



焊条电弧焊是一种比较简单的应用工艺,只要在一台电源的输出端子连上焊钳和地线就是一台焊条电弧焊设备(俗称“手弧焊机”)。
焊条电弧焊电源一般为下降特性。如果采用酸性焊条和用于焊接要求不高的金属结构焊接时多采用交流电源(工频交流弧焊变压器),虽然方波交流电源(包括硅整流式、晶闸管式和双逆变式交直流两用电源)等有助于提高焊接工艺性能,但通常很少采用。如果采用碱性焊条和焊接要求高的重要金属结构时则采用直流电源(包含晶闸管弧焊整流器、晶体管类弧焊逆变器两类),同时需满足负载持续率等生产条件要求。
焊条电弧焊电源设备典型产品的技术数据如下:
1)交流弧焊变压器典型产品的技术数据见表7.1-2~表7.1-4。
2)晶闸管弧焊整流器见表7.1-5。
3)直流弧焊逆变器典型产品的技术数据见表7.1-6与表7.1-7。
4)多站式逆变弧焊电源典型产品的技术数据见表7.1-8与表7.1-9。
5)内燃驱动弧焊发电机典型产品的技术数据见表7.1-10与表7.1-11。
表7.1-2 交流弧焊变压器——BX1动铁心式系列(焊条电弧焊通用)
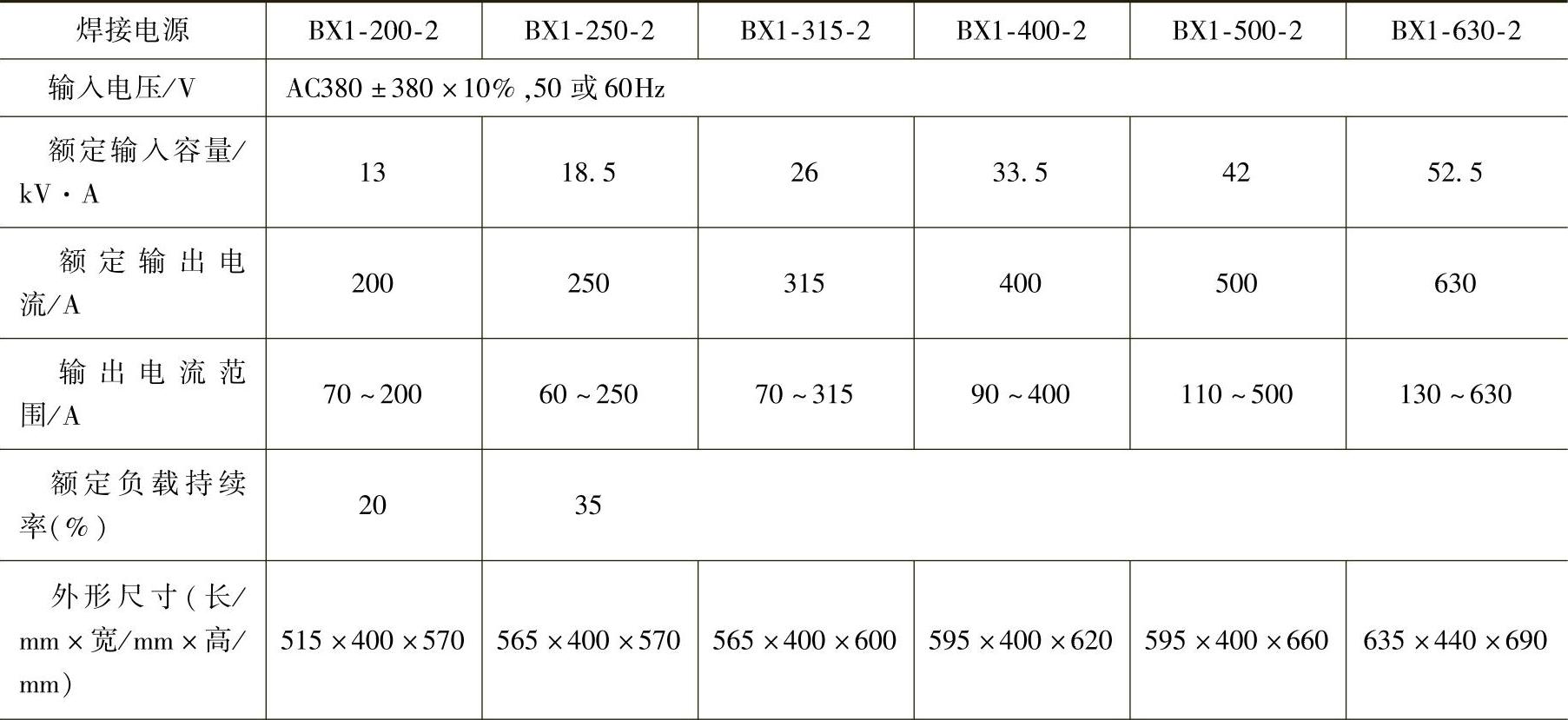
(续)

注:1.采用梯形动铁心,具有宽阔的电流调节范围,电流线性调节,噪声低,焊接性能稳定。
表7.1-3 交流弧焊变压器——BX3动线圈式系列(焊条电弧焊通用)
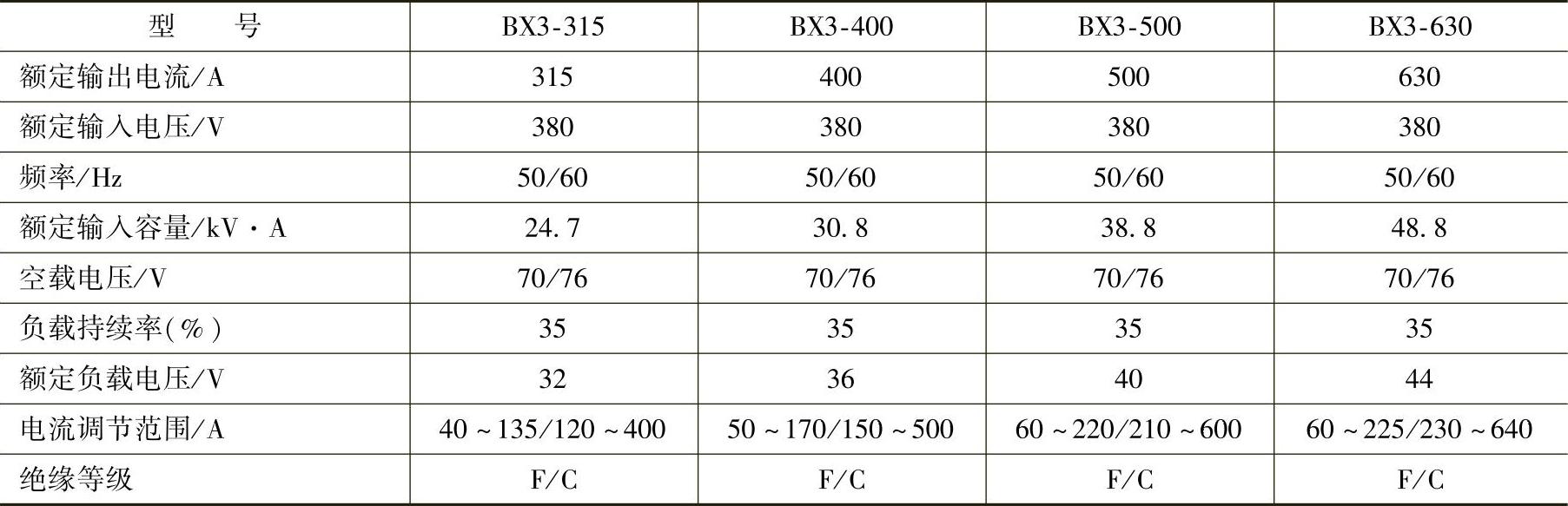
注:1.电流输出分为两档无级调节。一次侧、二次侧分别串联作为电流粗调节,改变一次、二次线圈间距离实现电流细调节,电流调节范围大,小档空载电压高,使电弧引燃容易,电弧更为稳定。
2.小车式设计,移动方便,适用于外出施工作业。
表7.1-4 交流弧焊变压器——BX6抽头式系列(焊条电弧焊通用)
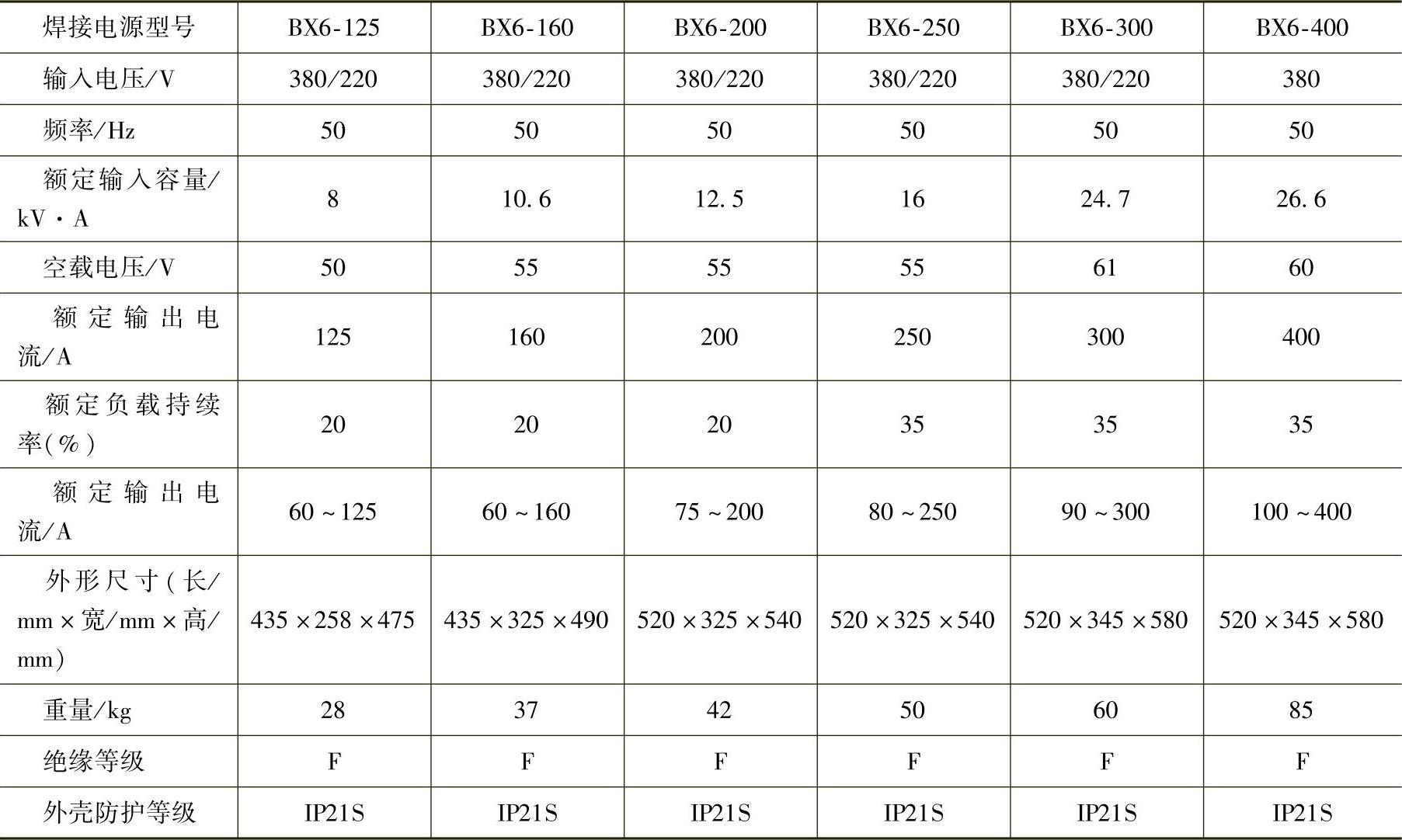
注:1.采用多位开关七档电流调节器,改变一次线圈间的耦合电感量进行电流调节。一次线圈圈数保持不变,二次空载电压几乎不变。
2.采用风冷方式,小车式设计,移动方便,适用于外出施工作业。
表7.1-5 ZX5(LHF)系列晶闸管弧焊整流器
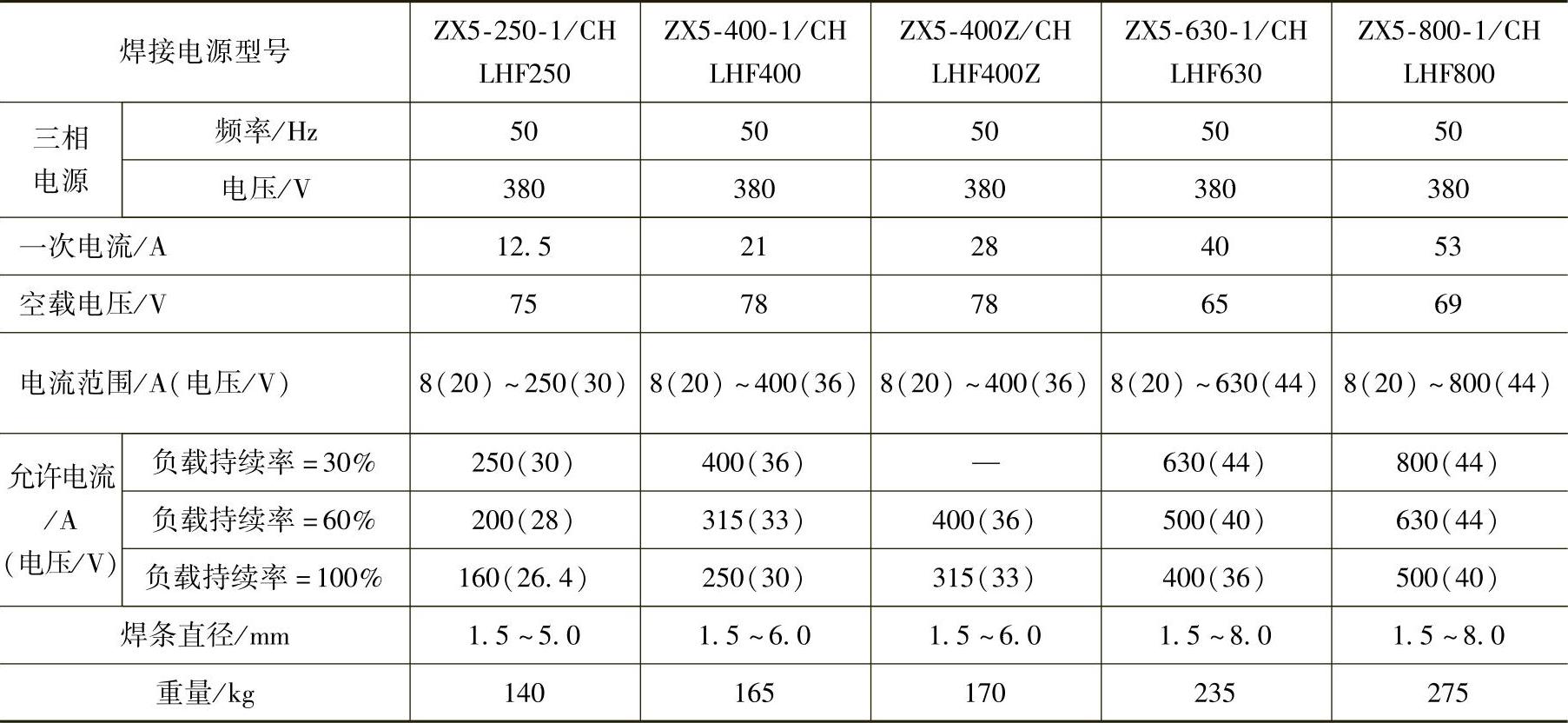
注:1.该系列晶闸管弧焊整流器是引进国外公司技术制造的,按国内标准进行型号定名为ZX5系列,按国外型号为LHF系列。与国外产品性能相当,适用于焊条电弧焊与TIG焊,630以上亦可用于碳弧气刨。
2.技术特点;电流调节由晶闸管控制,具有陡降的静态性。电子控制线路能补偿电网电压波动,保持电流恒定,并与电缆长度、电弧电压等变化无关;装有过热保护开关;焊接电流可远距离调节(遥控器另配)。
3.焊条电弧焊:空载电压高,电流脉冲实现可靠引弧及电弧重燃。具有“防粘”功能,焊条与焊件短路时电流迅速减少至基值电流(8A),能完好无损地从碳件上脱离并迅速再引弧,有利于根部焊道焊接,可节约焊条。
4.碳弧气刨:ZX5(LHF)-630、800/CH用于碳弧气刨时碳棒直径分别可达10mm和13mm。
5.TIG焊;ZX5(LHF)系列产品也可用作TIG焊,此时需增加一个专用控制箱。
表7.1-6 ZX7系列直流弧焊逆变式电源
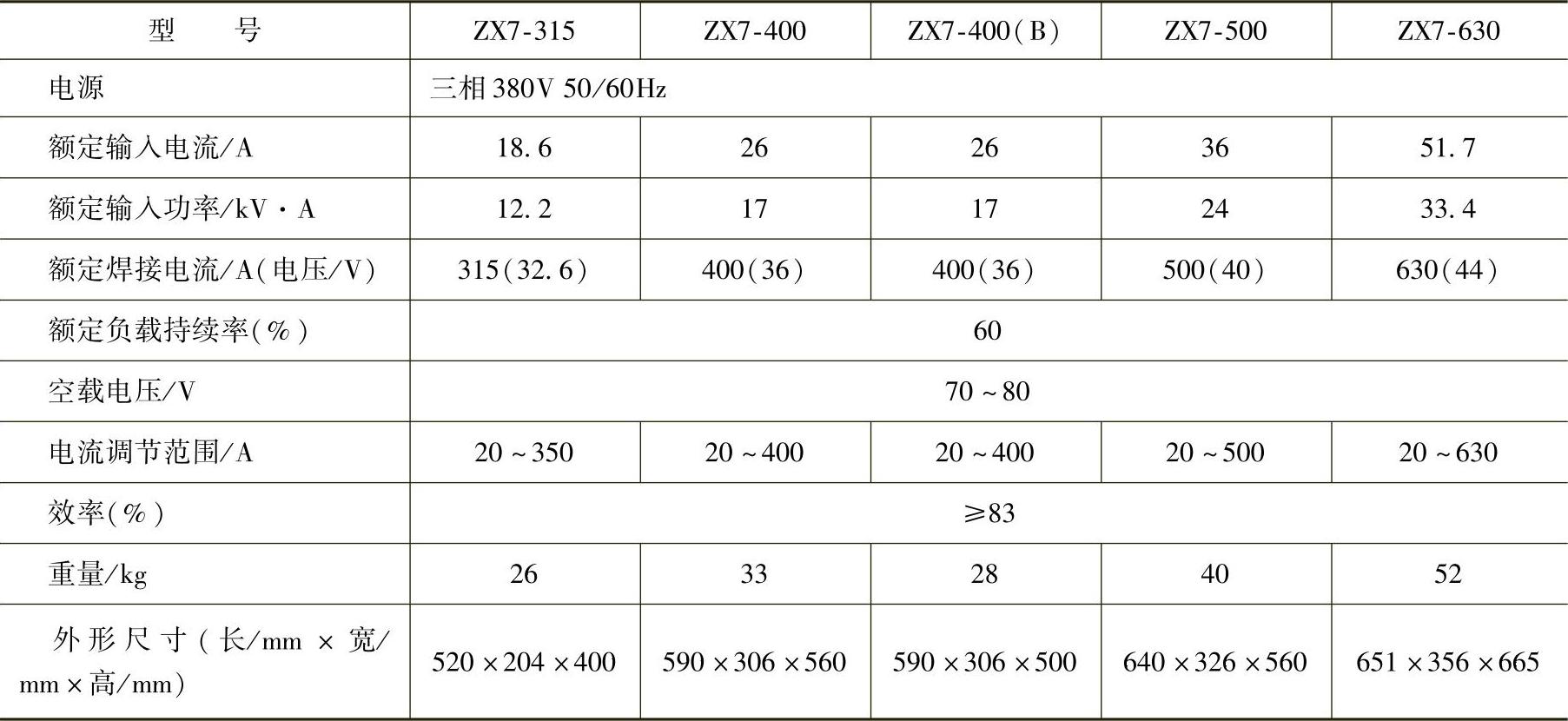
注:1.过电流、过热、过电压、欠电压自动保护。
2.电弧燃烧稳定,熔池平静,焊缝成形好。(https://www.xing528.com)
3.电流/电压数显并预置电流。
4.体积小、重量轻。
5.“B”型机为纤维素焊条打底专用焊机。
6.焊机输出端需配快速接头时,应在订货时注明。
表7.1-7 ZX7系列焊条电弧焊/氩弧焊两用直流逆变式电源
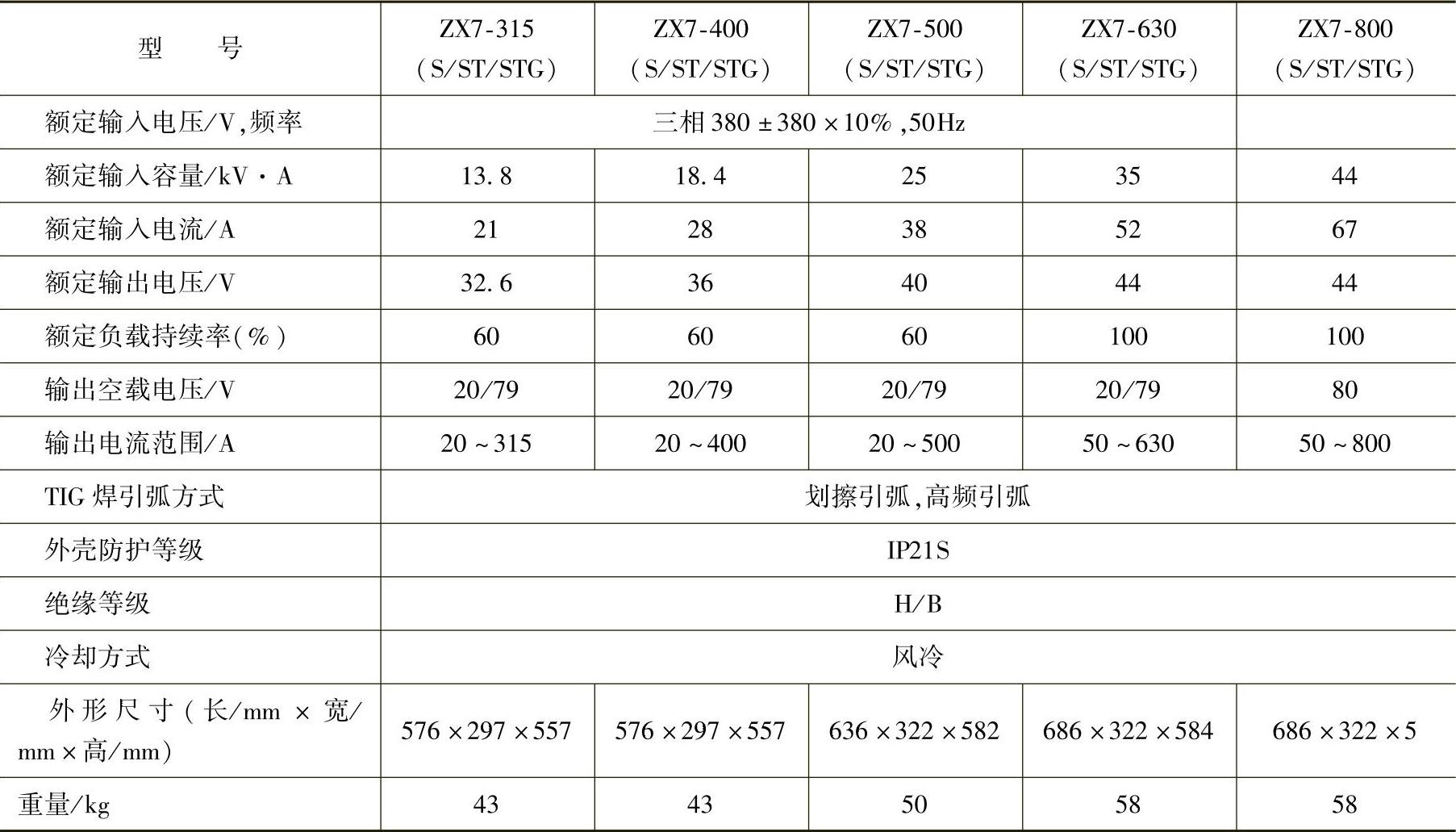
注:1.数字显示,焊接电流可调精度1A。
2.引弧电流可以单独调节,推力电流可任意调节,具有优越的焊接工艺性能。
3.氩弧焊有自锁/非自锁功能,具有高频和接触两种引弧方式。
4.具有多种安全防护功能,包括温度保护、过电流保护、短路保护等。
5.焊机内关键部件采用“三防”设计。
表7.1-8 多头直流逆变手工弧焊机ZX7-400
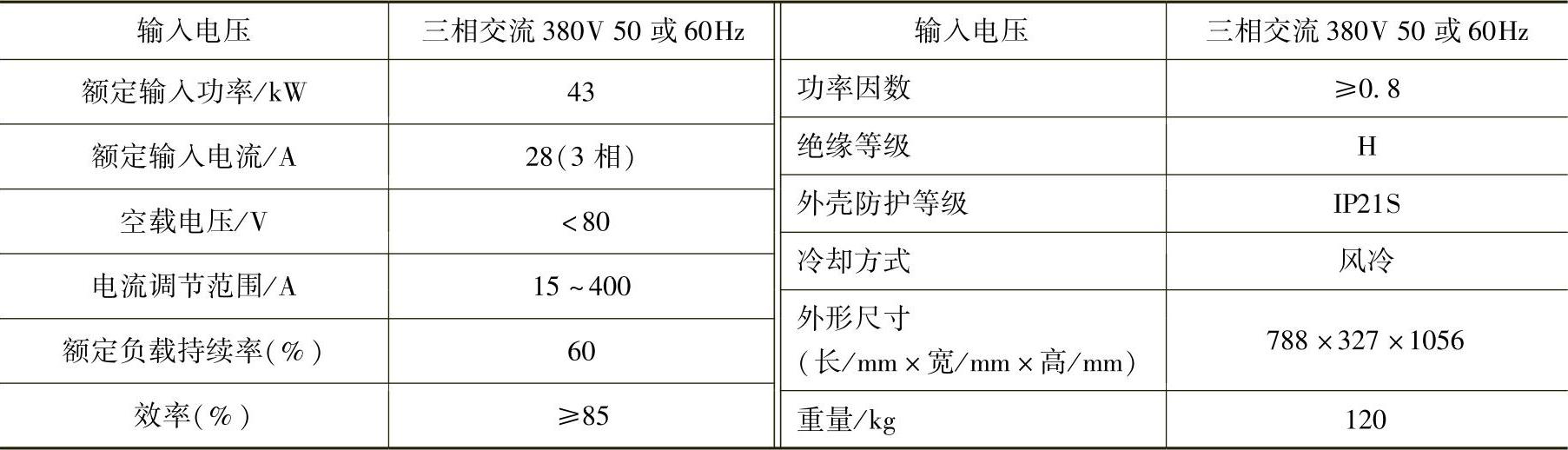
注:1.采用IGBT逆变技术,代替多站式交流弧焊变压器,可广泛应用于造船及港机行业。
2.能够作为三个独立弧焊电源来使用,具有引弧容易、飞溅小、不粘焊条等特点(厂家编制型号PE12-3×400)。
表7.1-9 多头直流逆变手工弧焊机ZX7(3T/6T)
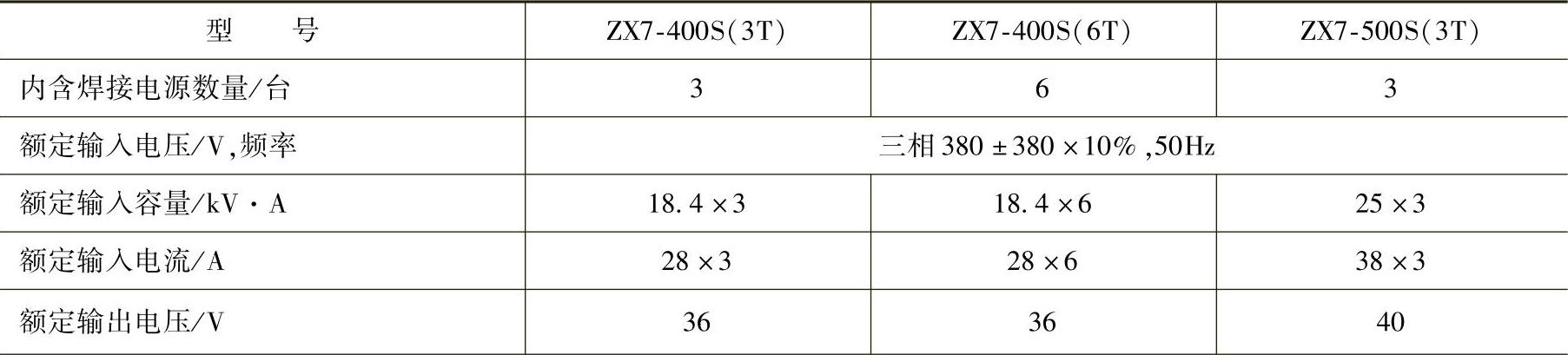
(续)
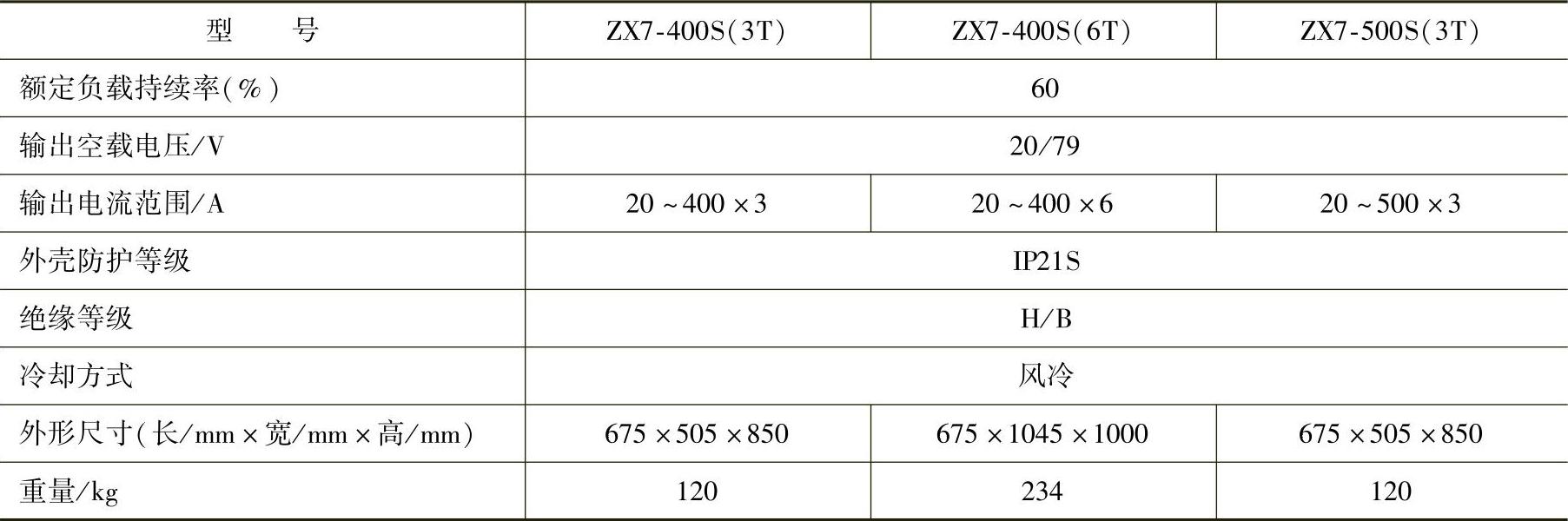
注:1.焊条电弧焊多头一体机,便于移动和管理,可独立控制,互不影响。
2.软开关逆变技术,节能可靠。
3.焊接电缆长度可达100m。
4.具备计时功能,便于管理。
5.焊机内关键部件采用“三防”设计,更能适应恶劣条件。
表7.1-10 内燃驱动WG6500发电电焊两用机
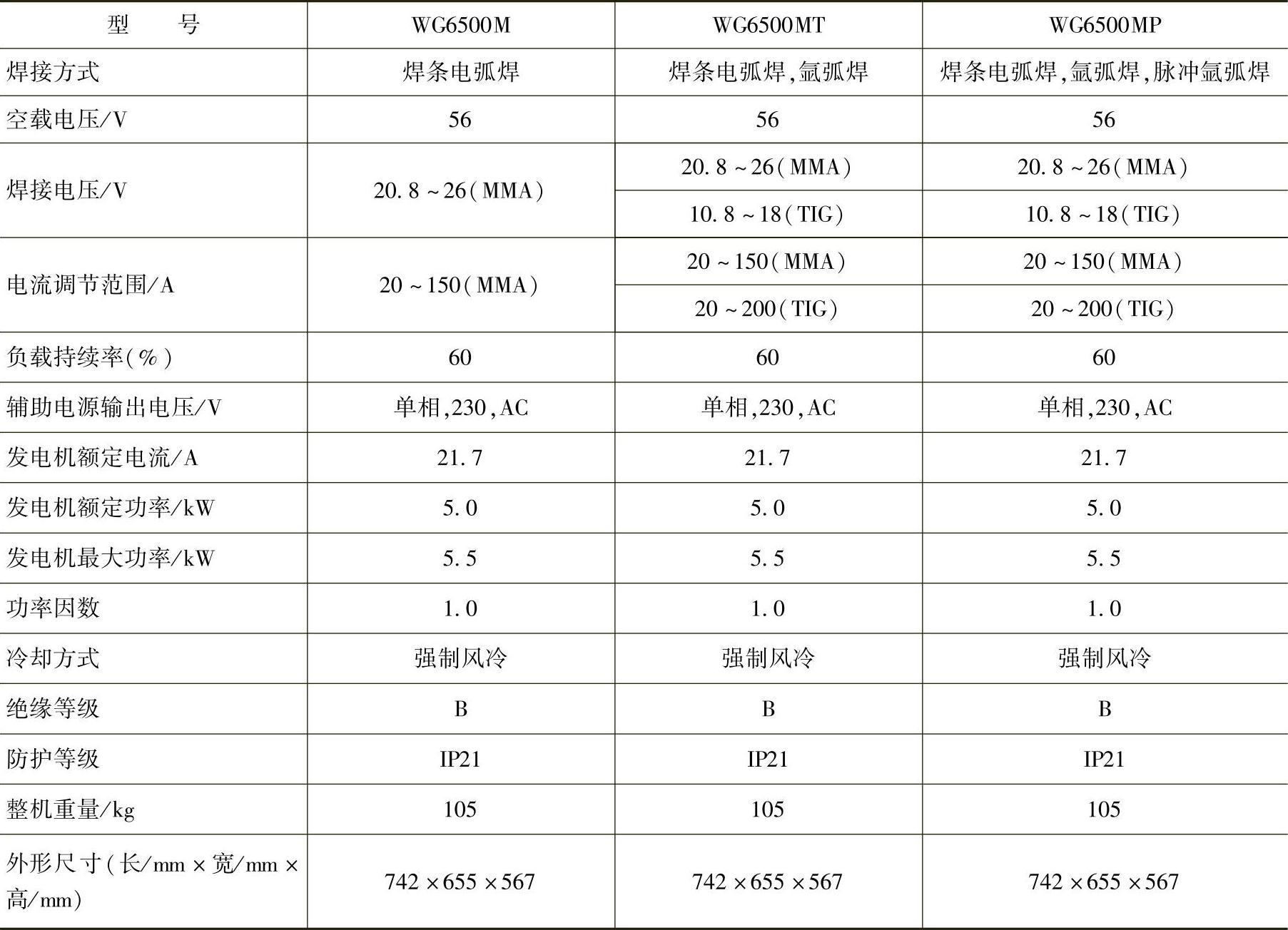
注:1.含三种轻型小容量系列电源,采用IGBT逆变软开关焊接控制技术,具有电弧推力和引弧电流设定,焊接性能优良。具有焊条电弧焊、氩弧焊、脉冲氩弧焊功能,适合市政管网、不锈钢护栏、广告牌、公路桥梁维修等施工、抢险使用。
2.既可以在无电源地区进行焊接施工,也可以在停电的时候作发电机使用。
表7.1-11 内燃驱动H700管道焊接工作站
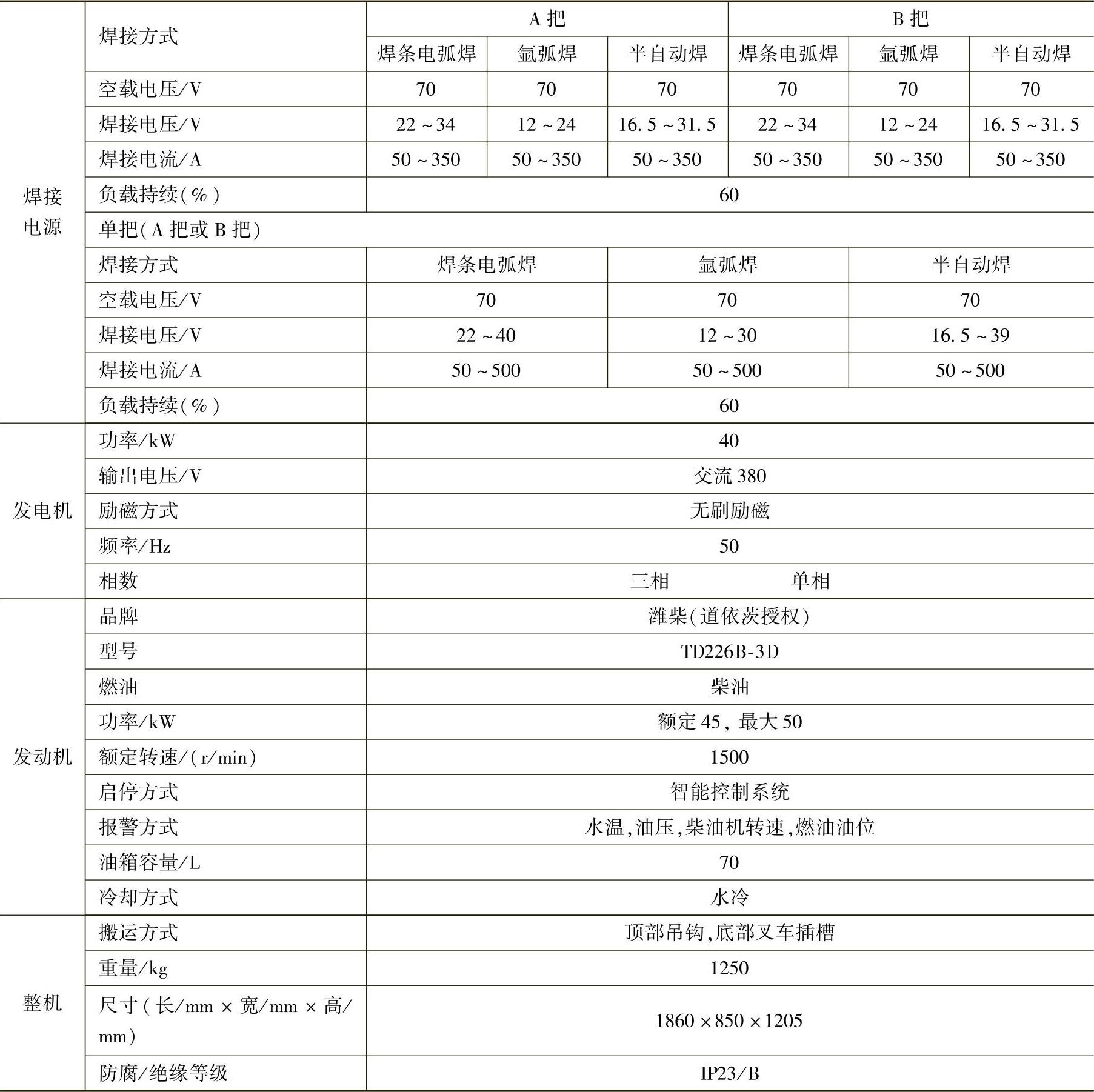
注:1.可供两个单元焊接,可单独或同时使用,输出电流分别为500A和350A。
2.具备焊条电弧焊、TIG焊和气保焊功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。