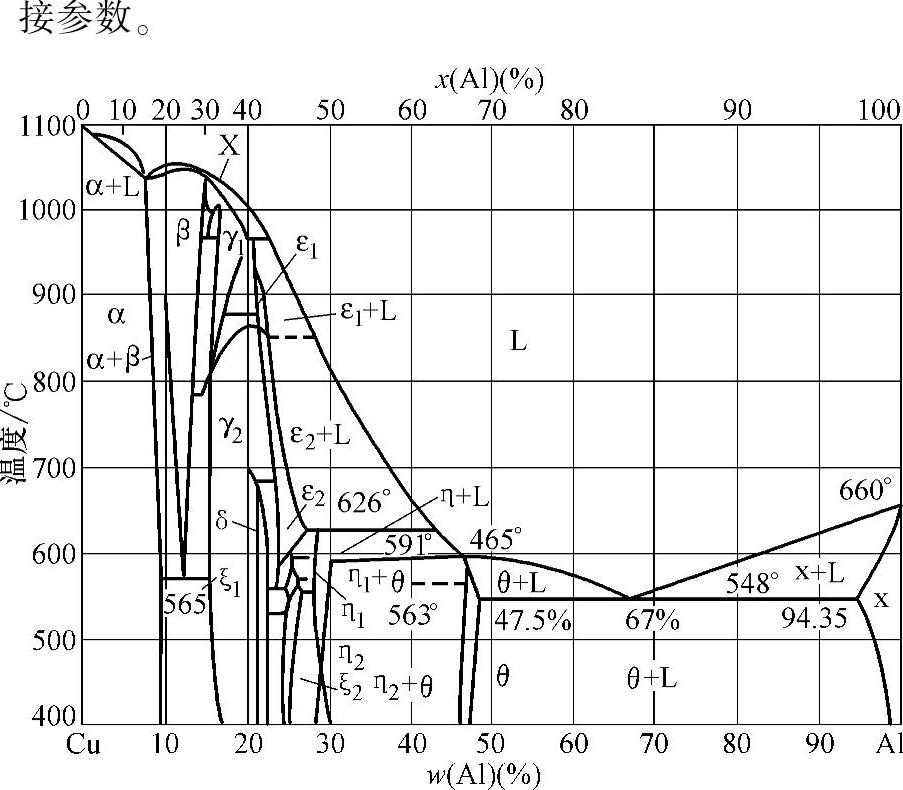
图6.10-3 铜-铝合金相图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。